焊接工艺参数对12Cr1M oV异质接头焊接残余应力影响分析*
2015-12-21 01:17张胜跃冯秋霞张宇栋
焊管 2015年11期
张胜跃,卿 黎,冯秋霞,张宇栋
(1.昆明理工大学 国土资源工程学院,昆明 650093;2.中国地质大学(武汉)工程学院,武汉 430074)
焊接工艺参数对12Cr1M oV异质接头焊接残余应力影响分析*
张胜跃1,卿 黎1,冯秋霞2,张宇栋1
(1.昆明理工大学 国土资源工程学院,昆明 650093;2.中国地质大学(武汉)工程学院,武汉 430074)
选取12Cr1MoV异质接头作为试验材料,研究了焊接电压、焊接电流和焊前预热温度三种主要的焊接工艺参数之间的耦合关系,并通过试验和运用有限元法对焊接过程进行实例分析与模拟验证。结果表明:焊接残余应力分布情况曲线特征与模拟结果相吻合;焊接残余应力模拟影响区域与试验结果测量值相符;焊接电压、焊接电流能够较为集中的进行热输入,其与焊接残余应力线性正相关,焊前预热温度通过与焊接电压、焊接电流之间的交互作用会对焊接残余应力产生一定的影响。
焊接;12Cr1MoV异质接头;焊接工艺参数;有限元法;焊接残余应力
12Cr1MoV钢具有优良的热稳定性、韧性及抗热疲劳性能,是一种珠光体体耐热钢,且易于加工成形[1],目前广泛应用于电站锅炉中。由于其母材及焊材金属性能不同,会导致其异质接头产生较大的焊接残余应力,且该残余应力较为复杂,从而会对构件的承载能力造成影响[2-3]。为提高12Cr1MoV异质接头的焊接质量,本研究以整个工艺流程作为切入点,分析何种焊接参数对12Cr1MoV异质接头的焊接残余应力会造成影响,结合有限元法对实际焊接环境进行模拟[4],并采用正交设计法对影响12Cr1MoV异质接头的焊接工艺参数进行组合分析。通过对试验结果和有限元模拟的分析[5-6],为合理选择焊接工艺参数,提高12Cr1MoV异质接头的焊接质量提供了方法。
1 试验部分
1.1 试验材料
