9Ni钢及其焊材的研究与应用
2015-12-21 01:17李亚军
焊管 2015年11期
李亚军,杨 飞
(四川大西洋焊接材料股份有限公司,成都610500)
9Ni钢及其焊材的研究与应用
李亚军,杨 飞
(四川大西洋焊接材料股份有限公司,成都610500)
介绍了储存和运输液化天然气所用低温9Ni钢的发展历程,以及国内外常见9Ni钢的化学成分和力学性能。重点介绍了9Ni钢焊接过程中容易出现的问题,如热裂纹、冷裂纹、电弧磁偏吹等,给出了控制焊接热裂纹的措施。研制的埋弧焊剂CHF205配套焊丝CHW-NiCrMo-3、焊剂CHF206配套焊丝CHW-NiCrMo-4,焊接后焊缝脱渣容易,无夹渣、咬边、气孔等缺陷,且焊缝具有优良的塑性、韧性和抗裂性能。
焊接;9Ni钢;焊接材料;低温韧性
随着我国经济的迅速发展,液化天然气(LNG)用量每年以10%的速度增长,预计不久的将来,天然气将成为我国在煤和石油之后的第三大能源。储存和运输LNG所用低温9Ni钢已成为钢铁行业生产的又一个焦点[1]。
9Ni钢取代Ni-Cr不锈钢已成为建造LNG低温储罐的主要材料。9Ni钢始于美国国际镍公司的产品研究实验室,最低使用温度可达-196℃。第一台9Ni钢储罐于1952年在美国率先投入使用。1980年,我国从法国引进7台9Ni钢制作的容积达1.0×104m3球罐,并于20世纪80年代末开始进行LNG装置的实践。2004年,我国首个大型低温液化气项目(广东LNG工程)共有3台大型储罐,单台容积1.6×104m3。到目前为止,中石油、中石化和中海油已建成或在建的大型低温LNG储罐有20多台。因9Ni钢具有良好的焊接性能及优良的低温韧性,成为国际上低温设备领域使用广泛的钢种,我国也在逐步实现9Ni钢的国产化[2-3]。从2008年开始,在国家发改委等部门支持下,鞍钢、南钢及太钢等国内钢铁企业陆续成功研发出国产低温9Ni钢,打破了9Ni钢长期进口现象,加速了我国LNG工业的发展[4]。
1 9Ni钢组织成分和力学性能
