
连续分度冷滚打机床滚打头结构改进
2015-11-18 06:09马群李言杨明顺袁启龙李玉玺
兵工学报 2015年8期
马群,李言,杨明顺,袁启龙,李玉玺
(1.西安理工大学机械与精密仪器工程学院,陕西西安710048;2.西安工业大学光电工程学院,陕西西安710021)
连续分度冷滚打机床滚打头结构改进
马群1,2,李言1,杨明顺1,袁启龙1,李玉玺1
(1.西安理工大学机械与精密仪器工程学院,陕西西安710048;2.西安工业大学光电工程学院,陕西西安710021)
采用连续分度方式冷滚打花键时滚打轮和工件间存在一个干涉运动,实际生产中将机床滚打头部分整体倾斜一个安装角以减小干涉量。在安装角作用下,滚打轮成形轮廓发生变化,带来新的成形误差。分析了干涉现象产生的原理,设计了改进的滚打头结构,利用斜铜套将滚打轮自转轴反向倾斜一个安装角,使滚打轮成形轮廓不变。建立了计算滚打轮在键槽截面上成形曲线的数学模型,利用键槽宽度误差对冷滚打成形误差进行了表征。当冷滚打机床采用现有滚打头结构时,设置安装角虽然提高了成形精度,仍存在较大的成形误差;采用改进的滚打头结构时,安装角在一定范围内取值,干涉量和滚打头倾斜带来的成形误差均减小为0 mm.改造机床滚打头部分进行冷滚打实验,精确测量了试样键槽轮廓,结果表明:不设置安装角时,键槽宽度误差的实测值与理论计算相符;设置安装角时,键槽宽度误差的实测值及其相对变化量都很小。实验验证了改进的滚打头结构的合理性。
机械制造工艺与设备;结构改进;成形误差;干涉现象;安装角
0 引言
渐开线花键具有传动平稳、对中性好、起动承载能力大和传递转矩大等优点,广泛应用于军工、机床、汽车、拖拉机、航空和航天等行业中[1]。花键冷滚打(又称为冷打或冷滚敲)是一种精密冷体积成形技术,具有加工效率高和材料利用率高等优点[2-5]。早在20世纪70年代,瑞士、美国、日本和德国等国就相继研制了花键和齿轮冷滚打设备并投入生产[6]。国内研究主要集中在两个阶段:20世纪80年代以前,我国多家生产单位引进了国外的冷滚打设备并展开研究,但主要是以生产试制和实验摸索为主,没有深入地了解冷滚打成形机理,因此一直以来主要配件仍依赖进口,相关设计资料和软件也是由国外提供[7-8];近年来,冷滚打成形技术重新受到许多科研单位的关注,西安理工大学和河南科技大学在滚打轮设计、冷滚打成形机理研究、冷滚打结构动力学特性和金属微观组织等方面做了深入研究[3-5,8-9]。
冷滚打加工通过一对轮廓与花键齿槽形状相同的滚打轮对工件不断击打,使工件产生塑性变形从而形成合格的花键齿[6]。花键冷滚打分度方式有连续分度和间歇分度两种,采用间歇分度的机床机构复杂、刚度差,容易产生冲击和振动,目前大部分设备均采用连续分度的方式。虽然滚打轮击打工件一次的作用时间很短(小于1ms),但由于工件连续分度,滚打轮与工件间存在一个干涉运动,降低了成形精度。为使分度运动不影响成形后的齿形,实际生产中将机床滚打头部分整体倾斜一个角度(安装角),使滚打轮在击打工件时产生与工件自转运动趋势相同的速度,减小干涉量。文献[6,9-10]给出了安装角的计算原理,虽然通过设置安装角大大提高了花键的成形精度,但依然存在许多问题:首先,偏转一个角度后,滚打轮的成形轮廓发生了变化,带来了新的成形误差,通过轮廓修形的方法进行改进又十分困难,目前国内生产厂家尚未完全掌握这项技术;其次,安装角数值一般很小(几个毫弧度),分度头很难保证设置精度;再次,考虑到加工过程中金属的塑性流动和工件材料的弹性恢复,滚打轮轮廓设计还需要大量分析、模拟和实验工作进行修正,应尽可能避免此误差带入下一环节,影响进一步研究。
本文根据渐开线花键冷滚打的累积成形原理,分析干涉现象产生的原因,针对机床滚打头倾斜带来的成形误差,设计改进的滚打头结构,建立数学模型计算采用改进的滚打头结构时冷滚打成形误差,改造现有冷滚打机床进行实验,验证了改进滚打头结构的合理性。
1 连续分度冷滚打花键的原理
图1给出了连续分度冷滚打花键的原理,建立直角坐标系,以工件的轴为z轴,以滚打轮轮廓线的对称轴为y轴。两滚打轮严格同步反向回转,角速度为ωg,滚打轮每回转一周击打工件一次。工件以角速度ωp连续分度自转,同时又以速度v沿工件轴向进给。两滚打轮在与工件接触的时间段内,受摩擦力作用在工件上滚动,角速度为ωr.机床传动系统严格保证ωg与ωp的比值为花键齿数,由此便加工出与滚打轮轮廓吻合的渐开线键槽。
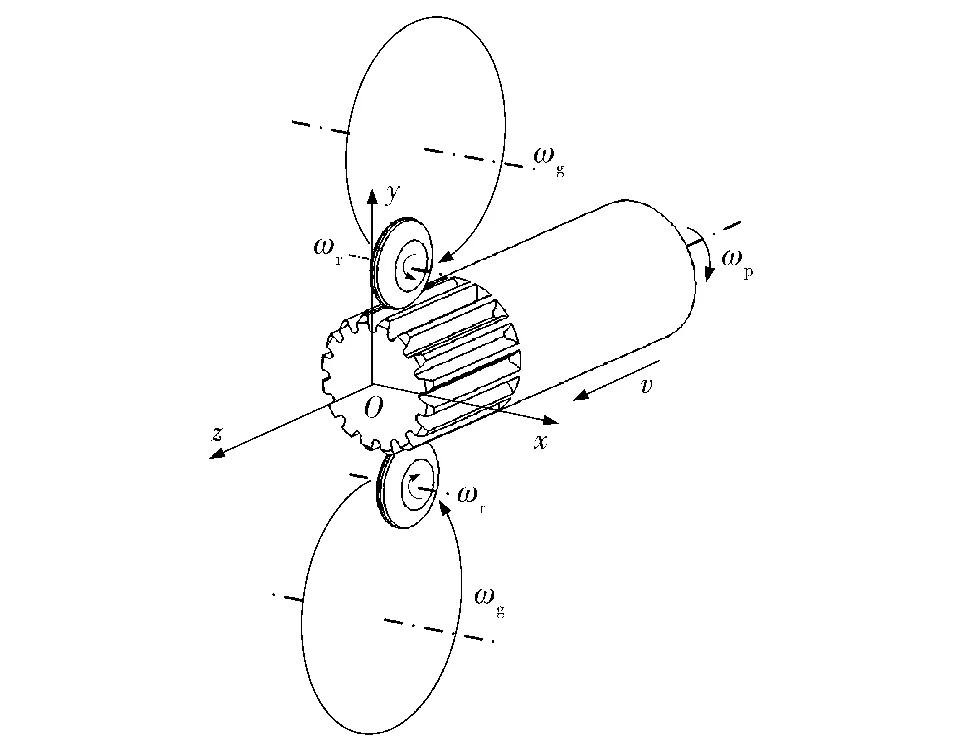
图1 连续分度冷滚打花键的原理Fig.1 Schematic diagram of spline continuous indexing cold roll-beating
2 滚打头倾斜带来的成形误差
2.1 连续分度冷滚打的干涉现象
图2给出了工件某一键槽截面的成形过程。假设冷滚打过程中工件不做分度运动,当滚打轮位于工件某一键槽截面A处时,此键槽截面的成形过程开始,工件进给速度为v(mm/r).在键槽截面A的下一个冷滚打过程,工件自转了一周,截面A移动至截面A1处,则滚打轮到达该截面时多回转了一个角度θ1:

