
新型高精度多工位回转台设计*
2015-11-04 09:30丁庆玮郑加德
组合机床与自动化加工技术 2015年7期
丁庆玮,杨 勇,郑加德
(青岛理工大学机械工程学院,山东青岛 266033)
新型高精度多工位回转台设计*
丁庆玮,杨 勇,郑加德
(青岛理工大学机械工程学院,山东青岛 266033)
为了满足废旧汽车发电机再制造拆解工艺所提出的高效、自动化拆解要求,创新设计了基于精确定位装置的新型回转平台。该回转平台包括驱动部分,支撑部分,传动部分,定位部分,利用气缸驱动齿轮齿条实现回转运动,并采用槽轮机构实现回转台的分度转位及间歇步进。在高精度定位方面,设计了基于电磁力-弹簧力组合驱动定位销的新型精确定位装置,并使工位保持可靠。该新型回转平台的设计有助于解决废旧汽车发电机快速、自动化拆解难题,为实现废旧汽车发电机的再制造奠定了基础。
定位装置;高精度;多工位回转台
0 引言
我国已进入机械装备和电器报废的高峰期,目前全国年报废汽车约600万辆,每台报废汽车会产生一台废旧发电机,这些废旧发电机所蕴含的可再利用资源数量是十分可观的。在当前,实施废旧汽车发电机再制造,体现了国家需求,对建设资源节约型和环境友好型社会具有十分突出的现实意义[1]。然而,针对数量庞大的废旧汽车发电机,如何实现快速、自动化拆解成为汽车拆解企业面临的一个难题。
废旧汽车发电机再制造的首要环节是拆解,而拆解任务顺利进行的重要保证就是高精度的发电机夹持回转平台[2],只有保证回转平台的高精度分度与定位,才能够使各拆解机械手成功与待拆解零部件对接,完成拆解任务。回转平台作为机械加工中重要的机床附件,引起了国内外学者的广泛关注,自六十年代开始,美国对回转平台的重要部件如轴承、驱动马达和监测元件进行了系统的改进,研制成功了专用于回转平台的空气轴承和液压轴承,大调速比、高精度的液压马达和高分辨率的检测元件,把回转平台的技术水平推向了一个新台阶[3]。我国对高精度回转平台的研究起步较晚,直到20世纪70年代末期才开始相关的研究工作,经过20多年的努力,目前已在回转平台的设计、检测、制造等方面取得了丰硕的成果[4]。但相比于国外产品,国内回转平台重复定位不太好、精度不太高,而且质量较重,载荷较小,这给小型化、机动性带来很大困难[5]。
鉴于以上再制造拆解需求以及回转平台国内外研究现状,本论文致力于设计和开发新型高精度多工位回转平台,为满足废旧汽车发电机再制造拆解工艺中的高效、自动化拆解要求提供技术支持。
1 新型高精度多工位回转平台工作原理
根据现场调研,废旧汽车发电机的自动化拆解对回转平台的技术要求主要有以下两个方面:
(1)多工位等分度快速回转,配合机械手实现对发电机的自动拆解。
(2)定位准确,定位精度高,以减小拆解机械手工作头和待拆解零部件的位置误差,这对于整个拆解过程起着至关重要的作用。
