
数控车削中几个复合循环指令应用的探讨
2015-12-17 07:13张吉玲
现代制造技术与装备 2015年6期
张吉玲
(常州机电职业技术学院,常州 213164)
数控车削中几个复合循环指令应用的探讨
张吉玲
(常州机电职业技术学院,常州 213164)
数控车削中采用复合循环指令编程可以简化程序,减少程序所占用的内存,但经常有人在应用复合循环G71、G72、G73时,出现较多走空刀或撞刀等事故。本文主要分析了复合循环G71、G72、G73的特点及应用时常见的错误,并通过实例阐述几个复合循环的灵活应用。
数控车削 复合循环 应用
“数控车削技术”是一门理论性、实践性较强的课程,其学习目的是了解当今先进的机械制造方法,充分发挥当今大学生知识新、反应快、创造力强的特点,结合具体的实践教学,广泛培养学生的动手能力、综合应用能力和创新能力。为了了解编程的基本原理及方法,手工编程仍为常用的基本学习、训练内容之一。对加工形状简单的零件,计算比较简单,采用手工编程较容易完成,因此,在点定位加工及由直线与圆弧组成的轮廓加工中,手工编程被广泛应用。为了简化编程,系统往往提供复合循环,因为采用复合循环,编程时只需给出精加工形状的轨迹、指定加工的吃刀量,系统就会计算出加工路线和加工次数,自动决定中途进行粗车的刀具轨迹,因此,采用复合循环可大大简化编程,但应用不当将降低加工效率,或引发撞刀事故。下面以FANUKC 0--TD系统为例,说明其常用复合循环的特点及常见问题的解决方法。
1 外园/内孔粗车复合循环(G71)
格式:G71U(△d)R(e)
G71P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t)
图1为G71粗车循环示意图,其特点是切深(△d)方向为径向方向(X向),快速退刀(R)方向为平行于主轴轴线的方向(Z向),每次快速退刀的终点Z坐标都要接近循环起点A的Z坐标。由图1可知,复合循环G71指令适合车削各处余量不均匀的棒料毛坯轴类零件的大部分余量。

图1 G71粗车循环示意图
利用G71指令加工棒料毛坯时,若是内凹较深的轴类零件,将会发生撞刀事故。因为刀具没完全径向退出凹槽就快速轴向退刀。解决办法是利用G73指令加工该类零件。
2 端面车削复合循环(G72)
格式:G72W(△d)R(e)

图2为G72粗车循环示意图,其特点是切深(△d)方向为轴向方向(Z向),快速退刀(R)方向为径向的方向(X向),每次快速退刀的终点X坐标都要接近循环起点A的X坐标,所以适合车削棒料毛坯盘类零件的大部分余量。

图2 G72粗车循环示意图
常见问题的解决方法:编程的先后顺序错误。使用G72指令按轮廓编程的顺序应从A→A′→B编程,此处与G71的用法(按轮廓编程应从A→B→A′编程)有区别,应加以注意。
3 封闭车削复合循环(G73)
格式:G73U(△i)W(△k)R(d)

图3为G73粗车循环示意图,粗车的轨迹和零件轮廓尺寸相符,所以适合加工余量较均匀的锻件、铸件毛坯零件及内凹的轴类零件。

图3 G73粗车循环示意图
常见问题及解决方法:当加工余量不均匀的轴类零件时,余量较小处在开始加工时走空刀,影响生产率;在加工内凹处,一侧有时出现过切。解决方法是先利用一般指令粗略加工,使各处余量相近,再利用G73进行加工;为了防止过切,让G73P(ns)Q(nf)U(△u)W(△w)F(f)S(s) T(t) 中的△w=0即可。
G71、G72、G73都为粗车循环指令,实际应用时,应根据毛坯的类型、零件的形状等具体情况灵活选用。
4 实例应用
现以一实例说明数控车床中几个复合循环的灵活应用。
编制如图4所示零件的加工程序。工艺条件:工件材质为45#钢,毛坯为直径Φ45mm的棒料;刀具选用:1号93°外园车刀,2号4mm宽切断刀。

图4 某零件加工程序
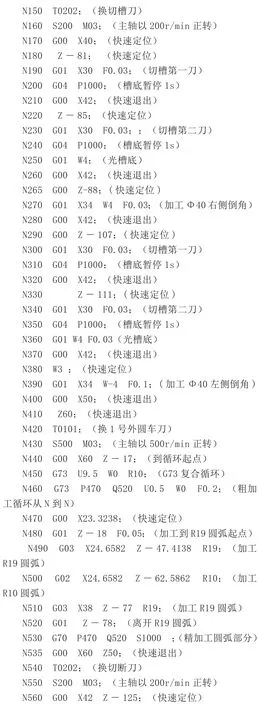
分析:此为轴类零件,毛坯为棒料,按一般情况,为了简化编程,应采用复合循环G71按工件轮廓编程,进行粗车,但进一步分析,此为中间内凹的零件,所以不能单纯用G71按工件轮廓编程,进行粗车,否则在粗车内凹处会发生撞刀事故,不能加工出所需零件;若用G73按工件的轮廓编程进行粗车,由于各处余量不均匀,在开始加工时,空刀较多,加工效率低;所以考虑到既要编程简单,又要提高加工效率,此零件可先用G71编程加工出圆柱部分,再用G73编程加工出圆弧内凹部分,切槽穿插在其中加工。参考程序如下:


猜你喜欢
汽车实用技术(2022年15期)2022-08-19
化工管理(2021年7期)2021-05-13
汽车实用技术(2019年21期)2019-11-22
传感器与微系统(2019年9期)2019-09-11
制造技术与机床(2019年9期)2019-09-10
重型机械(2018年6期)2019-01-07
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年8期)2017-11-27
中南大学学报(自然科学版)(2014年4期)2014-04-01