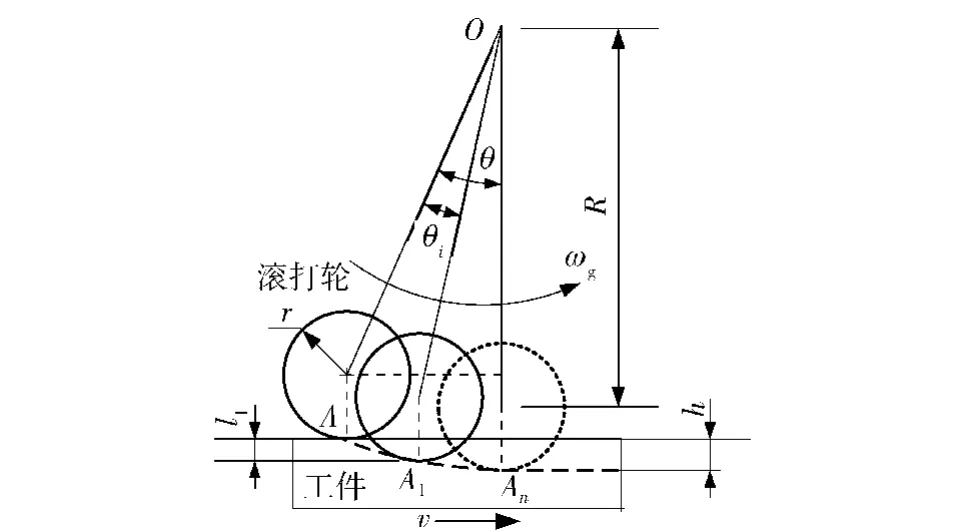
图2 工件某一键槽截面的成形过程(ωp=0)Fig.2 Forming process of a keyway section of workpiece(ωp=0)
此时滚打轮形成的键槽深度为