针对以上技术要求,进行新型高精度多工位回转平台设计。采用气动方式代替传统的电机带动,为平台的转动提供动力。气压传动以空气为工作介质,具有节能环保动作快、结构简单,工作寿命长,维护要求低,价格便宜等优点。与液压传动相比,其动作迅速,结构维护简单;另外其环境适应性好,适用于易燃爆、多尘埃,强磁、儒动的场合,比液压、电子、电气控制优越[6]。该驱动方式适合较小尺寸的汽车发电机拆解,并且能够满足拆解现场多儒动,多尘埃的要求。
对于回转平台的等分度转位,采用槽轮机构实现,其机构简单,工作可靠,能够准确控制转过的角度[7]。
对于精确定位,虽然槽轮的定位弧和锁止弧能够实现定位,但是经过长期工作后,定位弧和锁止弧之间会产生磨损,产生“分度超程”现象[8]。为避免“分度超程”现象,使定位和分度更加可靠,创新设计了一套辅助精确定位装置。该装置布置在转盘下方,由“电磁元件-弹簧”控制定位销准确插入定位孔来实现精确分度和定位。目前的定位销大多由气缸驱动来实现插拔动作,要将定位销插入高速旋转的定位孔,对气缸的动作控制要求很高。气缸动作过快,定位销会在定位孔到达之前,直接顶在转盘上,产生冲击;动作过慢,定位孔已经转过分度点,定位销插不进定位孔。本设计中的定位销由弹簧的弹力和电磁力共同驱动,在转位时,电磁力克服弹簧的弹力,将定位销从孔中拔出,在转盘转过一定角度后,装置断电将定位销释放,定位销在弹簧的作用下,紧靠在转盘上,由于转盘的阻力作用,定位销在轴向静止不动,随着转盘的旋转,作用在定位销的转盘阻力消失,弹簧驱动定位销向上运动插入定位孔,为了保证插入动作的可靠程度,定位孔和定位销的一侧做成斜面。销在插入定位孔的过程中,销和盘始终是接触的,只要定位孔到达分度点,定位销就会上移,插入定位孔,插入动作不受外界控制,由实际工作过程决定,在这种工作方式下,定位销能够准确插入定位孔的成功率大大提高。
2 新型高精度多工位回转平台总体设计
根据上述工作原理,进行了新型高精度多工位回转平台总体设计,如图1所示。
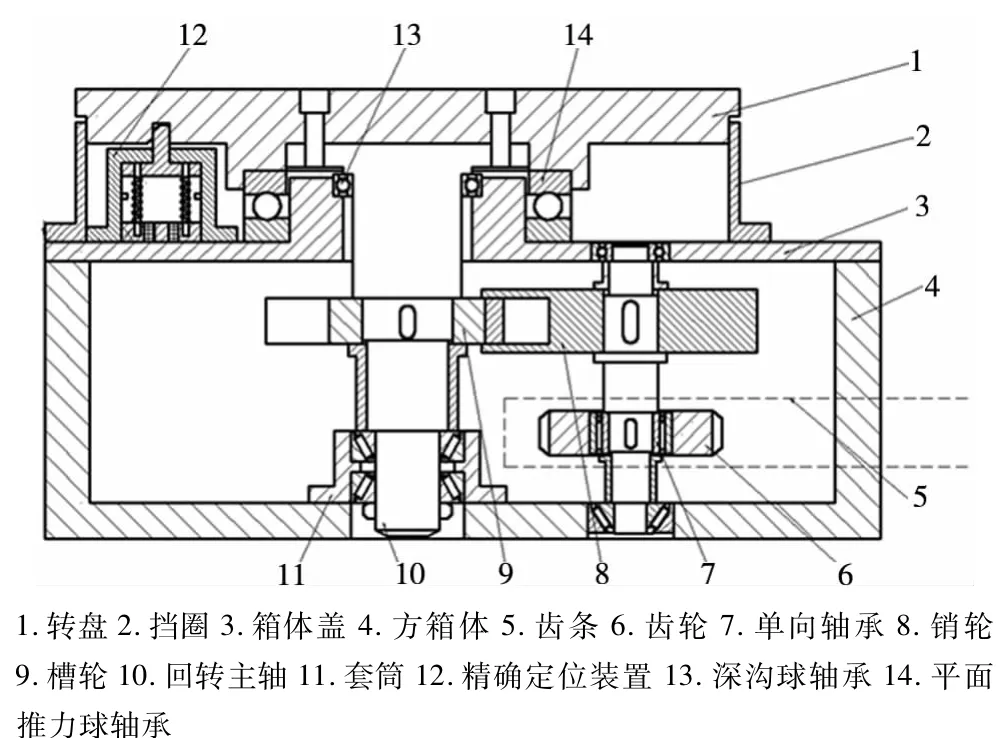
图1 回转台整体机械结构示意图
该新型高精度多工位回转平台总体包括4部分:支撑部分,传动部分,定位部分,驱动部分。
(1)支撑部分由转盘1,回转支撑轴承13、14,箱体盖3和方箱体4构成,起承载回转作用。
转盘1上开有定位孔、T型槽(未画出)和螺纹孔,供系统精确定位和夹具的装配,回转支撑轴承由精密深沟球轴承13和止推轴承14组成,精密深沟球轴承承受径向载荷,保证系统轴向回转精度;单向推力球轴承是一种能够承受轴向载荷的滚动轴承,该类轴承属可分离型轴承,由转圈(上)、座圈(下)和滚动体(中)组成,转圈和回转件(转盘1)装配在一起,座圈和固定件(箱体盖3)装配在一起,转圈的内径略大于座圈内径,以便回转时不和固定件发生干涉,装配时要分清座圈和转圈,装配错误会影响机构的正常运行[9-10];箱体盖是变形的组合轴承座,既可以用于安放轴承,又和方箱体配合作为整个装置的基座。
(2)传动部分由齿轮齿条5、6,单向轴承7,槽轮机构8、9,中间轴(未标注)和回转主轴10构成,用于传递推力气缸产生的动力。
