
基于PLC控制的粮食包装机器人的开发
2015-10-30 07:22梁明亮苏东民常兰州张明环
制造业自动化 2015年13期
梁明亮,苏东民,2,常兰州,张明环
(1.郑州铁路职业技术学院,郑州 450052;2.河南工业大学 粮油食品学院,郑州 450001;3.河南金谷实业发展有限公司,郑州 450053 )
0 引言
在粮食加工产业中,套袋打包工作简单繁琐、劳动强度大、劳动环境差,逐步采用粮食包装机器人进行自动包装是现代农业和食品加工业的发展的必然要求。采用机器人代替人工对玉米、大豆、大米、面粉等粮食进行灌装、封袋,对于提高粮食类加工企业的生产效率、降低劳动力成本和减轻技术工人的劳动强度有着重要的意义。充分利用当前国内国际先进的包装机械技术与电子信息控制技术,以进口西门子PLC控制技术为背景,在此基础上对软、硬件进行技术改造和自主创新,实现了一种粮食包装机器人系统的国产化设计。
1 整体设计原理与方案
对大豆、大米、面粉等粮食的包装需要较大的控制力矩,实现对某一物体的位移或搬运可通过以下三种方式实现:一是电气直接控制,通过电机控制产生转动,利用齿轮啮合,带动机构回转或位移;二是执行部件采用纯气动控制;三是电气及气动控制相结合。直接采用电气控制力矩很难达到,且灵活性会较差,采用纯气动控制精度和稳定性难以保证。综合上述情况,本系统采用电气控制和压缩空气控制方式相结合的控制方案。
气动系统主要包括气动执行器的执行机构、调节机构和对电磁阀的驱动单元,活塞式、薄膜式、拨叉式和齿轮齿条式都是各种气动执行机构的表现形式。薄膜式适合于直接带动阀杆的区域,活塞式适用于要求有较大推力的控制区域,拨叉式更适合用于需要扭矩大、空间小的控制区域。要实现气压控制需要压缩空气储气缸,电磁阀的动作就是由压缩空气的通断来控制。
粮食包装机器人设计的运行动作主要包括散体粮食仓门的开启和关闭、包装袋传送、打开包装袋口、套装包装袋、粮食包装、袋口封紧、包装好的成袋粮食移位等过程[1]。
2 包装控制过程设计
粮食包装机器人的包装工作流程设计如图1所示[2]。
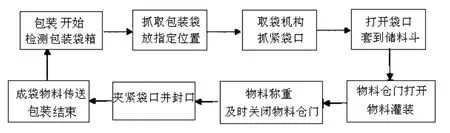
图1 机器人工作流程框图
1)首先由光电传感单元检测包装袋箱里是否有空袋,检测信息送给PLC控制器,如果无空袋,通过控制器的报警单元进行提示报警,可人工放入空袋或自动传送,如果有空袋,进行第二步的工作流程。
2)取袋压缩空气气缸对空袋抓取机构进行驱动控制,使其能自由地往返运行,空袋品店抓取机构抓取包装袋后,将空包装袋放到拖板上,通过带传动传送到指定位置平台,将包装袋口输送到上下两个抓取机构之间,安装在旁边的定位轮起定位检测作用,如果没有抓取到位,重新进行第二步,如果定位检测到位,进行下一步。
3)取袋压缩空气气缸驱动机构抓紧袋口后,使袋口张开,通过气缸驱动将包装袋套入散体粮食储料斗上。
4)粮食原料由第3步的工序的带式输送机存入储料斗,在储料斗套好包装袋后,这时储料斗仓门打开,在振动器(一般采用步进电机或其它直流电机传动机构)的震动下,散体粮食通过出料口进入到包装袋,包装袋放在装有称重传感器的平台上,称重传感器将压力转换为相应的电信号送给PLC控制器,经换算后将包装质量显示在液晶屏上,机器开启前,一般先设设定到达设定包装质量最大值,到达设定值后,控制系统将储料斗的出料口迅速关闭。
5)当一袋粮食包装完成后,通过封袋气缸驱动夹袋装置将袋口封紧,然后拖到封口位置封口。