则在此键槽截面的第i(i=2,3,…,n)个冷滚打过程,滚打轮到达该截面时多回转的角度为

滚打轮形成的键槽深度为

随着工件的连续进给,当键槽截面A移动至截面An处(到达滚打轮回转中心正下方)时,键槽深度ln=h,此键槽截面成形过程结束,则截面An处为该键槽截面的成形位置。在此后的冷滚打过程中,滚打轮与此键槽截面不再产生作用关系。因此,工件键槽轮廓与滚打轮轮廓吻合,滚打轮与工件不发生干涉。
但在实际加工过程中,工件具有一个连续分度的角速度ωp,在键槽截面A成形过程开始后的第i个冷滚打过程,工件同时多回转了一个角度θi/z(z为花键的齿数),即工件键槽轮廓相对滚打轮发生了偏转,这样滚打轮与工件之间便产生了干涉现象。当冷滚打形成的键槽深度较小时,这个干涉量可不考虑,因为宽度不断增大的键槽将覆盖这个干涉量;当形成的键槽深度接近h时,键槽的宽度变化越来越小,干涉量便影响到了键槽的成形。另外,在键槽截面A经过成形位置后的头几个冷滚打过程中,由于工件的连续分度,滚打轮仍对工件产生作用,这也导致干涉现象。
2.2 滚打头倾斜带来的成形误差
为使分度运动不影响工件的齿形,将滚打头部分整体倾斜一个安装角β,其计算方法与单头滚刀的螺旋升角相似,可由(5)式确定[6,9-10]:

式中:m为花键模数;D为滚打轮齿形部分外圆回转直径,D=2×(R+r).
安装角设定后,滚打轮在回转运动时具有与工件分度运动趋势相同的速度,减小了干涉量,但其成形轮廓发生了变化,如图3所示。
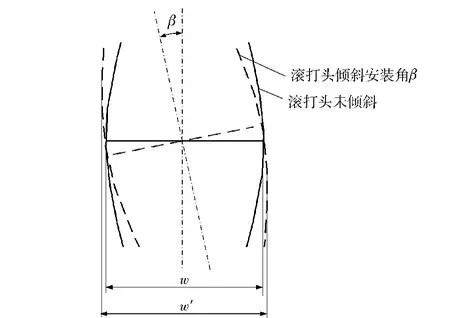
图3 滚打轮成形轮廓宽度的变化情况Fig.3 Change of width of roller forming profile
图3中,w为滚打轮在一定齿高处的成形轮廓宽度,w′为滚打头倾斜安装角β后在相同齿高处的成形轮廓宽度,可见滚打轮成形轮廓宽度发生了变化,若要分析其宽度的变化情况,需建立滚打轮轮廓曲面数学模型。
如图1所示,滚打轮轮廓曲线包括两处沿y轴对称的渐开线、一处齿根圆弧和两处过渡圆弧五部分[11]。
渐开线方程为

式中:φb为渐开线展角;rb为基圆半径;α为花键压力角。
将渐开线旋转至图1所示的键槽轮廓上,则

式中:Rw为角度θz的旋转变换矩阵;θz=π/2+π/z.
另外一侧的渐开线为

式中:M为沿y轴的对称变换矩阵。
齿根圆方程为
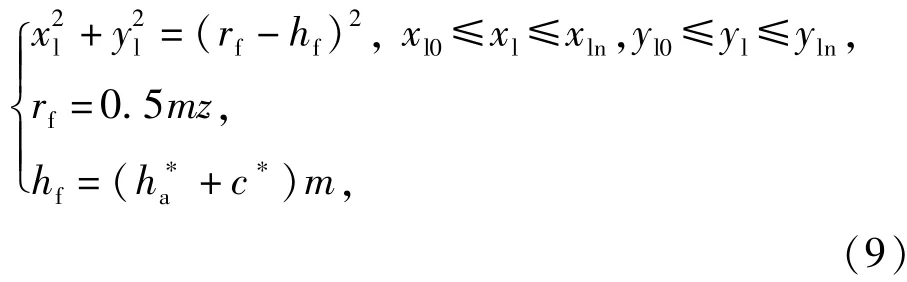
式中:rf为分度圆半径;hf为齿根高;为齿顶高系数;c*为顶隙系数;(xl0,yl0)和(xln,yln)分别为齿根圆弧与两侧过渡圆弧的交点。
一侧的过渡圆弧曲线方程为