试验选用的母材取自某钢厂生产的12Cr1MoV钢板(12Cr1MoV异质接头由高韧性淬火回火低合金钢制造[7],组织为铁素体)制取试件。规格为300mm×150mm×20mm,测量焊接残余应力采用盲孔法,用Sigmar ASDM2-16型8路应变同步采集系统和Sigmar综合测试平台测得。试验材料的化学成分[8]与力学性能见表1和表2。焊条成分可以进行适当的调整,如降低C含量,增加Mo和V的含量,可以提高其焊接性能和力学性能。其中增加Mn和Si含量可以提高12Cr1MoV钢的淬透性;增加V和Cr可以控制晶粒度,提高其韧性,选用的12Cr1MoV力学性能要略高于焊条材料。

表1 试验材料的化学成分 %

表2 试验材料的力学性能
1.2 试验工艺方案
本次试验采用3个小组无交互作用的正交设计,使用相同焊条和相同的母材分别在不同的焊接参数条件下完成,试验实施方案见表3,详细焊接工艺参数见表4。切割成V形坡口,钨极氩弧焊接工艺,20%CO2+80%Ar混合气体做保护,焊丝为R317。采用16道焊接工艺(第1道焊为打底焊)焊成。焊接电压20~30 V,焊接电流110~150 A,焊前预热温度 250~300℃,焊后进行770℃、保温1 h的回火热处理[9-10]。焊接接头结构如图1所示。
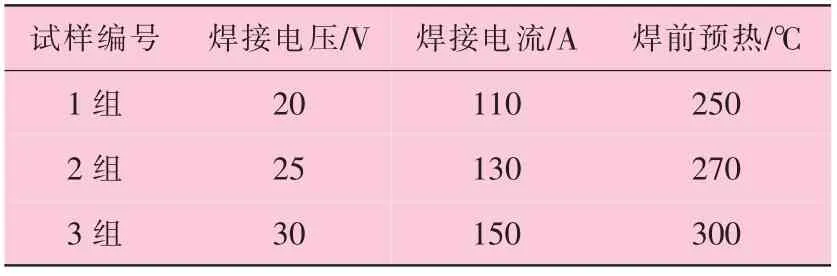
表3 试验方案

表4 焊接工艺参数
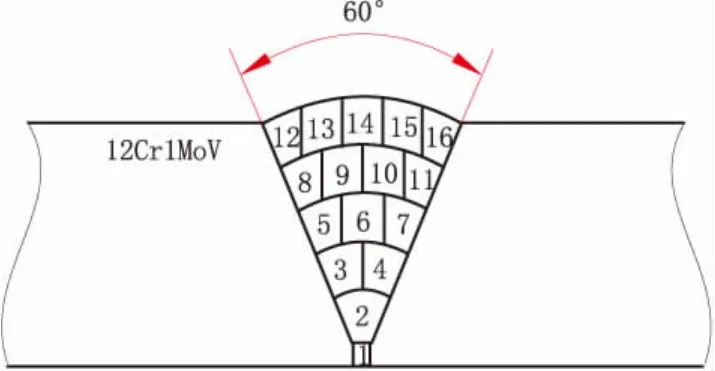
图1 焊接接头结构示意图
2 试验分析
2.1 数据分析
根据上述试验工艺测得在不同电压、电流和焊前预热温度组配下的焊接残余应力值见表5。从表5可以看出,2#组水平搭配A1,B2,C2,即焊接电压设置20 V、焊接电流设置130 A、焊前预热260℃时,测得的焊接残余应力最小。为更好地对比分析结果,取0#组(各个参数为中间值)为标准试件,对比其余9组试验结果:①0#组与1#组对比可知,当分别降低焊接电压、焊接电流和焊前预热温度时,焊接残余应力相应也会减小,减小幅度为28.7%。②0#组与2#组对比可知,当焊接电流和焊前预热温度相同时,降低焊接电压,焊接残余应力减小,减小幅度为32.8%。③0#组与3#组对比可知,当分别增加焊接电流和焊前预热温度,而降低焊接电压时,焊接残余应力有所减小,减小幅度为20.5%。④0#组与4#组对比可知,当焊接电压和焊前预热温度不变时,降低焊接电流,焊接残余应力有所减小,减小幅度为11.8%。⑤0#组与5#组对比可知,当焊接电压、焊接电流保持不变时,只增加焊前预热温度,焊接残余应力减小,减少幅度为4.2%。