(3)推力气缸驱动齿条5作直线运动,经过齿轮6的转换,将直线运动改变为旋转运动,销轮7和齿轮6同轴装配,拨动槽轮实现回转运动,回转主轴的最上端开有螺纹孔,与转盘通过螺纹联接方式联接在一起,带动转盘实现回转运动,完成一次转位后,气缸活塞缩回,带动齿条5返回,此时装配在齿轮6里的单向轴承7“打滑”,使齿轮6空转,而不带动平台反转。
(4)定位部分由槽轮机构和精确定位装置12配合完成,槽轮机构自身可以实现一定精度的分度,但定位精度较低,且随着工作过程中的摩擦磨损,其定位精度会进一步降低,其在该装置中起“粗定位”的作用[11],精确定位装置12应用目前已经非常成熟的电磁控制原理实现对定位销动作的控制,其结构由定位销(衔铁)、复位弹簧、磁轭、线圈、防护罩盖等构成 如图3所示,实现装置的精确定位。
(5)驱动系统部分由双作用单活塞轴气缸(带末端缓冲装置)、排气节流阀,电磁换向阀、接近开关、行程挡块等电气元件组成。双作用气缸能够实现活塞轴的双向运动,驱动齿条做双向直线运动,其它的电气元件控制气缸的行程、速度等,使装置运动精确,平稳。
(6)另外装置还包括防护部分,箱体,箱盖和挡圈2,防护装置将轴承、精确定位装置等包括在内,防水防尘,营造闭式的工作环境,改善其工作条件。
该新型高精度多工位回转平台具有以下特点:
(1)采用气缸提供动力代替了传统的电机带动,节省能源,成本低廉;
(2)通过控制气缸活塞的行程以及选取特定的槽轮机构即可控制工作台旋转的角度,简单易行,操作方便;
(3)由于该方案没有中间减速传动系统,省去了齿轮等减速传动元件,使得机构结构紧凑,另外也提高了传动精度和传动效率;
(4)该装置采用电磁驱动的圆销实现精确定位,控制方便、可靠,元件加工方便,较易实现。
3 新型高精度多工位回转台关键技术设计
3.1 槽轮机构设计
槽轮机构由具有径向槽的槽轮和具有圆销的销轮及机架构成,销轮一般作为主动件,作等速连续转动,带动槽轮做间歇运动。槽轮机构的设计主要是根据间歇运动的要求确定槽轮的槽数,圆销的数目以及槽轮机构的基本尺寸。本设计要求实现4个位置的定位和间歇运动,故槽轮槽数z选为4,圆销数目选为1,即销轮转一周,槽轮会被拨动一次,实现90°的转位,如图2所示。
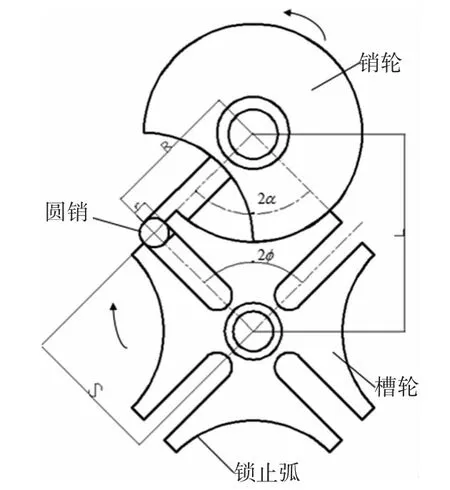
图2 经典槽轮机构
槽轮机构基本参数设计
本设计中,回转台转盘直径φ=300mm,箱体长L=360mm,宽b=320mm,高h=150mm。
根据箱体内部尺寸,确定槽轮和销轮的中心距L=100mm,圆销半径r=8mm,如图2。
由几何关系可得:
销轮中心到圆销中心距R为

圆销中心距离槽轮中心距离S为

径向槽深度h为

锁止弧半径Rx

3.2 精确定位装置设计