式中:ra为过渡圆弧半径,一般取ra=0.5 mm;(x0,y0)为过渡圆弧的圆心;(xp0,yp0)为过渡圆弧与渐开线的交点。
另一侧过渡圆弧曲线方程为

则整个滚打轮轮廓曲线上的点可表示为

滚打轮轴的参数方程可表示为

对(12)式确定的点绕滚打轮轴旋转一周,可得滚打轮轮廓曲面上的点:

式中:Rr为渐开线曲线绕滚打轮轴的旋转变换矩阵。
若滚打头整体倾斜一个安装角β,则其轮廓曲面上的点变为

式中:Ry为角度β的渐开线曲线绕y轴的旋转变换矩阵。
冷滚打参数定义为:m=2,z=20,α=20°,r= 20 mm,R=100 mm.带入(5)式~(15)式进行计算。
由(5)式得安装角β=0.008 3 rad.
表1给出了不同齿高处滚打轮成形轮廓宽度的变化情况。从表1可以看出:在安装角作用下,滚打轮成形轮廓宽度增大。
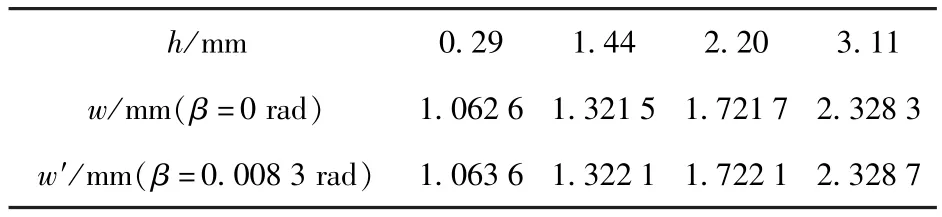
表1 滚打轮成形轮廓宽度的变化情况Tab.1 Change of width of roller forming profile
若按花键齿形设计滚打轮轮廓,将导致成形误差。对滚打轮轮廓修形可提高成形精度,但轮廓修形工作十分复杂,国内尚未完全掌握这项技术,并且加工不同参数花键的滚打轮都要进行轮廓修形,消耗大量的人力、物力。
3 改进的滚打头结构
图4给出了现有冷滚打机床滚打头部分结构[6,10,12],滚打轴旋转带动滚打轮绕其轴OO′回转,滚打轮与半圆铜套形成滑动轴承副。当滚打轴倾斜一个安装角β时,滚打轮也倾斜同样的角度,这样滚打轮对工件的接触状态由正接触变为斜接触,成形轮廓发生变化。
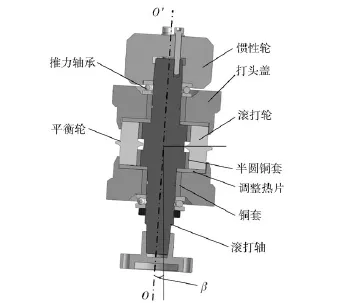
图4 现有滚打头部分结构Fig.4 The existing structure of roll-beating head
图5给出了改进的滚打头部分结构,滚打轮和斜铜套形成滑动轴承副,虽然滚打轴偏转一个安装角β,但滚打轮上下两端的斜铜套刚好使其向相反的方向偏转角度β.这时,滚打轴偏转一个安装角,不仅滚打轮在回转运动时产生了一个与工件自转趋势相同的速度,减小了干涉量,而且滚打轮对工件的接触状态和成形轮廓未发生变化,避免了滚打头倾斜带来的成形误差。
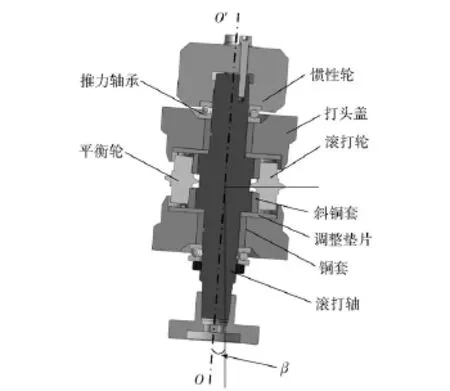
图5 改进的滚打头部分结构Fig.5 The improved structure of roll-beating head
4 成形误差分析
分析冷滚打成形误差时暂不考虑工件材料的弹性恢复、机床的振动和传动系统误差等因素。
4.1 滚打轮成形曲线数学模型
先分析工件某键槽截面经过成形位置后的冷滚打过程。
如图2所示,假设工件某键槽截面A位于截面An处,则在下一个冷滚打过程中,工件移动一个进给量的值p=1×v=v(mm),滚打轮运动至截面A时多回转了一个角度φ1:

