果胶酶预处理对木材纤维分离的影响初探
2015-09-29 03:44杜官本李晓平
纤维素科学与技术 2015年1期
吴 宁,杜官本,李晓平
(云南省木材胶黏剂及胶合制品重点实验室 西南林业大学,云南 昆明 650224)
果胶酶预处理对木材纤维分离的影响初探
吴宁,杜官本,李晓平*
(云南省木材胶黏剂及胶合制品重点实验室 西南林业大学,云南 昆明 650224)
利用单因素法研究不同果胶酶预处理条件对木材纤维分离难度和纤维得率的影响,以降低纤维分离的难度和能耗。结果表明果胶酶预处理可以降低木材纤维的分离难度和改变纤维形态;当果胶酶预处理温度为50℃、果胶酶浓度1.0%、反应时间为3 h时,用果胶酶处理的木材经盘磨机分离后,纤维尺寸变小,单根纤维比例增加;即木材经果胶酶预处理后,可降低木材纤维分离的难度;当处理温度为50℃、果胶酶浓度为1%、反应时间为2 h时,果胶酶预处理的木材纤维得率达到最大值,最大值为91.18%。
果胶酶;纤维分离;纤维尺寸;纤维根数;纤维得率
纤维分离是纤维板(MDF/HDF)制备、制浆造纸、粘胶纤维制备和将韧皮纤维用于纺织工业的关键技术,目前纤维分离多采用机械法、物理法和化学法,这些分离方法存在能耗高、污染严重等不足。而利用生物酶对原料进行预处理可以达到降低纤维分离能耗、降低纤维分离对环境造成的污染等[1],受到了国际科学家的广泛关注,并对利用生物酶进行纤维分离做出了一定的贡献,这些生物酶包括果胶酶、木质素酶、纤维素酶和木聚糖酶等[2]。
木材的主要化学成分为纤维素、半纤维素、木质素;果胶则广泛存在于植物的细胞初生壁和胞间层中,在纤维细胞胞间层中,果胶质与纤维素、半纤维素、木质素等相互交联[3-4],形成复杂的化学键,使细胞壁紧密的结合在一起,所以利用果胶酶对原料进行预处理,降解胞间层中的果胶质,可达到纤维分离的目的(如图1和图2所示),本研究团队就该技术已经申请了国家发明专利1项[5]。

图1 未经处理的工业大麻秆结构

图2 大麻秆样品果胶酶处理
本项目组前期研究了果胶酶处理对工业大麻秆重量损失率和化学成分的影响,结果表明经过果胶酶处理后,工业大麻秆的重量损失率要比同条件下水处理的重量损失率要高;随着果胶酶处理时间和处理浓度的增加,工业大麻秆中的果胶质含量降低,纤维素、半纤维素和木质素含量先增加后减小;经果胶酶溶液处理后,处理液中主要含有半乳糖醛酸以及一些可溶于水的碳水化合物。可见,经过果胶酶处理后,工业大麻秆中主要是果胶质被溶解,随着果胶质的溶解和果胶质结合在一起的木质素、纤维素和半纤维也有一部分会脱落,因此出现了纤维素、半纤维素和木质素含量先增加后减小的现象。