⑥0#组与6#组对比可知,当焊接电压不变时,焊接电流增加,焊前预热温度减少,焊接残余应力有所增加,增加幅度为2.3%。⑦0#组与7#组对比可知,当增加焊接电流和焊前预热温度时,减少焊接电流时,焊接残余应力增加,增加幅度为10%。⑧0#组与8#组对比可知,当焊接电压增加,焊前预热温度减小,焊接电流不变时,焊接残余应力增加,增加幅度为14.7%。⑨0#组与9#组对比可知,当增加焊接电压和焊接电流,焊前预热温度不变时,焊接残余应力增加,增加幅度为24.1%。
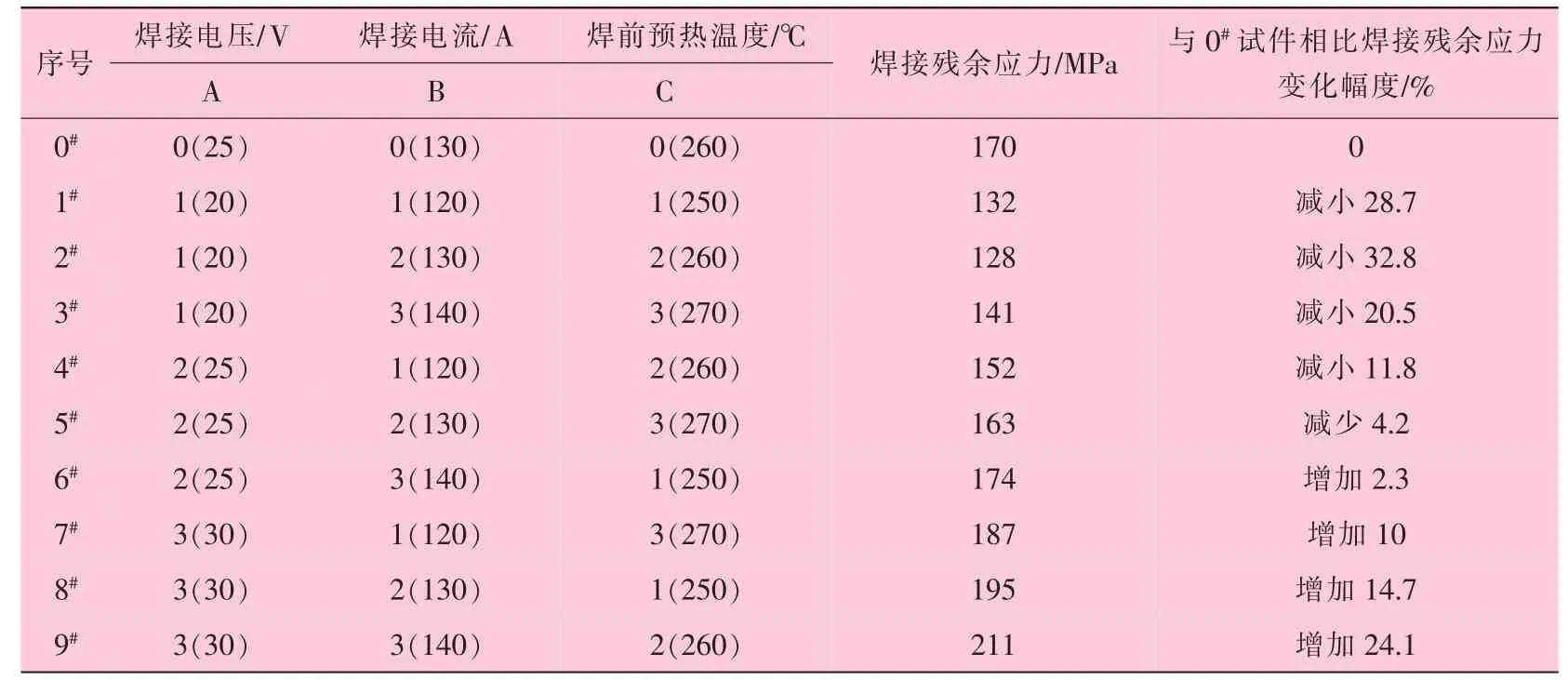
表5 试验结果分析
2.2 利用有限元法对工艺参数进行模拟分析
以上试验是基于正交设计对12Cr1MoV异质接头焊接过程中的三个影响因素进行了影响分析,试验得出焊接残余应力[11-12]。本研究利用有限元焊接软件Simufact.welding进行分析,有限元软件模拟焊接的最大特点是动态模拟全焊接过程,在焊接过程中,温度场与应力应变场是双向耦合的。为更直观反映出采用不同焊接工艺参数的焊接残余应力,模拟试验采用上述正交设计试验中的1#组和9#组的焊接工艺参数进行模拟(设置并使有限元焊接工艺参数与正交试验设计的焊接工艺参数设置保持一致)如图2所示,对比可知:9#组的焊接残余应力明显减少。

图2 1#组和9#组的有限元焊接残余应力模拟
不同焊接工艺参数条件下的异质接头横向和纵向方向的焊接残余应力分布情况曲线如图3所示。 由图 3(a)和图 3(b)可知, 图 3(a)中的焊接电压的焊接横向应力和图3(b)中焊接电压的焊接纵向应力,对于最大电压(30 V)和最小电压(20 V)的设置值,横向应力曲线中两条应力分布曲线具有一定的独立性,纵向应力曲线出中两条应力分布曲线峰值差较大,说明焊接工艺参数中焊接电压对焊接残余应力的影响较大;由图3(c)和图3(d)可知,图3(c)中的焊接电流的焊接横向应力和图3(d)中焊接电流的焊接纵向应力,对于最大电流(140 A)和最小电流(120 A)的设置值,横向应力曲线中两条应力分布曲线具有一定的相似性,纵向应力曲线出中两条应力分布曲线峰值差不大,说明焊接工艺参数中焊接电压对焊接残余应力的影响不如焊接电压对焊接残余应力的影响; 由图 3(e)和图 3(f)可知, 图 