
PLC和触摸屏技术在产品自动分装系统中的应用*
2015-11-30 07:19彭一航黄远民
机电工程技术 2015年10期
彭一航,陈 思,黄远民
(佛山职业技术学院,广东佛山 528137)
PLC和触摸屏技术在产品自动分装系统中的应用*
彭一航,陈 思,黄远民
(佛山职业技术学院,广东佛山 528137)
采用西门子PLC技术,配合使用触摸屏进行手动或自动控制,实现产品的自动分装:通过上料装置将产品传送到传送带上,在传输过程中通过传感器实现对不同产品的颜色及材质的辨别,在传送带终端机械手将产品抓取到运料小车上,根据传感器辨别结果,运料小车将运行到不同的用于存储产品的工位上,将产品打出。实践表明,该自动分装系统运行可靠,分装误差率低,由于实现了自动化,工人劳动强度降低,劳动生产率得到了显著提高,具有一定的实际应用参考价值。
PLC;触摸屏;传感器;机械手
随着社会生产力的不断发展,企业竞争不断加剧,自动化生产的发展水平往往成为决定企业是否能在竞争中取胜的关键因素之一。产品自动分装系统的研发设计,取代了传统的人工分装和机械分装,提高了企业的生产率,降低了生产成本的投入。本文应用PLC技术和触摸屏技术,针对不同的产品设计了分装系统,能够实现自动连续对产品进行分装[1]
1 分装系统结构设计
该产品自动分装系统主要由物料的上料单元、输送检测单元、机械手旋转抓取单元、物料传送存储单元、触摸屏操作单元等组成,如图1所示。
首先,物料的上料单元结构主要由推料气缸、井式储料库、(光电、磁性)传感器、安装支架等组成。其主要功能是完成将储料库内的物料推送至传送带上。
输送检测单元由三相异步电动机、编码器、(色标、电感及电容)传感器、传送带等组成。主要完成将上料单元推出的物料进行识别并输送至皮带输送线末端。
机械手搬运单元由气动手爪、导杆气缸、磁性传感器、旋转气缸等组成。主要完成将皮带输送线末端的物料搬运至运料小车上[2]。
物料传送仓储单元由步进电机、步进驱动器、推料气缸、磁性传感器、运料小车、货台等组成。主要完成将不同的物料分拣至不同的货台。
