35CrMo钢进行不同阶段渗氮研究
2015-11-22 12:07张文昊
中国科技纵横 2015年23期
张文昊
(辽源方大锻造有限公司,吉林辽源 136600)
35CrMo钢进行不同阶段渗氮研究
张文昊
(辽源方大锻造有限公司,吉林辽源 136600)
本文选用石油化工、机械等常用的35CrMo钢进行不同阶段渗氮研究,采用固体渗氮方法对35CrMo钢进行多阶段渗氮。多阶段渗氮主要分为一、二、三阶段渗氮,主要渗氮剂为尿素,催渗剂为NH4Cl,将工件放入金属罐中密封,然后放入加热炉进行加热保温来实现渗氮。采用金相显微镜对渗氮层的显微组织和耐蚀性能进行试验。
固体渗氮 35CrMo钢 多阶段渗氮
1 引言
35CrMo合金结构钢,有很高的静力强度、冲击韧性及较高的疲劳极限,淬透性较40Cr高,高温下的35CrMo有高蠕变强度与持久强度,长期工作温度可达500℃;冷变形时塑性中等,焊接性差。一般在调质处理后使用,也可在高中频表面淬火或淬火及低中温回火后使用。

表1 四样混合及体积百分比
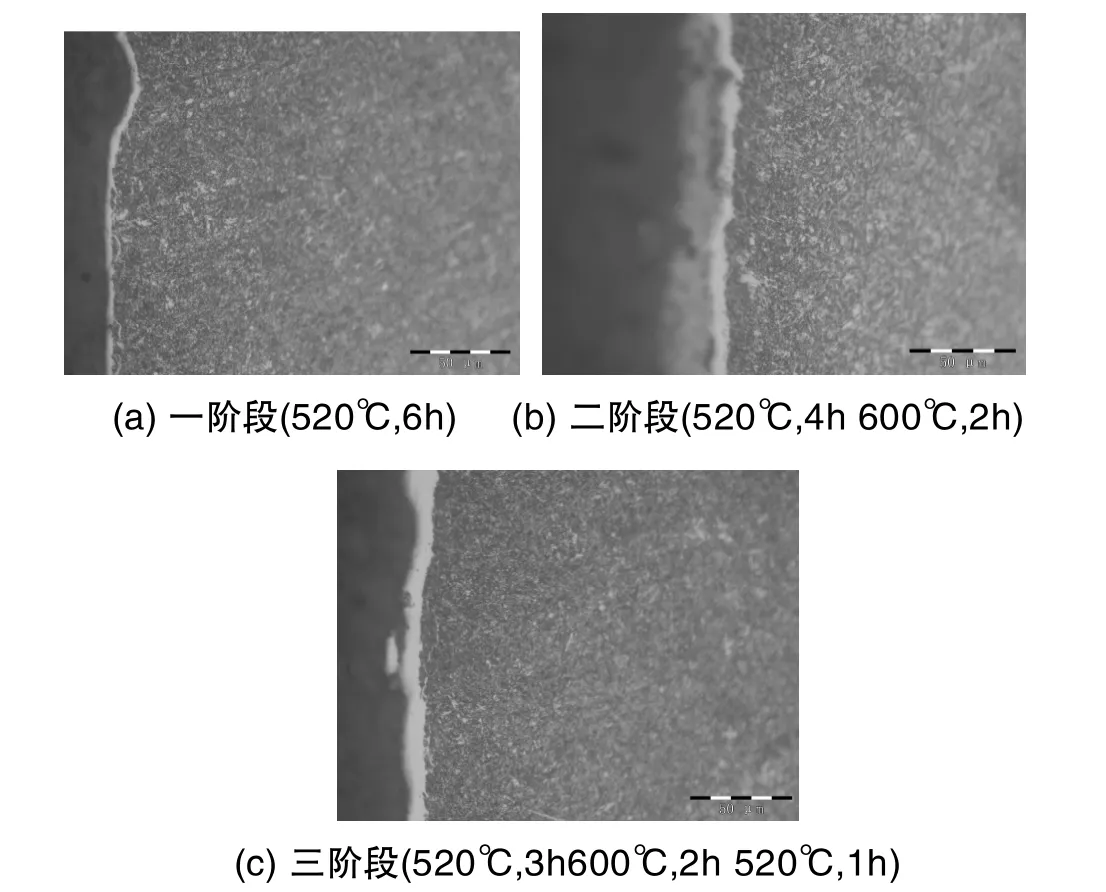
图1 不同工艺条件的渗氮层组织 倍数为500
图2 三阶段渗氮后XRD图
目前,最常用的渗氮方法是气体渗氮,但是渗氮时间长,渗层浅,一直是困扰渗氮发展的难题。因此,文中基于压力助渗原理,尝试利用一种新的自行设计的渗氮方法——罐装法进行渗氮。即采用尿素做渗氮剂将工件和尿素放入金属罐中密封,然后放入加热炉进行加热保温来实现渗氮。该法设备简单,成本低,并且密封罐内形成的气体压力有助于快速。但是,在几个小时的渗氮时间内,该渗氮法仍然存在制备出的渗氮层厚度较薄的问题。
2 渗氮前调质处理
材料尺寸φ15mm×3mm,进行850℃淬火,并且保温30分钟,然后水淬,在550℃下进行高温回火处理,保温40分钟,冷却介质为水。
3 一、二、三阶段渗氮工艺
渗氮前将样品表面用细砂纸打磨光滑,然后用丙酮擦洗除油。渗氮剂选用尿素,催渗剂为NH4Cl。擦拭后尽量不要用手接触,将样品、尿素、氯化铵、碳酸钠等放入钢罐中密封,依次放入20mm尿素、10mm粘土、四样混合30mm、10mm粘土、15mm尿素、封罐部分(如表1),其中四样混合,将样品放入15mm的尿素层中,然后设置工艺温度为520℃,保温时间为6h。二阶段渗氮设置工艺温度为520℃,保温时间为4h;升温到600℃,保温时间为2h。三阶段渗氮设置工艺温度为520℃,保温时间为3h;升温600℃温度,保温时间为2h;降到520℃温度,保温时间为1h。