9Ni钢的低温力学性能主要决定于其化学成分,尤其是C和N的含量。此外,9Ni钢的韧性还取决于钢的纯净度和微观组织。国内外各种9Ni钢的牌号和化学成分及力学性能见表1和表2。较低的碳含量可使回火时马氏体中碳化物的析出减少,提高低温韧性,而碳含量过高则会使焊接性能和冷脆性能显著恶化。9Ni钢中添加Ni,可增强基体的交叉滑移能力,减少间隙原子与位错的交互作用,可降低Ac3点、细化晶粒、降低脆性转变温度,使材料的低温韧性得到明显改善[3,5]。
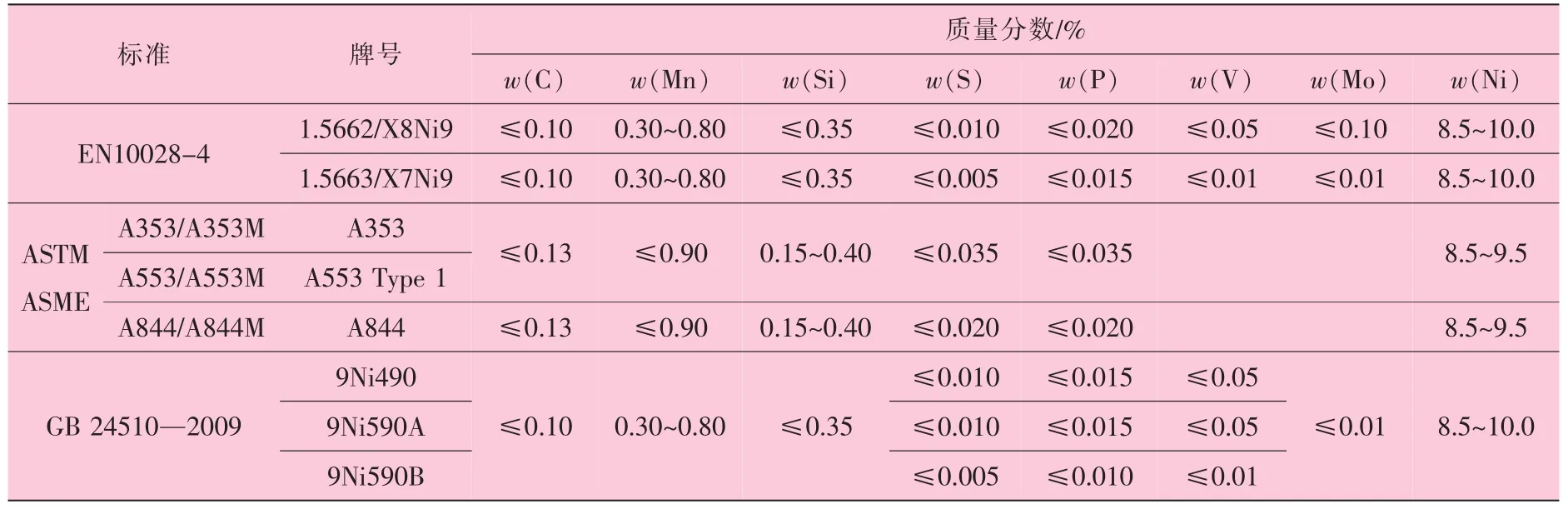
表1 国内外各种9Ni钢的牌号和化学成分
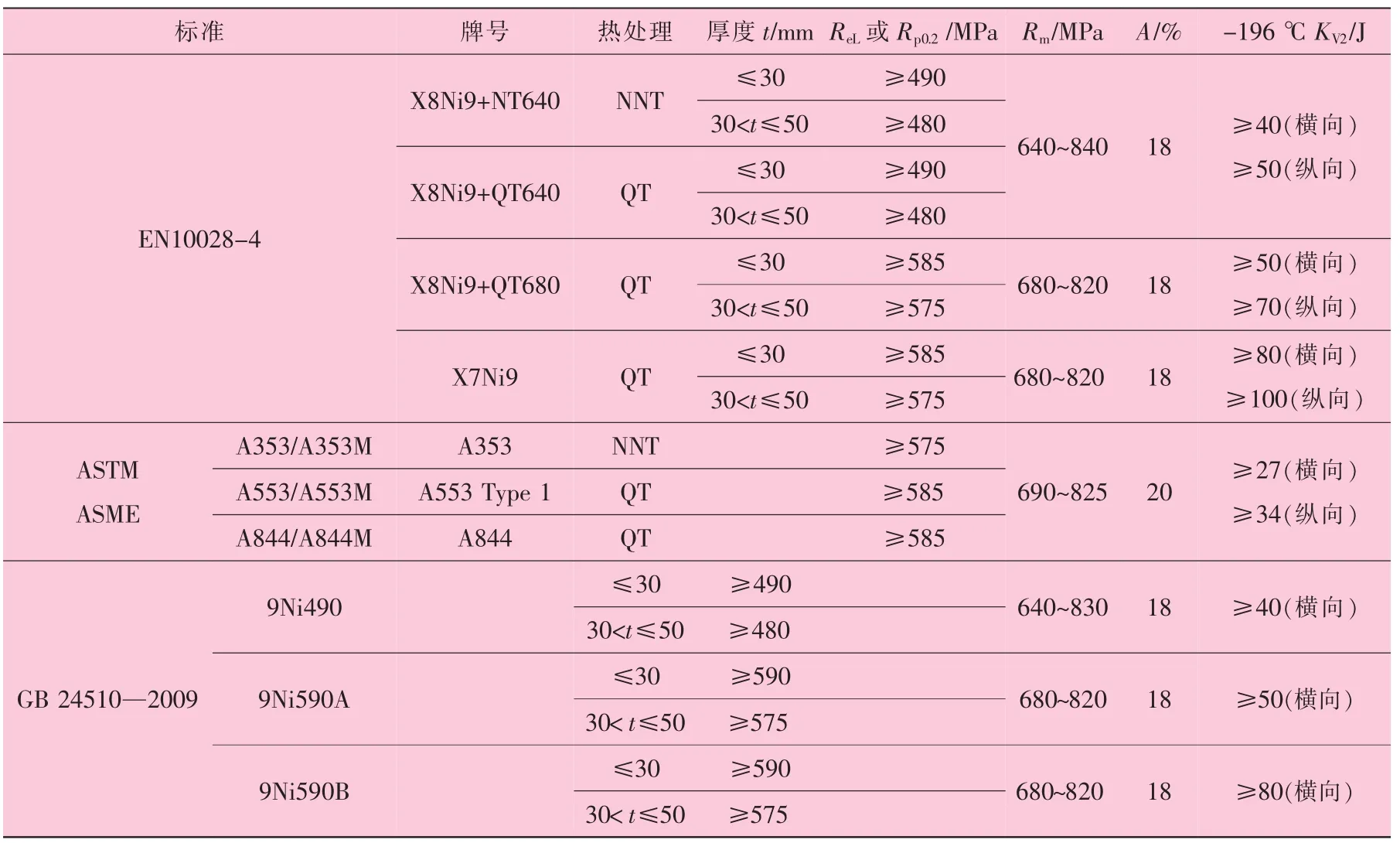
表2 国内外各种9Ni钢的力学性能
目前,9Ni钢有三种主要热处理工艺[2,6-10]:①NNT处理,第一次正火加热至900℃空冷,第二次正火加热至790℃空冷,然后在550~580℃回火后急冷,处理后的组织为回火马氏体与贝氏体。②QT处理,在800℃水淬或油淬.然后550~580℃回火,处理后的组织为低碳马氏体。③IHT处理,即α+γ双相区淬火+回火,通常800℃水淬+670℃水淬,然后经550~580℃回火,处理后的组织为低碳马氏体。在这三种热处理工艺中,经NTT处理的9Ni钢低温韧性最差,其次是QT处理,经IHT处理的最好。原因在于:①相同回火温度下,逆转奥氏体数量比经QT处理后多;②不同温度回火处理,经QT与IHT处理的9Ni钢可获得同样数量的逆转奥氏体,但QT处理的逆转奥氏体析出部位较集中分布于原奥氏体晶界与马氏体束界上。经IHT处理的逆转奥氏体分布比较均匀,尤其是在马氏体板条间析出,析出的弥散性提高了9Ni钢的韧性。
2 9Ni钢焊材
目前,9Ni钢在电弧焊中常用的焊接材料有4 种, 即 w(Ni)=11%的铁素体型、 w(Ni)=13%和w(Cr)=16%的奥氏体不锈钢型、 w(Ni)>60%的镍基型(Ni-Cr-Mo系合金)和 w(Ni)≈40%的 Fe-Ni基型(Fe-Ni-Cr系合金)。其中,9Ni钢焊接常用的焊条是ENiCrMo-3和ENiCrMo-6,焊丝是ERNiCrMo-3和ERNiCrMo-4。这类焊材主要依赖国外进口,如日本神钢,进口价格昂贵且周期长,严格制约着我国9Ni钢及其LNG工业的发展。