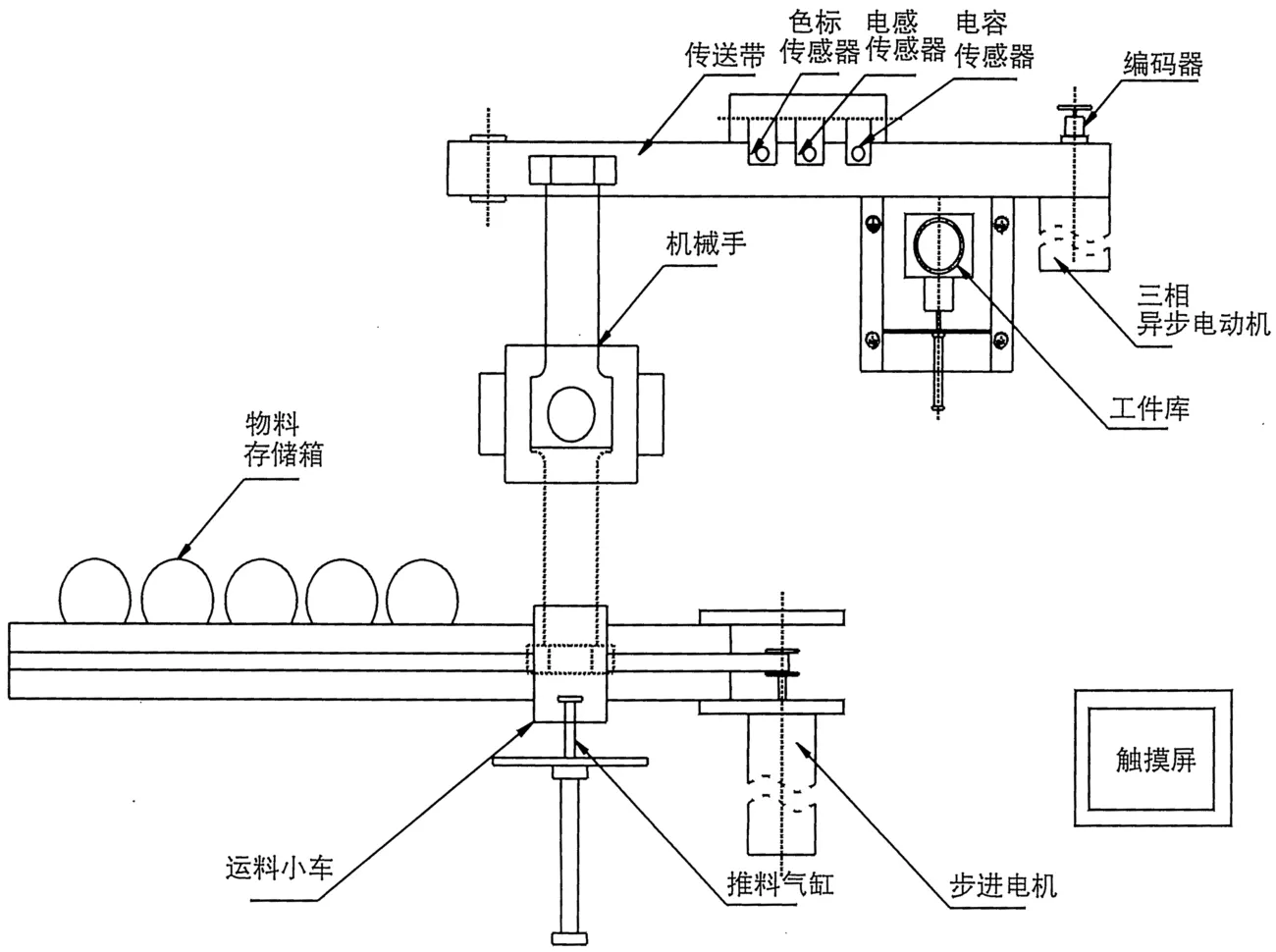
图1 系统结构示意图
触摸屏单元由步科触摸屏组成。主要完成对系统的复位、启动、停止控制,并统计物料个数。
2 系统工作原理
系统启动前,先按“复位”按钮,待系统回至原位,按下“启动”按钮,推料气缸将井式工件库的物料推送至皮带输送线上,皮带输送线把物料运送至皮带输送线末端并通过传感器完成对物料的识别,机械手把皮带输送线末端的物料搬运至运料小车上,运料小车根据皮带输送检测单元检测到的物料识别信息,把物料运送至相应的货台位置,然后推料气缸把物料推到货台上。整个工作流程通过触摸屏显示或操作。
3 主要硬件的选用
基于西门子PLC和触摸屏的产品自动分装系统的硬件主要由西门子PLC控制模块、变频器模块(MM420)、步进电机驱动模块、触摸屏模块(MT4300C)等组成。
3.1 西门子PLC控制模块[3-4]
结合实际生产线的控制要求,本文自动分装系统的控制单元选用西门子CPU226CN PLC作为控制器,该LC控制模块能够满足系统需要的I/O点数,且具有PTO脉冲串输出功能,可以完成步进电机驱动。图2所示为西门子PLC和触摸屏的物料自动分拣系统外部接线图。
3.2 步进驱动模块[5]
步进驱动模块主要包括步进电机和步进驱动器。选用型号为42J1834-810的两相混合式步进电机,其步距角为1.8°。通过Q0.0发射的脉冲个数和频率来控制步进电机,从而调整运料小车运动的距离和速度。用Q0.1来控制运料小车运动方向。
选用Microstep Driver的步进驱动器,型号为M415B。该驱动器提供了6个拨码开关,用于设置电流级细分。SW1~SW3用于设置电流,SW4~SW6用于设置细分,其电流及细分设置如表1。
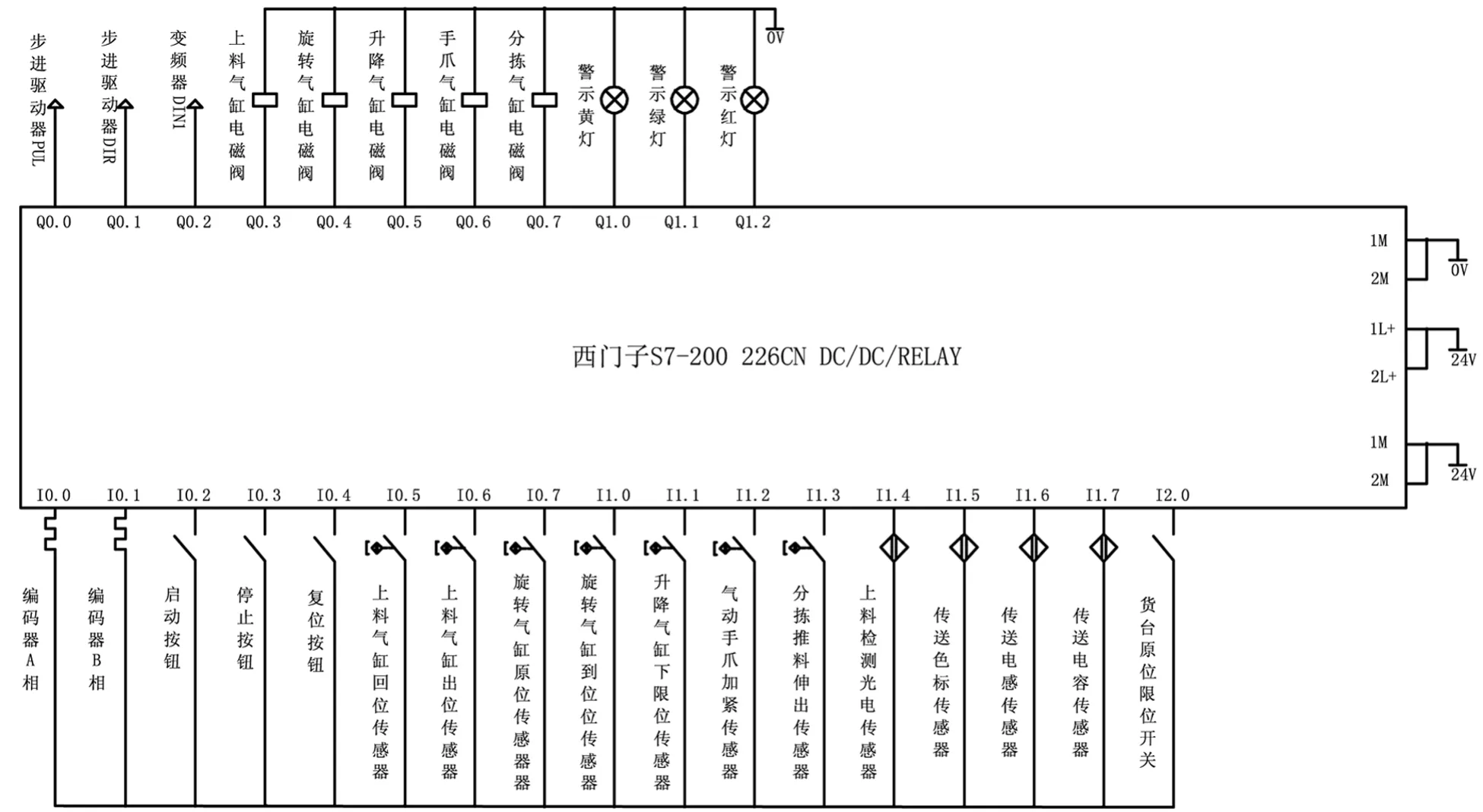
图2 物料自动分拣系统外部接线图
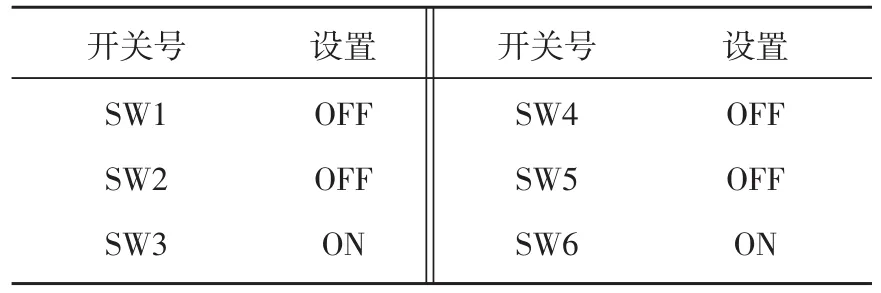
表1 步进驱动器电流及细分设置
3.3 变频模块