果胶酶有普通果胶酶、原果胶酶、碱性果胶酶等,通常使用的果胶酶是一种复合酶,能有效降解果胶质。在原果胶酶的作用下,果胶质可转变为可溶性果胶,使果胶呈游离状态,并使表面的其它杂质脱落。果胶酶只作用于果胶质,不会造成纤维的损伤[6],果胶酶对分解果胶有催化作用,用于亚麻或苎麻脱胶以及纤维素纤维品处理[7];近年来,果胶酶在果汁加工、纺织工业[8]、木材防腐、环境保护以及污物软化处理等行业的应用是非常重要的[9]。本文利用单因素法,研究不同浓度果胶酶溶液、不同反应时间、不同处理温度对木材处理后与对照组相比较,分析果胶酶溶液对分离后的纤维形态、纤维分离所需能耗和纤维得率的影响。
1 实验
1.1试验材料
木材刨花为松木和其他木材的混合物(松木80%,其他木材20%,取自云南昆明新飞林人造板有限公司);果胶酶均购自上海蓝季生物有限公司,活性为20 000 U/g,可用pH范围为3.5~6.0。
1.2试验方法
未处理木刨片1.5 kg(绝干),增湿至50%后置于30 kg的水中或不同浓度的果胶酶溶液(pH=5.5~5.8)中,由于木材加工工厂纤维板进行纤维分离的温度通常为150~160℃的高温,实验室中无法满足,故在110℃条件下延长蒸煮时间来达到纤维分离的目的;纤维分离的原理是利用高温来软化纤维细胞胞间层中的木质素和半纤维素以达到纤维分离的目的,降低温度延长加热时间和提高温度缩短加热时间的效果是相同的。试验中木片果胶酶溶液的预处理方案如表1所示(CK为对照组)。
1.2.1纤维形态的测定
利用盘磨机分离纤维,将磨制好的纤维样品分别放置进干净的试管中,加入干净的水至试管的3/4处,用玻棒轻微搅拌,使样品充分分散,直至些许纤维漂浮于上层水面,试管出现浑浊;之后用胶头吸管吸取些许样品,用10 g/L的番红溶液进行染色,制成临时载玻片[10-14],利用Motic Images Plus 2.0图像处理系统测量纤维的尺寸,先在40倍显微镜下量取纤维的长度,后在100倍的显微镜下找到对应纤维量取其宽度,每个样品取100根纤维进行测量和观察。纤维根数的观测:在电镜下面随机选取100根纤维束,观察每一束纤维的中的纤维根数,并做统计。
1.2.2分离纤维电能消耗的计算
实施互利共赢开放战略,强化多边双边及区域经济合作,推动对外开放向纵深拓展。通过海外进出口市场的开拓,加大加快对外人员、物资、文化的交流,学习国外先进的“城镇”建设文化,生活文化,提高自己的城镇生活的品质,建设好属于自己的“新城镇”。
利用盘磨机分离纤维,并通过电表的数值显示来计算磨纤维电能消耗。在启动电机之前,先记录电表的数值;在磨完纤维之后,即盘磨机中没有木质原料时,关闭盘磨机,并再次记录电表的数值,取二者之间的差值,即磨纤维所消耗的电能。
1.2.3木材纤维得率的计算方法
木材纤维得率的计算公式如式(1)所示。

式中,磨制好的绝干纤维重量和木片绝干重量单位为g。
表1为木片果胶酶溶液的预处理方案。CK为空白对照组试验,没有添加果胶酶,仅利用水处理;1-1、1-2、1-3为果胶酶不同处理时间;2-1、2-2、2-3为果胶酶不同处理温度;3-1、3-2、3-3为不同果胶酶处理浓度。
