薄板矫直机的咬入条件与夹送辊设计
2015-12-08 09:20吴庆君
中国重型装备 2015年2期
关键词:设计
赵 岽 吴庆君
(1.太原重工股份有限公司矫直机研究所,山西030024;
2.淮南市石油化工机械设备有限公司技术部,安徽232033)
薄板矫直机的咬入条件与夹送辊设计
赵岽1吴庆君2
(1.太原重工股份有限公司矫直机研究所,山西030024;
2.淮南市石油化工机械设备有限公司技术部,安徽232033)
摘要:通过对薄板矫直机咬入条件分析,采用在入口侧设置夹送辊装置改善咬入条件的设计方案。对夹送辊装置的结构组成、布置形式和技术参数进行了详细介绍。
辊式板材矫直机的主要技术参数是辊径和辊距。辊径和辊距之间有着密切的联系,它们共同受到咬入条件、矫直质量、强度条件和设计结构局限性的限制而保持一个比较固定的比例。
通常对矫直板材最小厚度为3 mm的矫直机,不是按咬入条件校核最大辊距。因为计算结果表明,当板材最小厚度为3 mm时,按咬入条件计算出的最大辊距值远远大于按强度条件计算出的最小辊距值。而辊径值是按依据强度条件计算出的最小辊距值选择。
因为薄板的矫直比较困难,对高精度的薄板矫直机来说,矫直辊径越小越好,但选择较小的辊径,在设计结构强度条件上却难以满足。若在此前提下选择相对较大的辊径、辊距值,则会降低或破坏板材的咬入条件。故在矫直辊系的入口侧设置夹送辊装置,以改善矫直辊对板材的咬入条件。
本文以一台矫直板材厚度为0.4 mm~0.8 mm的高精度铝合金薄板矫直机为例,对其咬入条件和夹送辊设计进行了介绍。
1 薄板矫直机的性能要求与辊系参数
1.1 矫直板材性能规格要求
矫直温度: 常温
矫直板材: 铝合金板材
板材宽度/mm: 800~1 700
板材厚度/mm: 0.4~0.8
板材屈服强度/MPa:≤350
矫直速度/(m/s): 0.5~1.5
矫平精度要求:矫平精度≤2 mm/m2
1.2 矫直辊规格与材料
矫直辊辊数: 23根
矫直辊直径/mm: 32
矫直辊辊距/mm: 34
矫直辊身长度/mm: 1 900
矫直辊材料: 60CrMoV
按实践经验及“辊式板材矫正机基本参数”JB1465.1—1999选取矫直机规格型号:23-32/34×1900六重式板材矫直机。
2 薄板矫直机的咬入条件
薄板矫直机的咬入条件根据以下情况来分析:
上下矫直辊均有驱动,矫直机前辊道无推送力。由于薄板矫直时弯头量很小,并且其垂直方向的刚性很小,故弯头对咬入的影响忽略不计,板材头部自重对第一个下矫直辊的压力忽略不计。薄板咬入时的力学模型如图1所示。
板材进入矫直辊的阻力,主要是由上辊压下量使辊缝小于板材厚度所造成的。而压下量的大小是由板材矫直所需的弹塑性弯矩和辊距所决定的。辊距与辊径直接相关(辊距T≈1.06辊径),辊距过大压下量就会增大,进而使咬入阻力增大,所以辊距大小与咬入条件互有影响。
入口端的压弯量e以咬入为主,不需产生过大弯曲,可按弹塑性最大挠度来设定其压弯挠度,矩型材最大弹性挠度约等于其弹性极限挠度的两倍。压弯量e的计算公式为:

图1 咬入时的力学模型
式中σt——板材弹性极限强度,σt=35 kgf/mm2;
E——钢质弹性模量,E= 2.1×104kg/mm2;
H——板厚,单位为mm;
T——辊距,单位为mm。
咬入力为摩擦力P,可分解为水平分力Px及下辊送进力Fx;推出力为工件头部对辊子顶撞力的水平分力Nx。咬入力必须大于推出力才能咬入,即
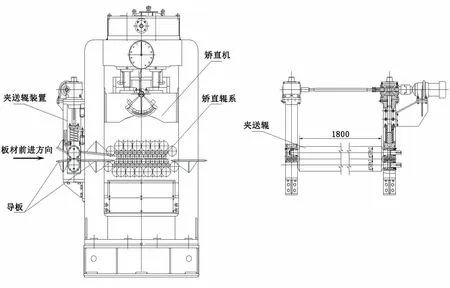
图2 夹送辊布置结构
辊子与工件之间的法向压力为N及Fx,它们之间的摩擦系数为μ,辊子对工件的咬入角为α,工件与辊子之间各垂直分力处于平衡状态,可将咬入条件改写为:
式中辊子与工件之间的滑动摩擦系数μ=0.2。
由图1中几何关系可知,cosα=(R-e)/R,sinα=(2Re-e2)1/2R,代入公式(2)可得:
解此二次方程可得最小辊半径为:R=13e,将e值代入公式(1)可得:
将R=D/2及T=1.06D代入公式(3)得:
这是根据咬入条件计算得出的辊径最大值。该辊径值在设计结构上无法实现,在强度条件也无法满足要求。所以为了克服咬入困难,采用了夹送辊来保证板头的咬入。
3 夹送辊的结构设计
在矫直辊系的入口侧设置夹送辊装置,是为了克服板材头部翘起时顶到直径较小的矫直辊不能咬入的障碍。在夹送辊前、夹送辊与矫直辊之间不仅要设置喇叭形入口导板,而且夹送辊辊径也要加大。如果夹送辊与工件间是刚性夹紧,则会发生因工件变形所造成的夹紧力不均匀现象,因此夹送辊的压紧力要由弹性元件来提供,其压力可随板材的宽、厚差异而变化。