本文选用西门子公司的MM420变频器,达到实现调速和节能的目的。当位于储料库的下方的光电传感器检测到物料时,推料气缸动作,变频器接受PLC发出的启动信号,以30 Hz频率工作,三相交流异步电动机运行,从而带动传送带运送物料。当检测传感器检测到有物料经过时,把检测的信号传给PLC,由PLC进行物料的判别。对MM420的变频器进行参数设置,如表2所示。
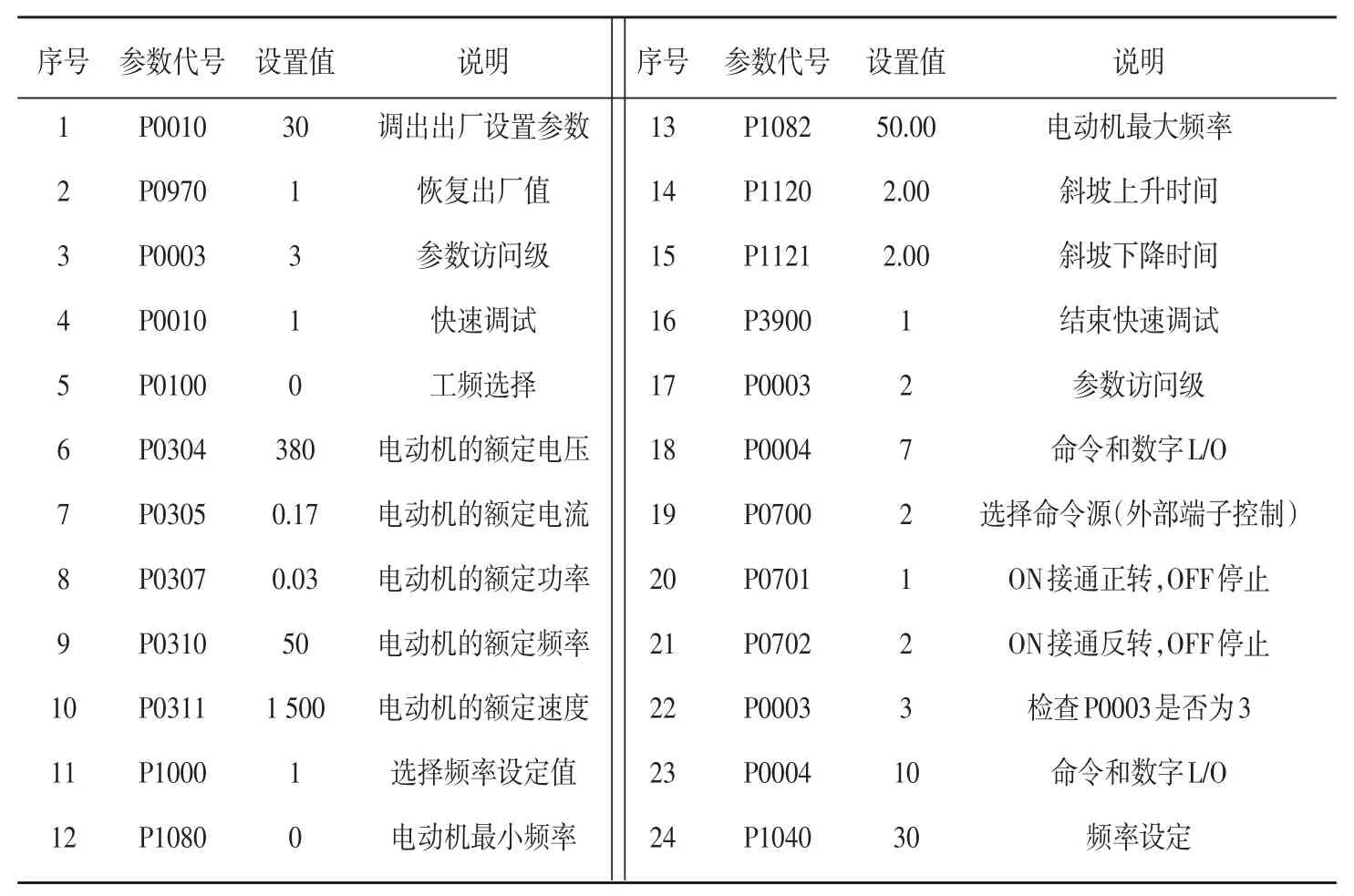
表2 MM 420变频器主要参数设置
3.4 触摸屏模块
选用步科公司的MT4300C触摸屏。在触摸屏上设置“复位”、“启动”、“停止”按钮,用于代替实体按键,并可对搬运的物料个数进行统计。触摸屏界面如图3所示。
图3 触摸屏界面
4 系统程序设计
根据系统的工作原理,完成产品自动分装系统的控制程序设计,主要包括推料、输送检测、机械手旋转抓放料及存储程序段。存储程序段主要包括分装程序段、Q0.0输出脉冲子程序及停止输出脉冲子程序,即为本系统程序设计的重点和难点,下面着重围绕该程序段进行讨论其程序设计。
4.1 分装程序设计
通过控制Q0.0的脉冲个数即可控制运料小车运行的距离,在编程的时候只要对应的货台设置对应的脉冲个数即可实现运料小车精确控制。
因本系统使用的步进电机的步距角为1.8°,步进驱动器细分的设置为8,则步进电机旋转一周所需的脉冲个数为360/(1.8/8)=1 600。步进电机的主动轴的周长为94 mm,即:

当运料小车运行至指点位置后,通过SM66.7(Q0.0的PTO状态位)判断运料小车是否运行到位。到位后,推料气缸推料。推完料后回到步进原点。
4.2 启动与停止Q0.0输出脉冲子程序设计
通过PTO编程,定义输出脉冲,运用脉冲输出指令PLS,可让Q0.0输出脉冲串,驱动步进电机工作,从而完成运料小车运动。
设置PTO控制字SM67为16#00,执行PLS指令,停止Q0.0输出脉冲信号,即终止步进电机的驱动。
5 结束语