4 渗氮设备及材料
渗氮所需材料有固体粉末状NH4Cl、固体粉末状无水Na2CO3、丙酮、沙子、石英砂、粘土,利用电子天平分别进行测量,将量好的材料按制定好的工艺顺序依次放入渗氮罐中,将工件用丙酮清洗好放入罐中,然后将封好的渗氮罐放入坩埚炉中,设定好工艺温度开始进行渗氮。渗氮炉主要是自制坩埚炉。渗氮罐主要用的是钢制渗氮罐。
5 渗氮处理后组织分析
从图1中可以看出三阶段工艺最外层白亮层硬度度明显大于一阶段、二阶段。由于阶段渗氮的时间是相同的,但不同工艺的最表层硬度不同,二、三阶段的硬度大体相近,三阶段的最高,并且耐蚀性能也比较好。图3中表面有部分坏的区域,可能是因为腐蚀过程中处理不当的原因。渗氮层由表及里依次白亮层、扩散层、基体,渗氮层的深度随渗氮温度的提高而增加。
6 耐蚀性能分析
根据图2渗氮后XRD图可以看出渗氮后产生了Fe3N、FeCr、Fe4N新相。产生的FeCr相的抗氧化性能好。在氮化过程中,当氮化温度在500~590℃区域进行时,氮原子的扩散由表及里依次经过ε、γˊ和α各相区。渗氮后产生了FeCr相,而此相的性能较好,提高了试样的耐腐蚀性能,硬度也得到了一定的提高。
7 结语
在利用罐装法对35CrMo钢进行三个阶段渗氮,对35CrMo钢进行氮化处理可得到0.3~0.4mm氮化层深(包括白亮层和扩散层)。对35CrMo钢试样或零件氮化层检查结果表明,氮化层主要由α-Fe相和Fe3N相组成,本文研究的条件下,三阶段渗氮工艺耐蚀性能最好。
猜你喜欢
金属加工(热加工)(2022年5期)2022-06-21
陶瓷学报(2021年1期)2021-04-13
金属加工(热加工)(2020年11期)2020-11-25
当代旅游(2019年9期)2019-12-09
热处理技术与装备(2019年1期)2019-03-14
电子制作(2018年12期)2018-08-01
农业工程技术·综合版(2017年12期)2018-02-23
柴油机设计与制造(2016年4期)2017-01-15
上海金属(2016年2期)2016-11-23
辽河(2014年9期)2014-10-11