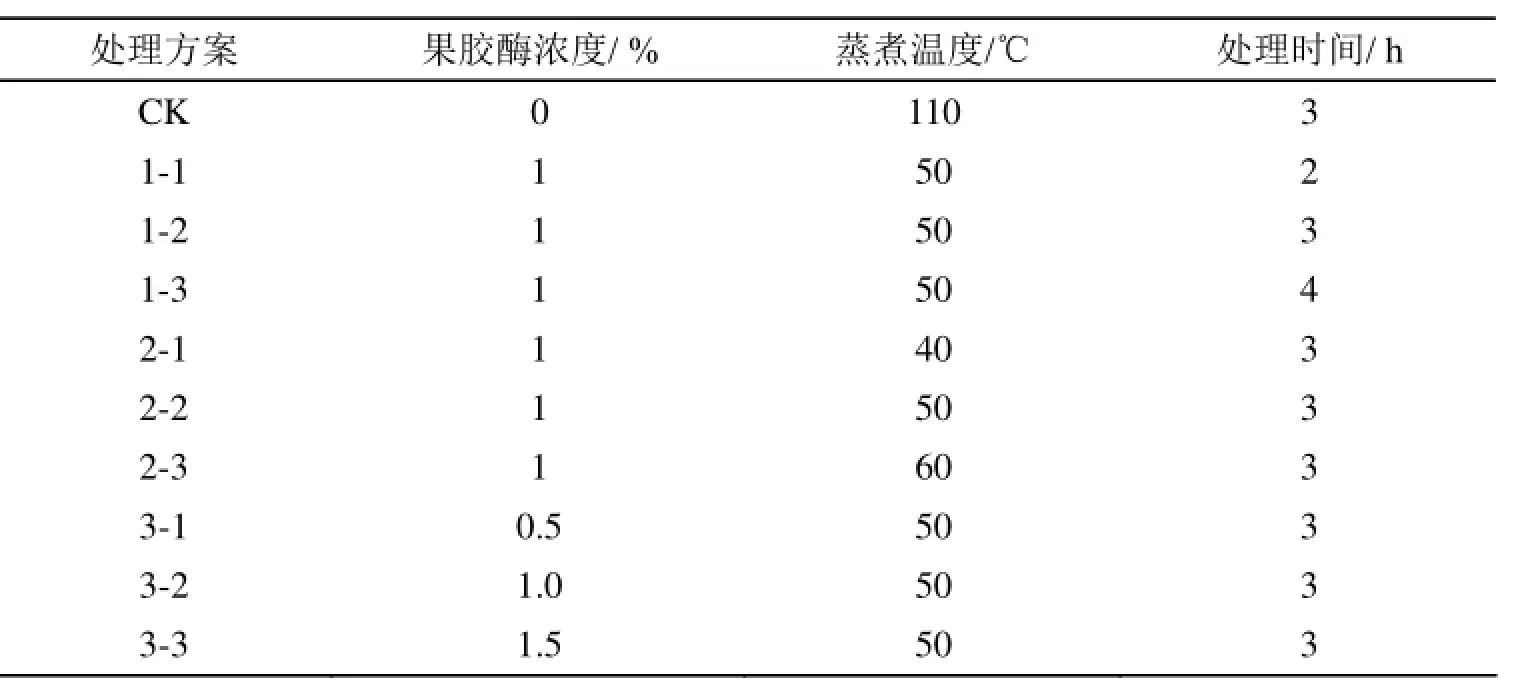
表1 木片果胶酶溶液的预处理方案
2 结果与讨论
2.1果胶酶处理温度对木材纤维形态的影响
果胶酶处理温度对木材纤维形态的影响如图3所示。

图3 果胶酶处理温度对木材纤维形态的影响
由图3可以看出,经果胶酶预处理的木材与未处理的木材相比,纤维长度在0~500 μm时,经果胶酶预处理的纤维长度比未处理的纤维长度要长;纤维长度为500~1 000 μm时,经果胶酶预处理的纤维长度比未处理的要短;纤维长度为1 000~1 500 μm时,经果胶酶在40℃条件下预处理的木材纤维长度比未处理的纤维长度要短;纤维长度为>1 500 μm时,经果胶酶预处理的纤维长度在此范围内不存在。纤维宽度在0~10 μm时,经果胶酶预处理的纤维宽度比未处理的纤维宽度要小;纤维宽度在10~20 μm时,经果胶酶预处理的纤维宽度比未处理的要大;纤维宽度在20~30 μm时,经果胶酶在40℃和60℃条件下预处理的纤维宽度比未处理的纤维宽度要小;纤维宽度在30~40 μm时,经果胶酶预处理的纤维宽度比未处理的纤维宽度要小;纤维宽度在>40 μm时,经果胶酶在40℃和50℃条件下预处理的纤维宽度比未处理的纤维宽度要小。经果胶酶预处理的木材纤维束中纤维根数与未处理的相比,样品中含有1根纤维时,经果胶酶在40℃和50℃条件下预处理的纤维根数比未处理的多;样品中含有2根纤维时,当反应温度为50℃、60℃时,经果胶酶在50℃和60℃条件下预处理的纤维根数比未处理的多;样品中5根以上纤维时,经果胶酶在50℃和60℃条件下预处理的纤维根数比未处理的少。可见,木材经果胶酶预处理后利用盘磨机分离的纤维与未经果胶酶处理分离的纤维相比具有纤维短、单根纤维的比例增加的趋势。
木材经果胶酶预处理,随着蒸煮温度(40℃、50℃、60℃)的升高,木纤维长度在0~500 μm范围内呈先升高后降低的趋势,在500~1 000 μm范围内呈先降低后升高的趋势,在1 000~1 500 μm范围内呈递增的趋势;纤维宽度在0~10、10~20 μm范围内呈降低的趋势,在20~30 μm范围内呈先升高后降低的趋势,在30~40和>40 μm范围内呈递增的趋势;样品中所含的纤维根数为1根时呈减小的趋势,2根时呈增大的趋势,3根时呈先减小后增大的趋势,4根时呈现增大的趋势,5根以上时呈减小的趋势。由此可见,果胶酶处理温度对木材的纤维形态有影响。当果胶酶处理温度为50℃,纤维根数为1根时,纤维长度在500~1 000 μm、>1 500 μm范围内呈减小的趋势,纤维宽度在0~10 μm、20~30 μm、30~40 μm范围内呈减小的趋势时,果胶酶预处理反应温度对木材纤维分离的效果较好。
果胶酶浓度对木材纤维形态的影响如图4所示。
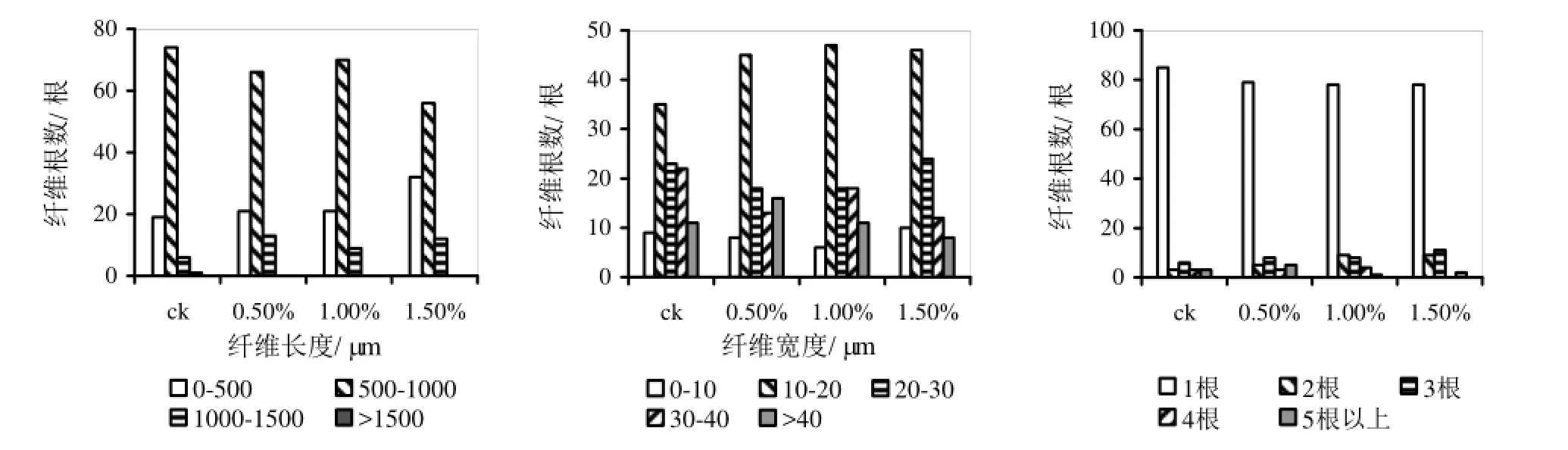