槽轮机构可以依靠自身的锁止弧和定位弧实现定位,但是,在槽轮机构工作过程中,在转位开始与终了时有一定大小的角加速度,槽轮和销轮之间会产生冲击,这会加剧定位弧与锁紧弧之间的磨损,增大两者间的间隙,使槽轮的停止位置超出预定位置,造成“分度超程”现象,所以,有必要设计另外一套独立的精确定位装置,保证工作台的回转精度。目前对于回转台的精确定位,常用的方法有圆销、锥销、可涨缩式柱塞、反靠定位、齿盘定位、钢球定位以及自动检测系统定位。对于一般的回转工作台是靠圆销或反靠定位,高精度的回转工作台则采用齿盘定位或钢球盘,然而采用端齿盘或钢球盘,转盘需要进行轴向移动,会导致结构复杂化[12]。本文设计了一套由电磁力-弹簧力组合驱动定位销的弹性定位装置,如图3所示。
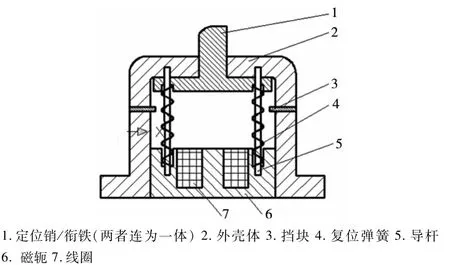
图3 精确定位装置原理简图
该定位装置利用“电磁力-弹簧”组合驱动定位销插入定位孔来实现精确定位。工作过程如下:在转盘回转时,缠绕在磁轭6上的线圈7通电,产生电磁力,电磁力使衔铁1(定位销和衔铁固接)克服弹簧4的弹力下移,但是下降过程中被挡块3阻挡,停滞在规定高度,使得定位销既不干涉转盘的转动,又和转盘在垂直方向上保持很小的距离,以缩短弹簧反应时间;当转盘转过上一定位孔但还未转至下一定位孔时,线圈断电,电磁力消失,弹簧复位,将定位销顶在转盘下底面上,这时弹簧的弹力和转盘的阻力使定位销在轴向方向静止,随着定位孔的靠近,由于两者是斜面接触,在弹簧力的驱动下,定位销随着转盘的转动,逐步插入定位孔,实现精确定位,其定位精度主要取决于销孔的配合精度。
实际情况是转盘旋转,定位销只有轴向运动,无横向位移,为了简明的表达定位销插入孔的过程,利用相对运动的原理,下图让转盘固定,定位销做横向移动并在弹簧力的作用下作可轴向运动,为了保证定位销一定能插入定位孔,使精确定位更为可靠,将定位销的顶部一部分加工成斜面,定位孔的一侧也相应的加工成斜面(在定位销运动的圆弧轨迹上加工斜面),其结构简图的主视图如图4所示。随着转盘的旋转,定位销的斜面和定位孔的斜面开始接触,并随着转盘的旋转,定位销开始向上运动,相对于未倒斜角的定位孔和定位销,这种方案可以使得定位销“更早”的作轴向运动,这样更加可靠的保证定位精度。图4中两个定位销表示随着转盘的旋转,定位销在定位孔中的不同位置。
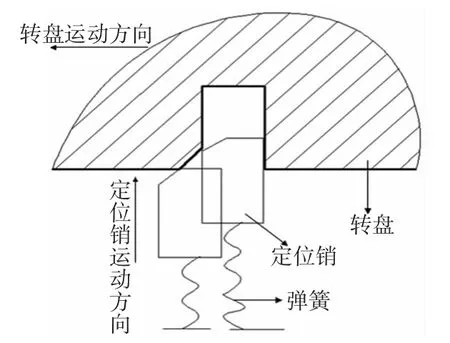
图4 销、盘相对运动主视图
4 高精度多工位回转平台控制系统设计
4.1 气缸的行程控制
由于气缸活塞带动齿条做往返运动,所以本设计中的气缸选择双作用气缸,通过控制气缸的行程来精确控制齿轮的转动,进而实现转台的分度运动,因此如何精确的控制推力气缸活塞的行程成为保证回转精度的一个重要问题。气缸活塞推动齿条的运动距离为L

式中D-与齿条配合的齿轮分度圆直径
m-齿轮模数
z-齿轮齿数
采用在活塞齿条运动的行程末端安装定程挡块(硬定位)来解决精确控制气缸行程的问题,然而,由于气缸活塞到达行程末端时,动能不为零,所以会对挡块造成冲击,引起装置的儒动,为了克服以上缺陷,改善装置的工作特性,本文选择带有末端缓冲装置的气缸。另外,为了使机构的运行趋于平稳,在气缸的回路上安装排气节流阀,用以控制活塞伸出的速度。