6)包装并封好口的成袋粮食最后被拖到传送带上,一袋粮食自动包装过程完成。下一袋粮食自动包装过程将重复第1步到第6步。
3 PLC控制器设计
3.1 设计思路
控制器是机器人实现工作任务的控制核心。粮食包装机器人控制系统的主要任务是根据粮食的包装工艺流程对各部分进行实时协调控制,这些控制动作主要有:包装箱供送、成袋产输送、包装袋抓取、袋口打开、粮食包装、关闭仓门、袋口封紧等。散体粮食包装机器人运行方式有自动连续运行和人工手动点动操作,输入端口输出端口较多。
粮食包装机器人工作时受电磁干扰信号较大,输入的传感信号和输出的控制信号有开关量(数字信号)、模拟量(用于变频调速)。PLC控制器具有抗干扰能力强、性能可靠、与工业现场信号易匹配、信号输入输出相对容易、编程相对简单、维修调试方便等优点,系统选用西门子S7-200系列PLC控制器完全能满足对各种光电开关、接近开关、磁性开关、电磁阀、交流伺服电机的信号输入检测或输出控制实现系统的整体控制。设计10.4寸彩色触摸屏与PLC相结合,形成较为友好的人机对话界面,方便操作人员进行设置和机器运行状态监测。
3.2 PLC控制器组成
PLC控制器系统组成框图如图2所示。
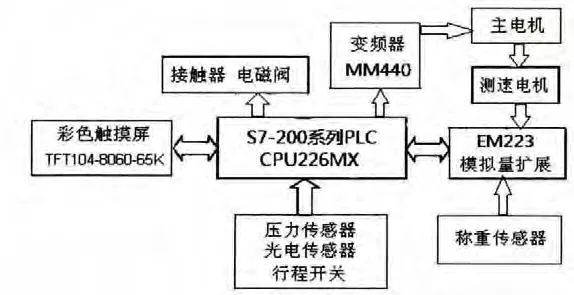
图2 PLC控制器组成框图
控制器选用西门子S7-200系列,主机单元采用CPU226XM。S7-200系列的CPU22X型PLC系统集成方便,具有多种功能模块和人机界面可供选择,容易实现PLC网络的构建,完全满足粮食包装机器人控制各项控制任务的需求。
S7-200 CPU226XM PLC具有速度快、功能强大、性能稳定等优点,具体技术特性和功能为:1)40个数字输入输出点;2)最大可扩展248个数字量I/O点或35路模拟量I/O;3)具有26KB的程序和数据存储区空间;4)内置高性能的PID控制器;5)通信自由,具有多点接口(MPI)、点对点接口(PPI)和RS-485通信/编程口。
粮食包装机器人控制系统共连接数字量输入端口24个,其中有19个用于压缩空气气缸运动的运行标志位置开关,有2个用于压力传感器的信号输入,各类用于探测功能的光电传感器占用3个输入端口。设计18个数字量输出端口,其中控制各种包装过程的动作用电磁阀线圈使用15个端口,控制包装袋运送和成袋粮食传送的接触器占用3个输出端口。
采用PLC和变频器配合组成控制系统,变频器的主要作用是参数设定,从而实现主电机的多段速控制[3]。本系统选用西门子公司的MM440型变频器,S7-200 CPU226XM PLC的8路数字量输出端口作为MM440变频器的输入信号,通过数字量信号的设定形成不同的状态组合,从而实现对主电机的调速。
3.3 TFT彩色液晶触摸屏
液晶触摸屏主要作用为机器人控制参数和控制方式的设定。系统工作前,通过触摸屏设置工作基本参数,PLC控制器根据工作要求和状态进行分析计算,确定具体的测量精度和运行工况,运行过程中,控制器可随时接收操作员根据生产要求的人工指令,及时修改相关控制参数。