假定工件静止不动,考虑到工件的连续分度运动,相当于由(12)式确定的点[x,y]绕z轴沿工件分度运动的反方向旋转一个角度γ1=φ1/z,并沿y轴正向平移σ1=R(1-cosφ1),另外在安装角作用下,沿x轴负方向平移τ1=Rsinφ1sinβ,即

式中:Rz1为角度γ1的滚打轮成形曲线绕z轴的旋转变换矩阵。
因此,在经过截面An后的第i(i=2,3,…,n)个冷滚打过程中,滚打轮运动至截面A时其轮廓曲线上的点为

式中:σi=R(1-cosφi);τi=Rsinφisinβ;Rzi为角度γi的滚打轮成形曲线绕z轴的旋转变换矩阵,γi= φi/z,φi可由(19)式确定:

按上述方法,可推导出:在经过截面An之前的第j(j=1,2,3,…,n)个冷滚打过程中,滚打轮运动至截面A时其轮廓曲线上的点为

式中:σj=σi;τj=-τi;Raj为滚打轮成形曲线绕z轴的旋转变换矩阵,方向与Rzi相反。
设v=1.3 mm/r,由(5)式~(20)式确定滚打轮在工件键槽截面上的成形曲线,其中齿根简化为一段直线。
4.2 成形误差分析
图6给出了工件键槽截面上滚打轮的成形曲线(β=0 rad),其中键槽宽方向为x.从图6可以看出:1)干涉现象是由多次冷滚打累积形成的,键槽成形轮廓曲线是滚打轮在冷滚打过程的包络线,因此渐开线花键冷滚打具有展成法的特点;2)在齿高h为0.3~1.0 mm范围内干涉现象最为明显,因过渡圆弧ra=0.5 mm,则包括过渡圆弧和渐开线的一部分;3)在齿高0.3~1.0 mm范围内键槽轮廓齿面波纹度较大。
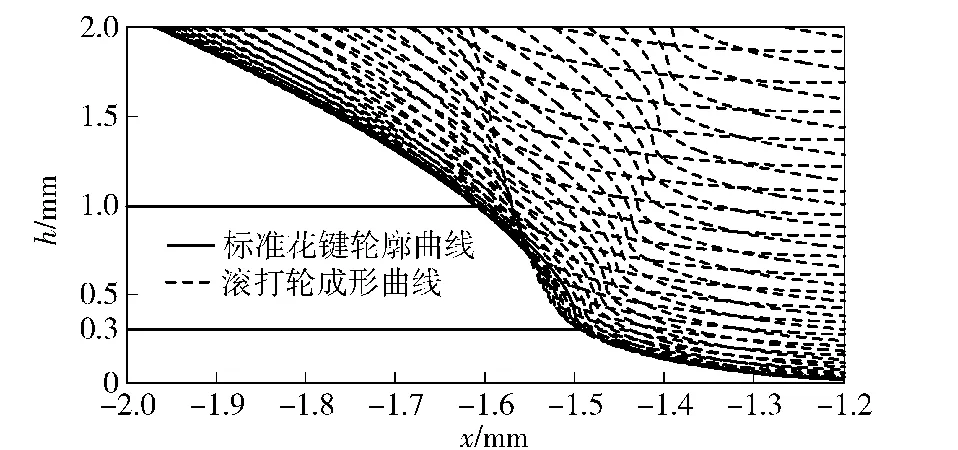
图6 工件键槽截面上滚打轮的成形曲线(β=0 rad)Fig.6 Forming curves of roller on the keyway section of workpiece(β=0 rad)
将冷滚打成形的键槽轮廓曲线与标准键槽轮廓曲线进行对比,可计算出不同齿高处的键槽宽度误差和整个键槽轮廓的平均键槽宽度误差,本文利用这两个物理量表征渐开线花键冷滚打的成形误差。
图7给出了采用现有滚打头结构时键槽宽度误差e沿齿高h的分布情况。由于过渡圆弧部分不影响啮合,只对渐开线部分的键槽宽度误差进行计算。由图7可知:1)不论安装角设置与否,键槽宽度误差均为正值,如不对滚打轮轮廓做几何修形,则键槽成形轮廓略大;2)不设置安装角时,成形误差在渐开线的起始位置(h为0.5~1.0 mm)处最大,约为0.08 mm,并沿齿高方向不断减小;3)滚打头倾斜一个安装角后,成形误差虽然得到了控制,但仍然存在,这是滚打轮成形轮廓变化所导致的;4)在渐开线起始位置处,成形误差出现波动,这说明此处齿面波纹度较大。
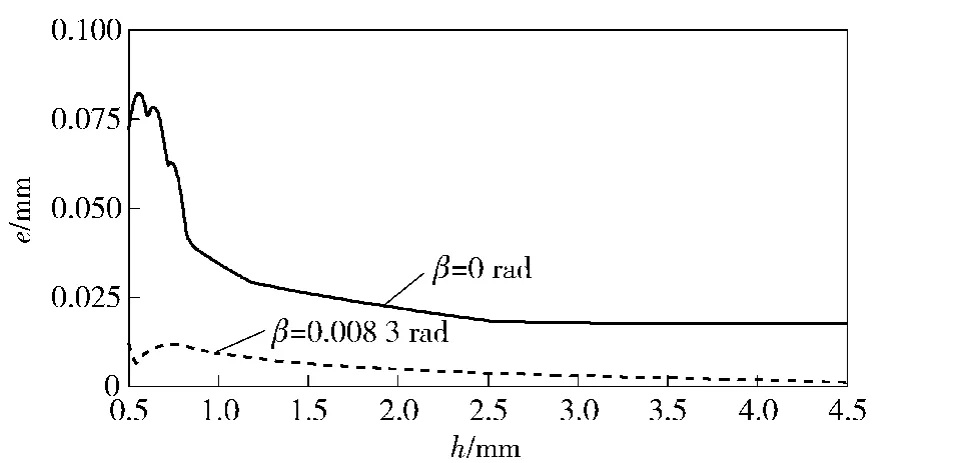
图7 键槽宽度误差沿齿高的分布情况Fig.7 Distribution of keyway width errors along the tooth depth
采用改进的滚打头结构时,不能由(5)式确定滚打轮的安装角,本文不断改变β值并计算不同β值下键槽轮廓的平均键槽宽度误差,从而得到成形误差最小时的β值。
图8给出了采用改进的滚打头结构时平均键槽宽度误差eq随安装角β的变化情况。由图8可以看出:平均键槽宽度误差随安装角的增大呈先减小后增大的趋势,并在一个安装角范围内达到最小值0 mm.进一步计算可知:当安装角为0.008 5~0.009 7 rad时,平均键槽宽度误差均为0 mm.但仅由图8及其计算结果尚无法确定采用改进滚打头结构时的成形误差,因键槽宽度误差的平均值为0 mm,不能证明不同齿高处的键槽宽度误差都为0 mm.
图9给出了采用改进的滚打头结构时工件某键槽截面上滚打轮的成形曲线(β=0.009 1 rad)。由图9可以看出:1)在成形过程中,整个键槽轮廓均未发生干涉现象,成形轮廓与标准键槽轮廓很好地吻合;2)渐开线起始位置处的齿面波纹度被很好地消除;3)过渡圆弧部分也未出现干涉现象。
图8和图9的结果表明:1)改进的方法不仅消除了干涉量带来的成形误差,还消除了滚打头倾斜带来的成形误差;2)采用改进的滚打头结构时,可以找到一个安装角取值范围,使干涉量和滚打头倾斜带来的成形误差都为0 mm;3)采用改进的滚打头结构时,渐开线花键冷滚打具有了成形法的特点,而不是展成法。
在生产中,可选择理论计算安装角取值范围的中间值(0.009 1 rad),即使有少量安装角设定误差,亦能保证加工精度。
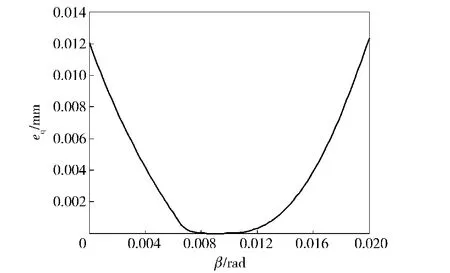
图8 平均键槽宽度误差随安装角的变化情况Fig.8 Change of average keyway width errors with setting-angles
