数字射线实时成像检测技术研究
2015-12-21 01:17岳庚新
焊管 2015年11期
赵 远,岳庚新
(天津诚信达金属检测技术有限公司,天津300384)
数字射线实时成像检测技术研究
赵 远,岳庚新
(天津诚信达金属检测技术有限公司,天津300384)
以数字射线实时成像技术为研究对象,对透照厚度、一次透照长度、动态范围和图像分辨率等方面进行了系统研究。结果表明:通过改变透照工艺参数,被检工件在探测器成像范围内均能清晰成像,仅需保留成像效果相对较好的区域,对其进行裁剪作为检测结果,且宜选用低电压、高电流以提高图像的清晰度;DR(digital radiography)技术的动态范围较高,但其检测图像的分辨率低于普通X射线底片,可通过软件改变图像的锐度,从而提高图像的清晰度。
检测;DR;数字射线;实时成像;动态范围
DR (digital radiography)技术也称数字射线实时成像技术,因其探测效率高、辐射剂量小、成本低等诸多优点成为未来射线检测技术的发展趋势[1-2]。目前,市场上颇有竞争力的数字射线产品主要采用非晶硒和非晶硅平板探测器,两者都能在光电导材料中直接吸收射线,并将射线数字化并输入计算机;同时两者都能提供较高的检测效率,在某种程度上已取代了早期的CR(computed radiography)技术[3-5]。我国现阶段也已起草了数字射线的相关标准,但目前尚未实施,这在一定程度上影响了数字射线的广泛应用。伴随着相关标准的进一步实施与不断完善,数字射线实时成像技术必然会在市场上占有一定的份额。
本研究以DR实时成像系统为研究对象,分别对透照厚度、一次透照长度、动态范围和图像分辨率等方面进行了研究,为DR技术在工业无损检测中的应用提供参考依据。