PLC控制器与液晶的接口技术越来越成熟[4],本系统采用自行研发的液晶触摸屏模块,型号为TFT104-8060-65K,彩色触摸屏集中了液晶显示部件和触摸屏。液晶显示采用彩色TFT液晶,色彩支持65536色,分辨率为800×600,显示尺寸为10.4英寸,总线读写速度为30MHz,单点读写周期短(40ns),总线接口方式为8/16位标准8080方式,支持与PLC控制器的高速系统接口。触摸检测部件用于检测用户触摸位置,从触摸点检测装置上接收到的触摸信息转换成触点坐标后,送给控制器(CPU),用以传送触摸控制信号。TFT104模块的触摸屏及触摸屏控制器为高品质工业级,分辨率高达4096点,只需5根线可与控制系统无缝链接,外围接口电路简单。采用长寿命LED背光,功耗低、颜色纯正,工业级的技术特性完全适合于包装机器人系统的工业现场应用和工作环境。
4 PLC软件设计
PLC软件设计采用西门子公司STEP7编程软件,使用直观梯形图和语句相结合的编程方法,使用顺序控制设计法和步进梯形图进行编程,梯形图程序编译成功后,通过西门子PLC与上位机的通信线路,将程序代码下载到PLC处理器中。
在本系统设备编程过程中考虑到调试、维护的需要,将工作模式设置了手动和自动两种控制方式,粮食包装机器人控制系统PLC软件流程如图3所示。
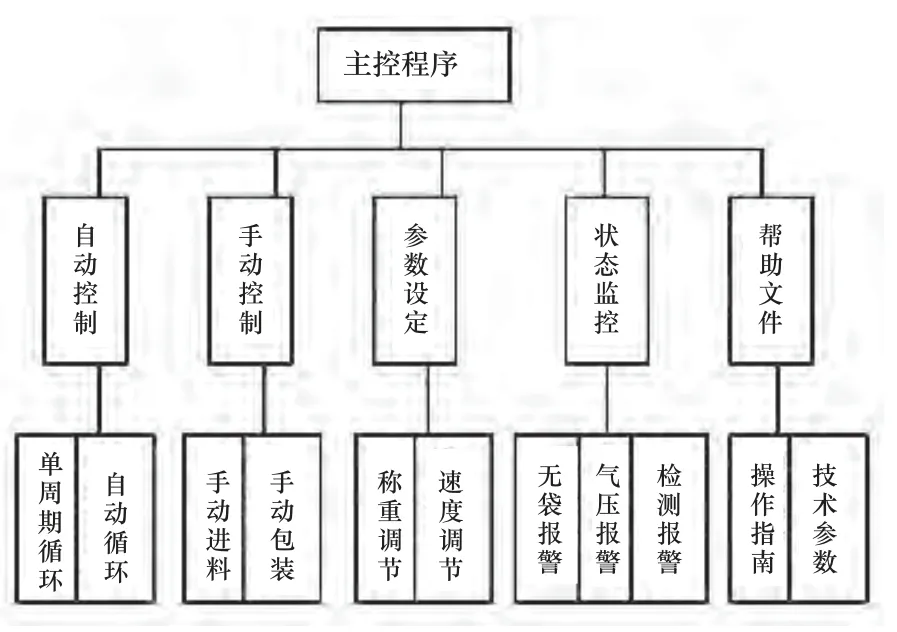
图3 PLC程序流程框图
自动控制功能有运行、暂停、结束、复位等4个步骤,手动功能有退、进、起、停等工作过程中的运动方式。在按钮抬起或按下时,对系统的相关继电器、接触器置位或复位,实现PLC对具体机构和运行部件的前后左右位移控制。可以在触摸屏中进行参数设定,可根据操作者的要求,随意设定计数值、包装数量、转速控制等参数,并能根据所设定的参数最高什对实时监控,当实际值超过设定最高值时,系统将输出报警显示或声响。对彩色液晶触摸屏的编程主要利用GT-Designer2触摸屏编程软件中的交替性按钮功能。系统软件程序还设计有状态监测功能,可实进监视包装执行机构运行部件的工作状态,如对电机堵转、变频器异常、包装箱中包装袋等情况,都能进行及时保护或发出报警提示信息。
5 结束语
系统设计完成后,进行了玉米、面粉包装试验,机器人操作方便,运行稳定。工程实践和测试表明,系统软、硬件设计达到了各项要求,有较好的推广应用价值。粮食包装机器人采用PLC自动控制系统,集气压传动、变频调速、传感检测、通信技术、人工智能等技术于一体,与传统包装设备相比,性能有了显著提升和改进。在国家大力倡导技术创新的形势下,机器人技术在粮食包装行业的推广应用,对于粮食加工企业降低人工成本和提高企业经济效益有着重要的意义。
[1] 张明,等.酒箱码垛机器人的机构设计与运动仿真分析[J].包装工程,2013(1):83-86.
[2] 杨旭东.面粉自动包装机PLC控制系统设计[J].山东工业技术,2013(13):26-27.
[3] 雷慧杰,等.PLC和变频器在钢锭自动分拣系统中的应用[J].制造业自动化,2015(2):139-141.
[4] 梁明亮,等.基于ARM微处理器的液晶触摸屏的接口设计[J].计算机测量与控制,2011(3):691-693.
猜你喜欢
花火·绘阅读(2021年1期)2021-09-10
西安航空学院学报(2021年1期)2021-07-24
科学家(2021年24期)2021-04-25
电子制作(2019年13期)2020-01-14
装备制造技术(2019年12期)2019-12-25
学苑创造·C版(2019年4期)2019-05-09
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
学苑创造·C版(2016年12期)2017-01-17
儿童故事画报·发现号趣味百科(2015年4期)2015-12-04