针对这种情况,四川大西洋焊接材料股份有限公司研制了ENiCrMo-6焊条。该焊条焊接过程中脱渣好,焊接后的焊缝具有优良的塑性、韧性和抗裂性能,抗拉强度可达680 MPa(GB/T 13814规定为620 MPa),延伸率可达40%(GB/T 13814规定为35%),在-196℃冲击吸收功 KV2可达到130 J,满足9Ni钢的使用要求。此外,新研制的埋弧焊剂CHF205配套焊丝CHWNiCrMo-3和CHF206配套焊丝CHW-NiCrMo-4,两种渣系为铝碱型碱性渣系。焊接过程中工艺性能优良,脱渣容易,无夹渣、咬边、气孔等缺陷,力学性能优异。埋弧焊熔敷金属力学性能见表3。
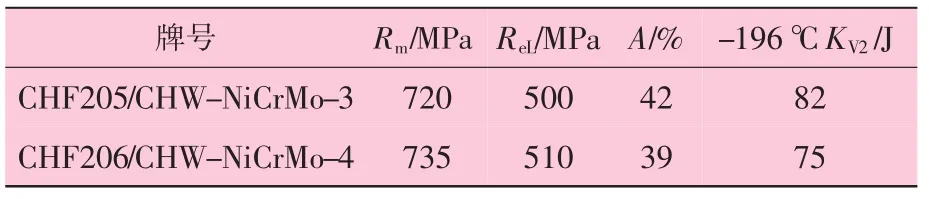
表3 埋弧焊熔敷金属力学性能
3 焊接难点及对策
9Ni钢焊接过程中容易出现的问题主要包括热裂纹、冷裂纹、电弧磁偏吹和低温韧性四种,其中热裂纹缺陷比较突出,需要重点控制。
3.1 热裂纹
9Ni钢焊接时可能出现的热裂纹主要有四种,即折叠中的显微裂纹或疏松、高温失塑裂纹、液化裂纹、弧坑裂纹。其中,弧坑裂纹倾向比较大,其实质是一种沿晶间开裂的典型的凝固时产生的热裂纹。因此,在焊接过程中,应尽可能减小弧坑,弧坑越小则弧坑裂纹越不容易产生,同时要注意填满弧坑,并且在清根时应打磨成U形坡口,避免出现窄而深的V形坡口[11]。
减少有害杂质元素是消除以上几种裂纹最根本的办法。此外,正确的收弧技术并配合适当打磨也可避免热裂纹的出现[3]。
3.2 冷裂纹
在焊接不当的情况下,低镍型焊条会产生冷裂纹,如用低镍高锰型奥氏体焊条焊接时,熔合区会出现高硬度的马氏体带,对氢脆比较敏感。由于9Ni钢自身有较好的抗冷裂能力,正常施焊条件下一般不会产生冷裂纹。若焊接不当,会有一定的冷裂敏感性。如果焊条、焊剂没烘干或周围环境潮湿,在熔合区可能会出现氢致冷裂纹[3,12]。