图4 果胶酶浓度对木材纤维形态的影响
由图4可以看出,经不同浓度的果胶酶预处理的木材与未处理的木材相比,纤维长度在0~500 μm时,经果胶酶预处理的纤维长度比未处理的纤维长度要长;纤维长度在500~1 000 μm时,经果胶酶预处理的纤维长度比未处理的纤维长度要短;纤维长度在1 000~1 500 μm时,经果胶酶预处理的纤维长度比未处理的纤维长度要长;纤维长度在>1 500 μm时,经果胶酶预处理的纤维长度在此范围内的不存在。纤维宽度在0~10 μm时,经果胶酶在浓度为0.50%和1.00%条件下预处理的纤维宽度比未处理的纤维宽度要短;纤维宽度在10~20 μm时,经果胶酶预处理的纤维宽度比未处理的纤维宽度要长;纤维宽度在20~30 μm时,经果胶酶浓度在0.5%和1.0%条件下预处理的纤维宽度比未处理的要短;纤维宽度在30~40 μm时,经果胶酶预处理的纤维宽度比未处理的纤维宽度要短。经果胶酶预处理的木材纤维束中纤维根数与未处理的相比,样品中含有1根纤维时,经果胶酶预处理的纤维根数比未处理的纤维根数少;样品中含有2根和3根纤维时,经果胶酶预处理的纤维根数比未处理的纤维根数多;样品中含有4根纤维时,经果胶酶浓度在1.0%条件下预处理的纤维根数比未处理的纤维根数多;样品中含有5根以上纤维时,经果胶酶在浓度为1.0%、1.5%条件下预处理的纤维根数比未处理的少。可见,木材经果胶酶预处理后利用盘磨机分离的纤维与未经果胶酶处理分离的纤维相比具有纤维变短的趋势。
经果胶酶处理木材,随着果胶酶浓度(0.5%、1.0%、1.5%)的升高,木纤维长度在0~500 μm范围内,纤维长度呈递增的趋势,在500~1 000 μm和1 000~1 500 μm范围内,纤维长度呈先降低后升高的趋势;纤维宽度在0~10 μm范围内呈先降低后升高的趋势,在10~20 μm范围内呈先升高后降低的趋势;含有1根纤维时,样品中所含的纤维根数呈减小的趋势,含有2根纤维时,样品中所含的纤维根数呈先增大后减小的趋势,含有3根、5根以上纤维时,样品中所含的纤维根数呈先减小后增大的趋势,含有4根纤维时,样品中所含的纤维根数呈先增大后减小的趋势。由此可见,当用浓度为1.0%的果胶酶溶液处理木材,纤维根数为1根时,纤维长度在500~1 000 μm范围内呈减小的趋势,并且纤维宽度在0~10 μm、20~30 μm、30~40 μm范围也呈减小的趋势时,果胶酶对木材的纤维分离和改善纤维形态的效果较好。
2.3果胶酶处理时间对木材纤维形态的影响
果胶酶处理时间对木材纤维形态的影响如图5所示。

图5 果胶酶处理时间对木材纤维形态的影响