3(e)中的焊前预热温度的焊接横向应力和图3(f)中焊前预热温度的焊接纵向应力,对于最大预热温度(270℃)和最小预热温度(250℃)的设置值,横向应力曲线中两条应力分布曲线部分具有一定的重合,纵向应力曲线出中两条应力分布曲线峰值差很小,说明焊接工艺参数中焊前预热温度对焊接残余应力的影响不如焊接电压和焊接电流对焊接残余应力的影响。 对比图3(a)、图 3(c)和图3(e)可知,在不同的焊接工艺参数设置下,横向焊接残余应力在焊缝区的波动较大,12Cr1MoV和母材中横向焊接残余应力波动较小,说明焊缝处的热输入较大时对横向焊接残余应力产生一定的影响; 对比图 3(b)、图 3(d)和图 3(f)可知,在不同的焊接工艺参数设置下,随着热循环不断进行,在第一道打底焊接时纵向焊接残余应力都有所增加,随着热循环的不断加载,纵向焊接残余应力也随之波动,且因焊接工艺参数设置的不同而波动幅度不同,其中纵向焊接残余应力对焊接电压的增加波动较其他焊接参数而言最为敏感,反映出焊接电压对热输入的影响较大。
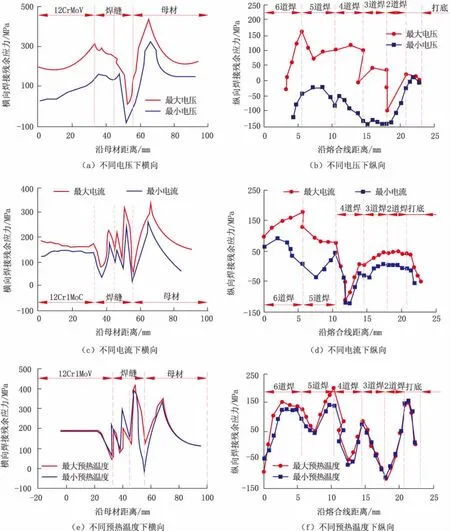
图3 不同焊接工艺条件下异质焊接接头横向和纵向焊接残余应力分布曲线
3 结 论
通过对比试验和模拟相结合的方式,研究了焊接电压、焊接电流和焊前预热温度三种主要的焊接工艺参数之间的耦合关系。
首先,以正交设计试验对12Cr1MoV异质接头的焊接残余应力的测量结果为依据,并结合横向和纵向方向的焊接残余应力分布情况曲线分析,定量与定性相结合的方式说明了焊接残余应力对焊接电压、焊接电流和焊前预热温度三种主要的焊接工艺参数的敏感程度。
其次,通过试验和模拟印证了焊接电压对12Cr1MoV异质接头的残余应力影响最大,焊接电流次之,焊前热处理对焊接残余应力的影响相对较小的结果。
最后,通过试验设计方案固定其他焊接工艺参数,结果表明焊接残余应力与电压、电流线性正相关,焊前预热温度对焊接残余应力的相关性不明显,但也是影响焊接残余应力的因素之一。这说明电压、电流能够较为集中的进行热输入,焊前预热只是被动地进行物理加热对焊接残余应力的影响有限,但与焊接电压、焊接电流的交互作用下对焊接残余应力具有一定的影响。
[1]吴文慧.12Cr1MoVG厚壁珠光体耐热钢管的焊接[J].压力容器制造, 2012(18):52-55.