夹送辊装置布置在矫直机入口侧机架上布置结构如图2所示。减速电机通过压下蜗轮减速机带动压下丝杆升降来调整上夹送辊的开口度。上夹送辊的压紧力由作用于上轴承座的弹簧提供,并可通过调整弹簧压缩量进行压紧力的设定。夹送辊材料采用38SiMnMo经调质热处理,辊面采用聚氨基甲酸酯包层以保护板面,增加摩擦系数。
4 夹送辊的参数设计
夹送辊的送料力T按最小和最大板厚的纵向刚度确定,计算公式为:
式中l——夹送辊中心线到第二根矫直辊中心线距离,l= 445 mm;
J——板材横截面的惯性矩,单位为mm。
式中h——板厚,h=0.4 mm~0.8 mm;
b——板宽,b=1 700 mm。
当板厚h取最小值时,送料力最小,当板厚h取最大值时,送料力最大。
计算最大送料力公式为:
双辊传动的夹送辊对板材的压力Q2为:
式中fc——夹送辊与板材之间的摩擦系数。采用聚氨基甲酸酯包层辊时,fc=0.2~0.25。
夹送辊对板材的压力Q2是弹性压下中弹簧最大工作压力的依据。实践证明,采用比计算值稍大的送料力可以分担一部分矫直负荷。
双辊传动的夹送辊的扭矩Mc2为:
式中DC——夹送辊直径,Dc=120 mm。
夹送辊的功率Nc为:
式中V——矫直速度,V=0.5 m/s~1.5 m/s;
η——传动效率,η= 0.95。
5 结论
通过分析薄板矫直机的咬入条件进行夹送辊的结构设计和送料参数设计,以改善矫直辊对板材的咬入。薄板矫直机夹送辊的设计结构简单、实用性强、传动平稳,可实现板材的顺利咬入,提高了设备的生产效率,矫后板材成品质量得到提升。
编辑杜敏
发展服务业并不意味着忽视制造业
产业结构转型升级是经济发展的重要标志,促进服务业发展是我国经济发展的重要方向。但是,服务业占比高未必经济发展水平就高,关键要看制造业是否充分发育、足够强大到能够为经济持续发展提供创新动力。
产业结构演变与人均收入水平并不总是互为因果关系,人均收入水平提高形成的服务消费需求,可以拉动产业结构向以第三产业为主转变;但产业结构变化对人均收入提高是否有作用,主要看产业结构变化能否形成结构红利,即资源向效率更高的产业配置。高收入国家经过多年发展,形成了以第三产业为主导的产业结构。然而,如果发展中国家片面追求第三产业占比高,则有可能阻碍经济发展。
从美、日、欧等发达国家看,尽管第三产业占比已超过70%,但它们在制造业领域仍保持领先地位,仍然主导着全球技术进步方向。调查显示,美国、日本、德国等发达国家在汽车、航空航天、新材料、新能源、信息和通信技术等领域仍扮演着全球技术发展“领导者”角色。
可见,加快发展服务业并不意味着忽视制造业。我国已成为世界工业大国,但制造业总体上仍以代工、加工为主;重大装备制造不断取得进步,但大部分处于加工和仿制阶段,真正拥有核心技术与自主知识产权的产品并不多。我国制造的产品附加值低,在高端制造业环节缺乏竞争力。在这种条件下,应充分认识产业结构早熟风险,更加注重提高工业尤其是制造业发展水平,加快推进制造业转型升级。
(摘自人民日报2015-05-12)
关键词:薄板矫直机;咬入条件;夹送辊;设计
Feeding Condition and Pinch Roll Design of Thin Sheet Straightener
Zhao Dong, Wu Qingjun
Abstract:By analyzing on feeding condition of thin sheet straightener, the design project of mounting pinch roll device at the side of straightener rolls entrance has been described for improving feeding condition. Structural composition, arrangement and technical parameters of pinch roll device have been illustrated as well.
Key words:thin sheet straightener; feeding condition; pinch roll; design
收稿日期:2014—07—07
中图分类号:TG333.2+3
文献标志码:A
猜你喜欢
河北画报(2020年8期)2020-10-27
现代装饰(2020年7期)2020-07-27
流行色(2020年1期)2020-04-28
电子制作(2019年19期)2019-11-23
电子制作(2019年15期)2019-08-27
电子制作(2019年7期)2019-04-25
艺术启蒙(2018年7期)2018-08-23
海峡姐妹(2017年7期)2017-07-31
Coco薇(2017年5期)2017-06-05
商周刊(2017年26期)2017-04-25