本系统采用西门子PLC技术,配合使用触摸屏进行手动或自动控制,实现产品的自动分装。详细介绍了自动分装系统的总体结构设计、主要硬件的选用和系统主要程序设计。实践表明,该自动分装系统运行可靠,能够实现对不同颜色和不同材质产品的辨别,分装误差率低,由于实现了自动化,工人劳动强度降低,劳动生产率得到了显著提高,具有一定的实际应用参考价值。
[1]李庭贵.基于西门子PLC和变频器的物料分拣系统设计[J].制造业自动化,2013(6):93-96.
[2]于昊.PLC在材料自动分拣系统中的应用[J].煤炭技术,2011,34(12):31-32.
[3]彭一航.基于西门子PLC技术的机械手控制系统设计[J].价值工程,2014(21):51-52.
[4]阳胜峰,吴志敏.西门子PLC与变频器、触摸屏综合应用教程:第二版[M].北京:中国电力出版社,2013.
[5]罗庚兴,宁玉珊.基于PLC的步进电动机控制[J].机电工程技术,2007,36(10):66-67.
PLC and Touch Screen Technology in the Products Automatic Loading System
PENG Yi-hang,CHEN Si,HUANG Yuan-min
(Foshan Polytechnic,Foshan528137,China)
Using the technology of Siemens PLC,and with the use of touch screen for manual or automatic control to realize automatic of packaging products.Products will be sent to the conveyor belt through the feeding device,in the process of transmission through the sensor to realize the products of different color and texture discrimination,in the terminal of the conveyor belt mainpulator products will be crawling into the carriage,according to the sensor identification results,material transport trolley will run to a different station for storage products will be made.Practice shows that,the automatic loading system is reliable,the loading error rate is low,due to the realization of automation,reduce the labor intensity of workers,labor productivity has been greatly improved,has certain practical reference value.
PLC;touch screen;sensor;mainpulator
TP27
A
1009-9492(2015)10-0080-04
10.3969/j.issn.1009-9492.2015.10.020
彭一航,男,1985年生,山东菏泽人,硕士。研究领域:电气自动化技术。已发表论文5篇。
(编辑:向 飞)
*院级教学质量工程建设项目(编号:2013JG-021)
2015-04-01
猜你喜欢
煤炭与化工(2022年3期)2022-04-08
锻压装备与制造技术(2021年3期)2021-08-13
湖南工程学院学报(自然科学版)(2020年3期)2020-10-24
装备制造技术(2019年12期)2019-12-25
山东工业技术(2019年4期)2019-10-14
知识就是力量(2018年7期)2018-07-11
科教导刊·电子版(2017年34期)2018-01-31
能源(2017年7期)2018-01-19
自动化博览(2014年12期)2014-02-28
自动化博览(2014年7期)2014-02-28