[2]NING Baoqun, LIU Yongchang, YIN Hongqi, et al.Development and investigation of ferritic heat resistant steels for boiler tube of the advanced power plants[J].Materials Review, 2006, 20(12): 83-86.
[3]周文.1Cr18Ni9Ti与12Cr1MoV异种钢接头焊接工艺[J].焊接技术, 2002, 31(5): 29-30.
[4]杨富,章应霖,任永宁.新型耐热钢的焊接[M].北京:中国电力出版社,2006:1-33.
[5]高巍,姜勇,巩建鸣,等.T91/12Cr1MoV异质接头焊接残余应力模拟与分析[J].中国电机工程学报,2012, 32(6): 127-130.
[6]史志伟.92/12Cr1MoV异种钢焊接温度场的数值模拟[J].机械研究与应用, 2010(4):99-102.
[7]刘翠荣,吴志生,赵志英.12Cr1MoV珠光体耐热钢的焊接工艺[J].山西机械, 1999(1):12-16.
[8]迟露鑫,孙昭藩,伍光凤.12Cr1MoV耐热钢管焊接温度场模拟与试验验证[J].焊接学报,2014,35(10):89-92.
[9]王志红,赵进忠,李太彬.T91与12Cr1MoV异种钢的焊接工艺[J].焊接, 2006(10):54-56.
[10]王世强,张媛.P91+12Cr1MoV异种钢厚壁大径管焊接工艺[J].电焊机, 2009, 39(3): 92-94.
[11]罗征志,曾京,方华伟.封头坯料拼焊成形焊接残余应力分析[J].机械工程学报,2013,49(10):127-133.
[12]邓德安.退火温度对SUS304不锈钢焊接残余应力计算精度的影响[J].金属学报, 2014, 50(5):626-632.
Influence ofW elding Process Parameters on 12Cr1M oV Heterogenic JointW elding Residual Stress
ZHANG Shengyue1,QING Li1,FENG Qiuxia2,ZHANG Yudong1
(1.Faculty of Land Resources Engineering,Kunming University of Science and Technology,Kunming 650093,China;2.Faculty of Engineering,China University of Geosciences(Wuhan),Wuhan 430074,China)
In this article,it selected 12Cr1MoV heterogenic joint as experimentalmaterial,studied the coupling relationship among 3main welding parameters,including welding voltage,welding currentand pre-heating temperature before welding.The instance analysis and simulation verification were carried out for welding process through experiments and finite element method.The results showed that the curve characteristics of welding residual stress distribution and simulation results are identical with each other;simulation area of welding residual stress is consistentwith the resultsmeasured value;the welding voltage and welding current can be obtained at relatively concentrated heat input,it is the linear positive correlation with the welding residual stress.Before welding,the pre-heating temperature will have certain influence on welding residual stress through the interaction between welding voltage and welding current.
welding;12Cr1MoV heterogeneity joint;welding process parameters;finite elementmethod;welding residual stress
TG457.1
A
1001-3938(2015)11-0001-05
云南省教育厅科学研究基金重点项目“锅炉压力容器焊接缺陷及焊接接头疲劳分析”(项目号KKJD201521001);昆明理工大学自然科学研究基金资助项目“锅炉焊接缺陷的分析与安全评定”(项目号KKSY201321083)。
张胜跃(1990—),男,硕士研究生,研究方向为焊接结构可靠性。
2015-07-24
修改稿收稿日期:2015-09-28
谢淑霞
猜你喜欢
北方论丛(2021年2期)2021-05-22
中学生数理化·中考版(2020年12期)2021-01-18
中学生数理化·中考版(2020年10期)2020-11-27
小学科学(学生版)(2019年10期)2019-11-16
中学生数理化·中考版(2018年10期)2018-12-07
中学生数理化·中考版(2016年10期)2016-12-22
电子制作(2016年21期)2016-05-17
电测与仪表(2016年11期)2016-04-11
云南师范大学学报(自然科学版)(2015年5期)2015-12-26
中央民族大学学报(自然科学版)(2015年2期)2015-06-09