由图5可以看出,经不同处理时间的果胶酶预处理的木材与未处理的木材相比,纤维长度在0~500 μm时,经果胶酶预处理的纤维长度比未处理的纤维长度要长;纤维长度在500~1 000 μm时,经果胶酶预处理的木材纤维长度比未处理的纤维长度要短;纤维长度在1 000~1 500 μm时,经果胶酶在2 h和3 h条件下预处理的纤维长度比未处理的纤维长度要长;纤维长度在>1 500 μm时,经果胶酶预处理的纤维长度在此范围内不存在。纤维宽度在0~10 μm时,经果胶酶在3 h条件下预处理的纤维宽度比未处理的纤维宽度要小;纤维宽度在10~20 μm时,经果胶酶预处理的纤维宽度比未处理的纤维宽度要大;纤维宽度在20~30 μm、30~40 μm时,经果胶酶预处理的纤维宽度比未处理的要小;纤维宽度在>40 μm时,经果胶酶在2 h预处理的纤维宽度比未处理的要大。经果胶酶预处理的木材纤维束中纤维根数与未处理的相比,样品中含有1根纤维时,经果胶酶在2 h条件下预处理的纤维根数比未处理的多;样品中2根、3根纤维时,经果胶酶在3 h和4 h条件下预处理的纤维根数比未处理的多;样品中含有4根纤维时,经果胶酶在2 h和3 h条件下预处理的纤维根数比未处理的多;样品中含有5根以上纤维时,经果胶酶在3 h和4 h条件下预处理的纤维根数比未处理的少。可见,木材经果胶酶预处理后利用盘磨机分离的纤维与未经果胶酶处理分离的纤维相比具有纤维尺寸减小、单根纤维比例增加的趋势。
经果胶酶预处理木材,随着处理时间(2、3、4 h)的延长,木纤维长度在0~500 μm范围内呈先降低后升高的趋势,在500~1 000 μm范围内呈先升高后降低的趋势,在1 000~1 500 μm范围内大体上呈降低的趋势;纤维的宽度随着处理时间的延长,在0~10、20~30 μm范围内呈先降低后升高的趋势,在10~20 μm范围内呈上升的趋势,在30~40 μm范围内呈先升高后降低的趋势,在>40 μm范围内呈降低的趋势;样品中所含的纤维根数随处理时间的延长,纤维根数为1根、5根以上时呈先减小后增大的趋势,纤维根数为2根、4根时呈先增大后减小的趋势,纤维根数为3根时呈递增的趋势。由此可见,果胶酶处理时间对木材的纤维形态有着一定的影响。纤维根数为1根,当处理时间为3 h时,纤维长度在500~1 000 μm微米范围内呈减小的趋势,纤维宽度在0~10 μm、20~30 μm、30~40 μm范围内呈减小的趋势时,果胶酶预处理时间对木材纤维分离的效果较好。
总之,用果胶酶处理木材纤维与蒸煮温度、果胶酶的浓度、处理时间有关;经果胶酶溶液处理后,木材纤维的细度得到了降低,可能是果胶酶可以有效降低纤维细胞胞间层的结合,使纤维分离的难度降低。制做纤维板时,纤维分散越好(即纤维根数越少),所制成的纤维板的结构越致密、质量越好。经果胶酶溶液处理后的木纤维,纤维根数减少,有利于造纸工业[15]。
2.4果胶酶预处理木材对纤维得率的影响