只要选用低氢、低碳含量的焊条,合适的焊接规范,特别是焊材烘干、合理控制道间温度和热输入等,可避免熔合区出现硬化层,降低硬化层中氢的积聚,从而降低冷裂敏感性。
3.3 电弧磁偏吹
9Ni钢本身属于一种强磁性材料,易于出现磁偏吹现象。克服磁偏吹有三种途径:①对母材进行消磁处理;②将永久磁铁放在坡口两侧,以抵消母材的磁场;③选用交流焊接。研究表明[13],采用交流焊接对克服磁偏吹比较有效,但为了使电弧能稳定燃烧,焊机应具有较高的空载电压。
3.4 低温韧性
9Ni钢焊接过程中,造成低温韧性下降的原因有两方面:①焊接材料的影响,焊缝金属及熔合区的化学成分与焊材有关,如果焊材含碳量高或者[Ni]和[Cr]当量搭配以及焊材与母材熔合后的[Ni]和[Cr]当量搭配落在不锈钢组织图中含马氏体的区域内,都会引起低温韧性下降[14]。②焊接线能量和道间温度的影响,研究表明[3],焊接线能量和道间温度会改变焊接热循环的峰值、温度,进而影响热影响区的金相组织。逆转变奥氏体有利于改善9Ni钢焊接热影响区的低温韧性。若峰值温度过高,会使逆转变奥氏体数量大大减少,并产生粗大的贝氏体,从而使低温韧性下降。有关研究表明[15-17],9Ni钢焊接时热输入应为7~35 kJ/cm,层间温度应在100℃以下,可保证良好的焊接低温韧性。
4 结 论
(1)9Ni钢的三种热处理工艺后,9Ni钢低温韧性由低到高分别是NNT<QT<IHT,是由于逆转奥氏体分布和数量不同,使得IHT比QT的低温韧性高。
(2) 9Ni钢焊接用 CHNiCrMo-6, CHF205/CHW-NiCrMo-3和CHF206/CHW-NiCrMo-4,焊接工艺性能良好,力学性能优异,且价格便宜,为工业和工程材料生产带来巨大前景。
(3)9Ni钢具有良好的焊接工艺性能,选用合适的焊接工艺措施,就可以避免焊接冷、热裂纹及焊后低温韧性的下降。
[1]魏丽艳,柴玉国,刘清梅.LNG产业及用钢综述[J].冶金信息导刊, 2011(5):9-15.