4.2 精确定位装置的控制
对精确定位装置的控制,就是对装置的通断电控制,虽然可以通过排气节流阀来气缸活塞的速度,但是,仍然无法精确的保证其速度的恒定,即使拨动圆销以等速(w1)回转时,槽轮的转动角速度(w2)亦不是恒定值[12],如图5所示,且由于在行程的末端有缓冲装置,必然会导致拨动圆销在周期的终了阶段,速度变慢,所以,整个过程中拨动圆销的速度并不是恒定的,不能作为计算的参考值。所以,通过计算时间来精确判断转盘转过的角度是很难实现的。
槽轮机构的运动规律会随着机构参数的确定而确定,利用这一特点,在分析了本文所选的经典槽轮机构的运动过程后发现,可以通过角度传感器检测销轮轴的转角来控制精确定位装置的动作,该检测方法要求在装配时,槽轮机构的起始位置要如图6中第一步所示,装配过程会产生安装误差,但是该误差带来的影响会被精确定位装置克服。原理如下:如图6所示,在起始位置,定位销插入定位孔1,使转盘保持在该工位,转臂开始旋转,与此同时,精确定位装置通电,定位销被电磁力吸回,当转臂转过270°时,拨动圆销插入下一个径向槽,带动槽轮和转盘转动,此时,定位孔1开始随转盘旋转,离开分度点,当转臂转过315°时,定位孔1已确定离开原位置,且定位孔2还未到达定位销所在的分度点位置,此时,精确定位装置断电,定位销在弹簧复位力的作用下,向上弹起,顶在转盘的底面上,随着转盘的继续旋转,定位孔2到达定位销分度位置,此时转盘给定位销的轴向阻力消失,在弹簧复位力的驱动下,定位销插入定位孔2,实现精确定位。所以,在销轮轴上安装角度传感器,依靠角度传感器检测销轮轴转角来控制精确定位装置实现精确定位的方案是可行的。
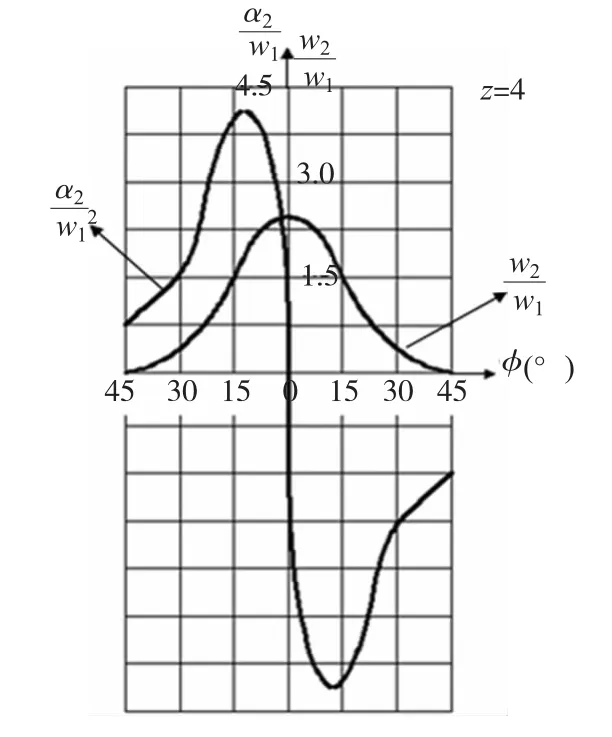
图5 槽轮角速度随转角的变化规律

图6 依靠转角精确控制原理图
5 结论
(1)提出了新型高精度多工位回转平台工作原理,利用气缸驱动齿轮齿条实现回转运动;采用槽轮机构实现回转台的分度转位及间歇步进;设计了由“电磁元件-弹簧”组合驱动的新型精确定位装置,辅助实现高精度分度与定位。
(2)设计了高精度多工位回转平台总体系统,包括驱动部分,支撑部分,传动部分,定位部分四部分。进行了高精度多工位回转平台的关键技术设计,根据拆解工艺需求选定了单销4槽槽轮机构,并进行了槽轮机构的详细参数计算;为避免“分度超程”现象,创新设计了辅助精确定位装置。进行了高精度多工位回转平台整体控制系统设计,包括气缸行程精确控制和精确定位装置的控制两大部分。
(3)本文中高精度多工位回转平台的设计,是废旧汽车发电机再制造拆解领域的创新设计,为实现废旧汽车发电机高效、自动化拆解提供了技术支持。
[1]贺正刚,叶立鹏,廖伟.我国报废汽车拆解企业的关键问题研究[J].再生利用,2012,5(9):32-36.