果胶酶预处理对木材纤维得率的影响如表2所示。由表2可以看出,经果胶酶预处理的木材,当果胶酶浓度和蒸煮温度一定时,随着处理时间的延长,木纤维得率呈减小的趋势;当果胶酶浓度和处理时间一定时,随着蒸煮温度的升高,纤维得率变化不大,数值大体呈先增大后减小的趋势,且在60℃时的纤维得率高于40℃时的纤维得率。当蒸煮温度和处理时间一定时,随着果胶酶浓度的增大,纤维得率呈减小的趋势,并且在果胶酶浓度为0.5%时纤维得率最大,为87.06%。木纤维得率呈减小的趋势。在果胶酶浓度为1%、蒸煮温度为50℃、处理时间为2 h时达到最大值,木材纤维得率最大值为91.18%。

表2 果胶酶预处理对木材纤维得率的影响
2.5不同果胶酶浓度对木纤维分离消耗能量的影响
不同果胶酶浓度对纤维分离消耗能量的影响如表3所示。

表3 不同果胶酶浓度对纤维分离消耗能量的影响
由表3可以看出,经果胶酶预处理的木纤维和未用果胶酶预处理的纤维相比,经酶处理过的纤维可以明显降低蒸煮温度;经果胶酶处理过的纤维在蒸煮温度、时间一定的条件下,果胶酶浓度的大小对研磨纤维所消耗的电能也有一定的影响,在果胶酶浓度为1.5%时,研磨木纤维所消耗的电能最少,为1 kW·h。由此可见,经果胶酶处理可以达到降解胞间层果胶的目的,利于纤维素的软化和分离,降低试验操作过程的难度,而且还可以节约电能;果胶酶是一种高效、绿色环保的生物原料,合理的使用适当浓度的果胶酶对降低试验条件和降低研磨纤维分离能耗、保护环境、节约能源具有重要的意义。
3 结论
1)当果胶酶反应温度为50℃,溶液浓度为1.0%,反应时间为3 h时,经果胶酶预处理的木材能够使木材纤维分离变得比较容易进行,单根纤维的比例增加。当反应温度为50℃,经果胶酶预处理的木材纤维形态发生了变化,纤维尺寸大体上呈减小的趋势,单根纤维的比例增加。当果胶酶溶液浓度为1.0%时,经果胶酶预处理的工业大麻单根纤维的比例减小,原因可能是木材的次生细胞壁比较薄,初生壁与胞间层的比例相对变大,果胶质含量相对较高,而试验中所使用的果胶酶浓度太低、处理时间相对较短。
2)经果胶酶预处理的木材纤维得率在果胶酶浓度为1%、蒸煮温度为50℃、处理时间为2 h时达到最大值,最大值为91.18%。
3)当果胶酶浓度为1.5%时,研磨木纤维所消耗的电能最少,为1 kW·h。可见,经果胶酶预处理可以达到降解胞间层果胶的目的,利于纤维素的软化和分离,降低试验操作过程的难度,节约电能。
后期将进一步研究果胶酶对木质材料和竹材的化学成分以及纤维素微纤丝角和相对结晶度的影响,通过研制高效的、木材加工专用的果胶酶,使果胶酶更好地应用于木质或非木质材料的纤维分离,为实现绿色生物酶法分离纤维奠定基础。
[1] Torres C E, Negro C, Fuente E, et al. Enzymatic approaches in paper industry for pulp refining and biofilm control[J]. Appl Microbiol Biotechnol, 2012, 96(2): 327-344.