[2]尹长华.LNG储罐建设用9%Ni钢焊接性及焊接工艺研究[D].天津大学,2008.
[3]严春妍,李午申,薛振奎,等.LNG储罐用9%Ni钢及其焊接性[J].焊接学报,2008,29(3):49-52.
[4]闫建义,吴忠宪,马志才.国产9Ni钢埋弧自动焊工艺开发及应用[J].石油化工建设,2014(5):16-24.
[5]陈社鹏,刘学彬,李耿.LNG低温储罐用9Ni钢的焊接性能研究[J].热处理技术与装备,2011,32(3):38-41.
[6]李奋昆.大型LNG低温储罐用9Ni钢的焊接及组织性能研究[D].西安石油大学,2009.
[7]许荣昌,李文钱,冯文义.国内外LNG储罐用钢的发展与标准体系探讨[J].莱钢科技,2012(4):4-7.
[8]张弗天,王景韫,郭蕴宜.Ni9钢中的回转奥氏体与低温韧性[J].金属学报, 1984, 20(6):405-410.
[9]张坤,唐荻,武会宾,等.两相区淬火对9Ni钢中逆转变奥氏体的影响[J].材料热处理学报,2012,33(8):59-63.
[10]王国平,陈学东,王冰.超低碳9Ni钢焊接接头低温韧性[J].焊接学报, 2008, 29(3):37-40.
[11]吴智武,王移山,李少华,等.LNG储罐用9Ni钢的焊接材料与工艺[J].焊接技术,2009,38(8):40-41.
[12]罗志昌,肖黎明,张伟明,等.9%Ni钢焊接熔合区的冷裂敏感性评定与研究[J].石油工程建设,1991(4):45-50.
[13]蔡国强,江强,顾福明,等.9Ni钢低温储罐焊接工艺研究[J].机械制造, 2008, 46(7):35-37.
[14]陈社鹏,李臻.9Ni钢在LNG储罐中的应用分析与探讨[J].化工装备技术, 2009, 30(6):40-43.
[15]林茹,刘超锋.压力容器焊接接头低温韧性的改善技术[J].电焊机, 2010, 40(2): 144-148.
[16]刘东风,杨秀利,侯利锋,等.液化天然气储罐用超低温9Ni钢的研究及应用[J].钢铁研究学报,2009,21(9):1-5.
[17]王冰,陈学东,王国平.大型低温LNG储罐设计与建造技术的新进展[J].天然气工业,2010,30(5):108-112.
Research and Application of 9Ni Steel and ItsW elding M aterials
LIYajun,YANG Fei
(Atlantic ChinaWelding Consumables,INC.,Chengdu 610500,China)
In this paper,the development history of low temperature 9Ni steel used for storage and transportation liquefied natural gas(LNG)was simply introduced,aswell as the common chemical composition and mechanical properties of 9Ni steel at home and abroad.It emphasized some problems easily occurred in 9Ni steelwelding process,such as hot crack,cold crack,arc blow and so on,provided controlmeasures for welding hot crack.The submerged-arc welding flux CHF205 matched with wire CHW-NiCrMo-3,and submerged-arc welding flux CHF206 matched with wire CHW-NiCrMo-4.After welding,the weld deslagging is easy,without slag inclusion,undercut,stomates and other defects,moreover the weld possesses perfect plasticity,toughness and anti-cracking ability.
welding;9Nisteel;weldingmaterial;low-temperature toughness
TG457.1
B
1001-3938(2015)11-0037-04
李亚军(1985—),男,陕西宝鸡人,硕士,工程师,主要从事焊接材料的研究。
2015-07-09
谢淑霞
猜你喜欢
金属加工(热加工)(2022年8期)2022-09-01
节能与环保(2022年3期)2022-04-26
山东冶金(2022年1期)2022-04-19
装备制造技术(2020年1期)2020-12-25
电焊机(2019年9期)2019-09-28
热处理技术与装备(2019年4期)2019-09-13
压力容器(2019年3期)2019-05-13
中小企业管理与科技(2018年16期)2018-11-07
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27