1 试验设备选择
试验设备选用比利时GemX-200(带铍窗,50~200 kV,0.1~2mA, 可以检测低密度物质,如300μm的碳纤维至30mm钢板)X射线实时成像系统,该系统主要由射线机、DeReOWA成像板(非晶硅)、 DeReO连接器(GUC)和 Acer 7750Z移动电脑组成,具体检测原理如图1所示。
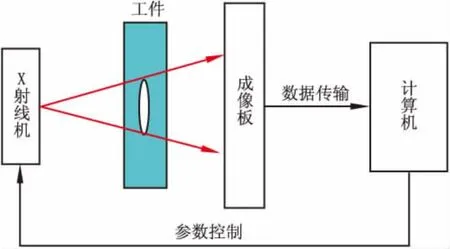
图1 DR实时成像技术检测原理图
2 试验结果分析及讨论
2.1 透照厚度分析
试验材料选用不同厚度的对接焊缝试块,厚度分别为4mm,7mm,12mm,16mm,20mm和22mm,利用DR实时成像系统对透照厚度进行了试验分析。标准NB/T 47013.11—2015《承压设备无损检测第11部分:X射线数字成像检测》对像质计置于X射线机侧的单壁透照图像灵敏度要求见表1。标准要求在检测图像灰度均匀部位能够清晰地看到长度不小于10 mm的连续像质计丝影像,且专用线型像质计至少应能识别两根金属丝。不同厚度试块的DR检测图像如图2所示,图 2(a)~图 2(f)所识别最小丝径号分别为15,14,12,11,11和11。由图2可知,通过调整透照工艺参数,DR检测图像能够满足标准NB/T 47013.11—2015中AB级检测灵敏度要求,且专用线型像质计在图像中清晰可见,完全能够满足标准中对专用线型像质计相关要求。
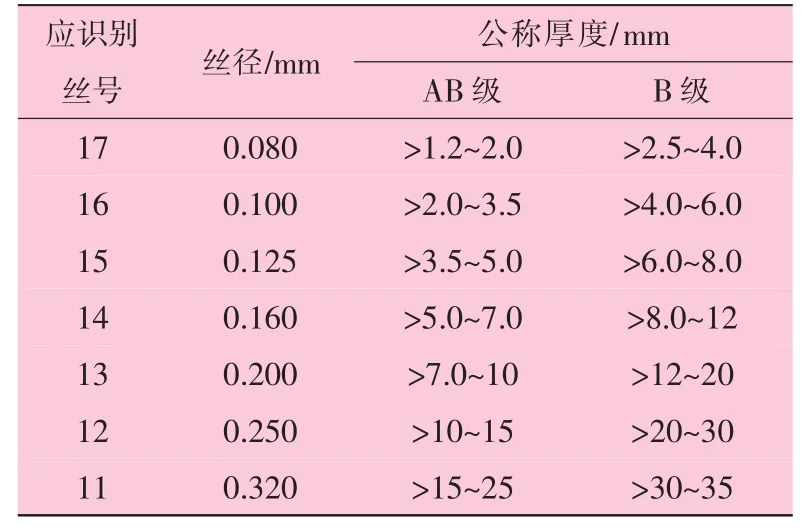
表1 图像灵敏度值 (单壁透照,像质计置于X射线机侧)