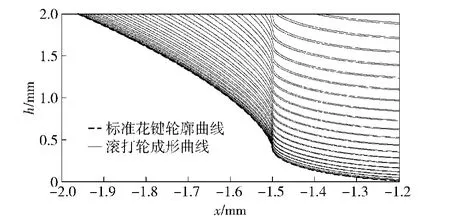
图9 采用改进滚打头结构时滚打轮成形曲线(β=0.009 1 rad)Fig.9 Forming curves of roller with improved structure of roll-beating head(β=0.009 1 rad)
5 实验验证
为验证理论分析及仿真结果的正确性,改造冷滚打机床的滚打头结构并进行原理实验,实验参数定义为:ωg=104 rad/s,ωp=5.2 rad/s,m=2,z= 20,α=20°,v=1.3 mm/r.未设置安装角时滚打轮两端为半圆铜套,设置安装角时滚打轮两端为斜铜套,分别进行实验,得到冷滚打试样如图10所示。
利用海克斯康global三坐标测量仪对试样键槽轮廓进行测量,渐开线部分取30个点,计算得到试样键槽宽度误差沿齿高的分布情况,如图11所示。当安装角为0 rad时,键槽宽度误差均为正值,在渐开线起始位置处最为明显,约为0.08 mm,自渐开线起始位置沿齿高方向向上,键槽宽度误差减小至0.03 mm左右,与仿真结果相符;当安装角为0.009 1 rad时键槽宽度误差很小,并有正值和负值,且负值居多,这是由金属塑性变形后的弹性恢复导致的,自渐开线起始位置向上,键槽宽度误差的变化量很小。
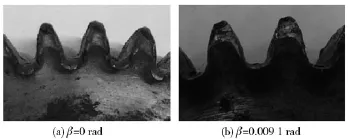
图10 冷滚打试样Fig.10 Cold roll-beating samples
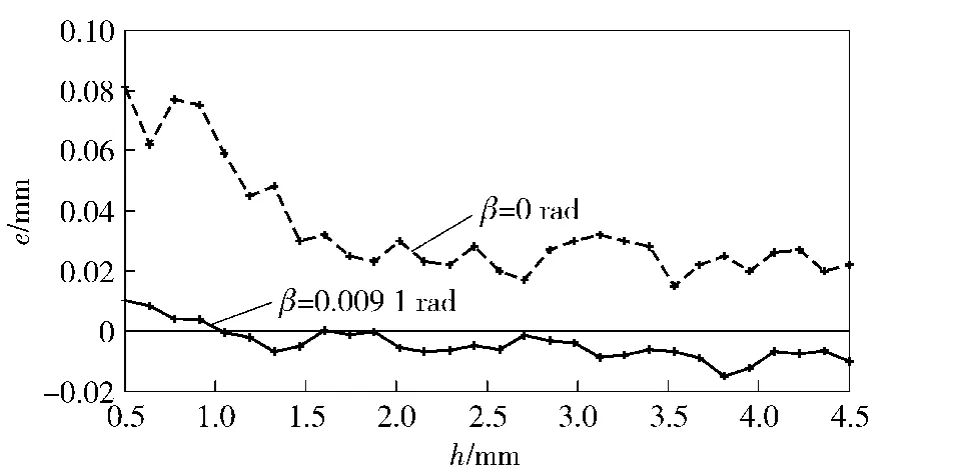
图11 试样键槽宽度误差沿齿高的分布情况Fig.11 Distribution of keyway width errors of samples along tooth depth
实验结果证明了采用改进的滚打头结构时,消除了干涉量和滚打头倾斜带来的成形误差。
6 结论
1)将滚打头倾斜一个安装角减小了干涉量,但滚打轮成形轮廓发生了变化,引入了新的成形误差。
2)设计了改进的滚打头结构,采用斜铜套确保滚打轮对工件的正接触状态。
3)通过数值模拟,计算了采用改进的滚打头结构时安装角工艺值为0.008 5~0.009 7 rad(m=2,z=20,α=20°,R=100 mm),当安装角在工艺值范围内取值时干涉量和滚打头倾斜带来的成形误差均减小为0 mm.
4)改造设备进行了冷滚打实验,对实验结果进行了对比和分析,验证了改进的滚打头结构的合理性。
(
)
[1]刘志奇,宋建丽,李永堂,等.渐开线花键冷滚压精密成形工艺分析及试验研究[J].机械工程学报,2011,47(14):32-38. LIU Zhi-qi,SONG Jian-li,LI Yong-tang.Analysis and experimental study on the precision cold rolling process of involute spline[J].Journal of Mechanical Engineering,2011,47(14):32-38.(in Chinese)
[2]Klepikov V V,Bodrov A N.Precise shaping of spline shafts in automobile manufacturing[J].Russian Engineering Research,2003,23(12):37-40.
[3]崔凤奎,李言,周彦伟,等.渐开线花键滚轧轮建模及其修正[J].南京航空航天大学学报,2005,37(S):90-93. CUI Feng-kui,LI Yan,ZHOU Yan-wei,et al.Roller modeling for involute spline and its amendment[J].Journal of Nanjing University of Aeronautics&Astronautics,2005,37(S):90-93.(in Chinese)
[4]杨建玺,崔凤奎,王晓强,等.冷滚轧滚轮设计理论及实验修正[J].中国机械工程,2004,15(24):2168-2171. YANG Jian-xi,CUI Feng-kui,WANG Xiao-qiang,et al.Design theory and experimental amends of involute spline roller[J].China Mechanical Engineering,2004,15(24):2168-2171.(in Chinese)