[2]李艳芳.报废汽车拆卸机器人工具设计与技术研究[J].信息科技辑,2011(S1):1-64.
[3]Monsanty,Stephanie.High-Capacity Rotary Table Improves Repeatability Accuracy[J].Modern Machine Shop,2013,86(4):196.
[4]ChunJianYu,XiaoDiaoHuan,ChenggangFang.Optimizing dynamic characteristics of NC rotary table based on electromechanical-hydrauliccoupling[J].Journal of Mechanical Science and Technology,2013,27(4):1081-1088.
[5]张航,张旭晨,潘俊峰,等.高精度多工位转台的研制[J].组合机床与自动化加工技术,2011(11):85-88.
[6]气压传动与控制-机械设计手册单行本[M].北京:机械工业出版社,2007.
[7]郑文纬,吴克坚.机械原理[M].北京:高等教育出版社,2010.
[8]张光普,陈其林,陈宇华.液压等分回转台的设计应[J].产品开发与设计,2013(4):67-70.
[9]李建功.机械设计[M].北京:机械工业出版社,2007.
[10]吴培坚,宋文同.数控转台支撑轴承的演变[J].制造技术与机床,2011(4):44-46.
[11]任建国,路峰.高精度多位置转位机构设计[J].导弹与航天运载技术,2010(5):15-16.
[12]李杨.槽轮机构的动力学与仿真[J].机械制造,2010,48(551):13-17.
(编辑 李秀敏)
Design of New-type High-precision and M ulti-position Turntable
DING Qing-wei,YANG Yong,ZHENG Jia-de
(College of Mechanical Engineering,QINGDAO Technological University,Qingdao Shandong 266033,China)
A new type of rotary platform w ith precise positioning device was designed to meet the efficient and automatic demands put forward by the process of disassembling the scrapped automobile generator.The platform consists of driving part,supporting part,transm ission part,and positioning part.Rotary motion is achieved by gear and gear rack driven by air cylinder.Themaltesemechanism makes the rotary table to realize sub-degree position and intermittent stepping.A new type of precise positioning device based on locating pin driven by electromagnetic-combinations of spring was designed to realize the high-precision positioning and keep the workstation reliably.The new type of rotary platform is helpful to solve the problem that disassembling the scrapped automobile generator rapidly and non-destructively,also lays a foundation of the remanufacturing of automobile generator.
positioning device;high-precision;multi-station turntable
TH161+.5;TG65
A
1001-2265(2015)07-0143-05 DOI:10.13462/j.cnki.mmtamt.2015.07.040
2014-10-29;
2014-12-02
校企合作课题:废旧汽车发电机再制造拆解关键技术与设备开发
丁庆玮(1988-),男,山东济宁人,青岛理工大学硕士研究生,研究方向为先进设计与先进制造技术,(E-mail)DQW1989QD@163. com。
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
青少年科技博览(中学版)(2021年9期)2021-12-21
汽车工艺师(2021年7期)2021-07-30
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
语文世界(小学版)(2015年12期)2016-01-22
杭州(2015年9期)2015-12-21