[2] P.Bajpai. Enzymatic deinking technology review[J]. American Journal of Pulp and Paper Association, 1998, 81(12): 111-117.
[3] Baskin T. Anisotropic expansion of the plant cell wall[J]. Annu Rev Cell Dev Biol, 2005; 21: 203-222.
[4] Caffall K H, Mohnen D. The structure, function, and biosynthesis of plant cell wall pectic polysaccharides[J]. Carbohydr Res, 2009, 344: 1879-1900.
[5] 李晓平. 果胶酶在纤维分离中的应用[R]. 第十一届中国林业青年学术年会会议分论坛报告, 陕西西安, 2014-9-4.
[6] 刘理璋, 赵莹, 武慧敏, 等. 生物酶在棉织物前处理中的应用[J]. 染整技术, 2013, 35(10): 32-36.
[7] 张济邦. 生物酶在印染工业中的应用现状和发展前景[J]. 印染, 2000(4): 47-52.
[8] Kashyap D R, Vohra P K, Chopra S, et al. Application of pectinases in the commercial sector: A review[J]. Bioresource Technology, 2001, 77: 215-227.
[9] 李伟, 吴槟. 产酸性果胶酶的研究应用及展望[J]. 生物技术世界, 2013(4): 169.
[10] 张军英, 张威, 李向红. 大麻纤维: 再度引起关注的纺织纤维[J]. 国外纺织技术, 2002(7): 7-10.
[11] 王嘉楠, 查朝生, 刘盛全. 人工林杨树木材纤维形态特征及其变异的研究[J]. 安徽农业大学学报, 2006, 33(2): 149-154.
[12] 唐秋, 蒲俊文. 几种速生阔叶材纤维形态的研究[J]. 中华纸业, 2006, 27(5): 71-73.
[13] 廖声熙, 李昆, 杨振寅, 等. 不同年龄构树皮的纤维、化学特性与制浆性能研究[J]. 林业科学研究, 2006, 19(4): 436-440.
[14] 萇姗姗, 刘元, 胡进波, 等. 人工林尾巨桉株内、株间纤维形态变异的研究[J]. 中南林业科技大学学报, 2007, 27(5): 92-96.
[15] 初乐, 赵岩, 葛邦国, 等. 果胶酶研究及应用[J]. 果蔬加工, 2012(2): 54-56.
Effects of Pectin Enzyme Pretreatment on Wood Fiber Separation
WU Ning, DU Guan-ben, LI Xiao-ping*
(Yunnan key laboratory of wood adhesives and glue products, Southwest Forestry University, Kunming 650224, China)
To reduce the difficulty of fiber refining, and the energy consumption due to the fiber refining. The influence of different pectin enzyme treatment conditions on wood fiber refining and fiber yield by single factor method was studied. The results showed that pectin enzyme reduced the difficulty of fiber refining and improved fiber morphology. When the reaction temperature was 50℃, pectin enzyme concentration was 1.0% and the reaction time was 3h, using pectinase treated wood after separation by disc refiner, wood fiber size becomed smaller and single fiber ratio increased. Wood pretreated by pectin enzyme reduced the difficulty of fiber refining. When the reaction temperature was 50℃, pectin enzyme concentration was 1.0%, reaction time was 2 h, wood fiber yield was the maximum. And the maximum was 91.18%.
pectin enzyme; fiber refining; fiber size; number of fibers; fiber yield
TS255.3
A
1004-8405(2015)01-0021-08
2014-11-26
国家林业局行业公益项目(201404515);云南省教育厅重点项目(2013Z085)。
吴 宁(1990~),硕士研究生;研究方向:木塑复合材料。18208816133@163.com
李晓平(1981~),副教授,博士;研究方向:生物质复合材料。lxp810525@163.com
猜你喜欢
中国棉花(2022年2期)2022-11-23
数学小灵通(1-2年级)(2022年11期)2022-11-21
中国造纸(2022年3期)2022-07-21
食品与机械(2020年8期)2020-09-18
中成药(2018年7期)2018-08-04
数学大王·低年级(2018年3期)2018-03-27
中国纤检(2017年12期)2018-02-07
棉花科学(2016年3期)2016-06-14
中国果菜(2015年2期)2015-03-11
江苏农业科学(2014年10期)2014-11-22