[5]崔凤奎,李言.渐开线花键滚轧CAD及磨削仿真[J].机械工程学报,2005,41(12):210-215. CUI Feng-kui,LI Yan.CAD system of roller for involute spline and simulation of grinding process[J].Journal of Mechanical Engineering,2005,41(12):210-215.(in Chinese)
[6]林苗兴.冷打花键工艺[J].拖拉机,1989(4):36-41. LIN Miao-xing.Process for cold beating spline[J].Tractor,1989(4):36-41.(in Chinese)
[7]葛便京,杨有亮,冯春英,等.渐开线花键轴冷滚轧轮的设计[J].工具技术,1998,32(12):24-26. GE Bian-jing,YANG You-liang,FENG Chun-ying,et al.Design of cold rolling tools for involute splined shafts[J].Tool Engineering,1998,32(12):24-26.(in Chinese)
[8]崔凤奎,朱文娟,王晓强,等.高速冷滚打成形技术研究现状与发展趋势[J].河南理工大学学报:自然科学版,2012,31(2):191-200. CUI Feng-kui,ZHU Wen-juan,WANG Xiao-qiang,et al.Current research and development trends of high-speed cold rolling technology[J].Journal of Henan Polytechnic University:Natural Science,2012,31(2):191-200.(in Chinese)
[9]崔凤奎.高速精密冷滚打成形技术研究[D].西安:西安理工大学,2007. CUI Feng-kui.Study of high-speed precise forming with cold rollbeating technique[D].Xi'an:Xi'an University of Technology,2007.(in Chinese)
[10]广州拖拉机厂.冷打花键轴工艺[J].机械科技动态,1976(1):1-12. Guangzhou Tractor Factory.Process for cold beating spline shaft[J].Developments in Mechanical Science and Technology,1976(1):1-12.(in Chinese)
[11]彭树杰,彭劭闻.渐开线圆柱齿轮体积的算法研究[J].模具技术,2011(6):1-4. PENG Shu-jie,PENG Shao-wen.Algorithms research on tooth profile volume of involute profile cylindrical part[J].Die and Mould Technology,2011(6):1-4.(in Chinese)
[12]Ernst G,Krapfenbauer H.Roller head for cold roiling of splined shafts or gears:United States,3818735[P].1973-04-23.
Structure Improvement of Roll-beating Head
for Continuous Indexing Cold Roll-beating Machine
MA Qun1,2,LI Yan1,YANG Ming-shun1,YUAN Qi-long1,LI Yu-xi1
(1.School of Mechanical and Precision Instrument Engineering,Xi'an University of Technology,Xi'an 710048,Shaanxi,China;2.School of Photoelectrical Engineering,Xi'an Technological University,Xi'an 710021,Shaanxi,China)
Movement interference between roller and workpiece appears during continuous indexing cold roll-beating of involute spline.The rotary shaft of roller can be tilted at a setting-angle to reduce the interference.The forming profile of roller changes to cause new forming errors under the action of setting-angle.The principle of interference is analyzed,and the improved structure of roll-beating head is designed.The roller is inclined in the opposite direction at a setting-angle by an inclined copper bearing,which ensures the forming profile of roller.A mathematic model is established for calculating the forming profile curves of roller on the keyway section,and the forming errors are characterized by keyway width errors.The forming errors are still large when the existing structure of roll-beating head is used,although the forming accuracy is improved under the action of setting-angle.The interference and the forming errors brought by the inclination of roll-beating head are eliminated in a suitable range of setting-angles when the improved structure of roll-beating head is used.The roll-beating head is improved for cold roll-beating experiment.The keyway profiles of samples are precisely measured.The result indicates that the measured values of keyway width errors are consistent with the theoretical values without the action of setting-angle,and the measured values of keyway width errors and their relative variations are both very small under the action of setting-angle.
manufacturing technology and equipment;structure improvement;forming error;interference;setting-angle
TG66
A
1000-1093(2015)08-1587-07
10.3969/j.issn.1000-1093.2015.08.030
2014-09-24
国家自然科学基金项目(51075124、51475366);高等学校博士学科点专项科研基金项目(20116118110005)
马群(1979—),男,博士研究生。E-mail:maqun21@xina.com;李言(1960—),男,教授,博士生导师。E-mail:ly-jyxy@xaut.edu.cn
猜你喜欢
汽车实用技术(2022年9期)2022-05-20
汽车与驾驶维修(维修版)(2022年3期)2022-04-11
西安工业大学学报(2022年1期)2022-03-29
北京汽车(2021年1期)2021-03-05
内蒙古科技与经济(2021年1期)2021-03-01
失效分析与预防(2020年6期)2021-01-21
大众汽车(2019年1期)2019-11-28
汽车零部件(2019年9期)2019-10-17
科技与创新(2017年23期)2017-11-30
表面工程与再制造(2016年5期)2016-12-15