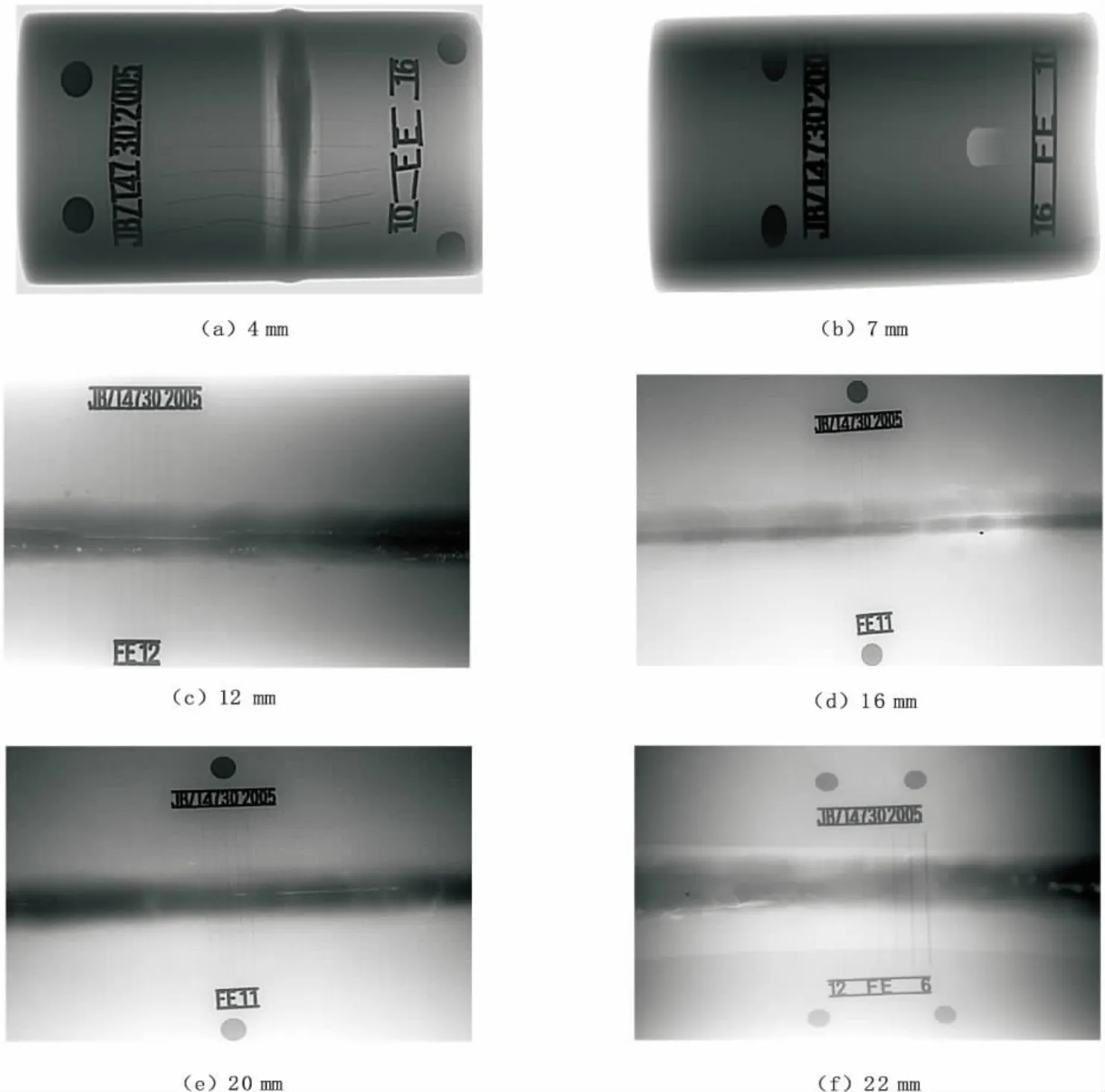
图2 不同厚度试块的DR检测图像
焦距200mm、管电流1 000μA时在保证最佳成像质量的同时,不同厚度的试块对应的最佳管电压如图3所示。由图3可见,随着试块厚度的增加,需要不断提高管电压来保证图像的质量,由于数字射线机最大管电压是固定的,所以应根据管电压对工件厚度进行适当选择,且为了延长设备的使用寿命,应尽量减少在最大电压下的使用时间。实际工作时,宜选用低电压、高电流以提高图像的清晰度,管电压可根据射线机曝光曲线,并结合现场环境以及允许的透照焦距进行修正;对于数字射线机,图像成像时间较短,甚至在几秒或十几秒即可完成成像,工作时可根据图像质量对曝光时间进行调节。
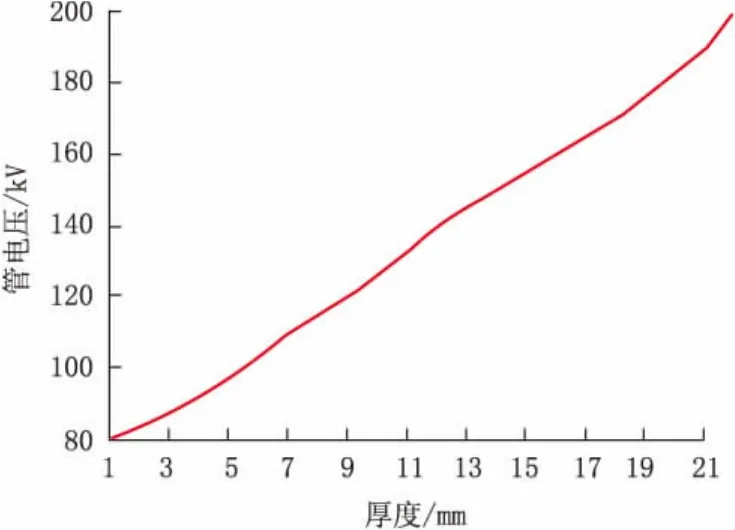
图3 不同厚度最佳透照电压
2.2 一次透照长度分析
DR实时成像系统的平板探测器成像范围为410mm×410mm,经试验证明,在保证合适的透照工艺参数情况下,通过改变透照焦距,被检工件在探测器成像范围内均能清晰成像,图像保存之前仅需要对所检测部分进行剪切,以便更好地进行评定工作。平板对接焊缝实际检测结果如图4所示。由图4可知,对于平板工件而言,由于探测器成像范围有限 (只有410mm×410mm),且探测器边缘成像效果受射线能量、图像分辨率等影响较大,因此建议避开探测器边缘的成像区域,保留成像效果相对较好的区域作为检测结果;而对于中、大直径钢管的射线透照,考虑设备体积特点,建议采用双壁单影或射线机在内的单壁透照方式 (具体视工件大小和现场环境而定),在工件厚度能够满足检测要求的情况下,一次透照长度应以厚度比K进行控制,并确定其透照次数。
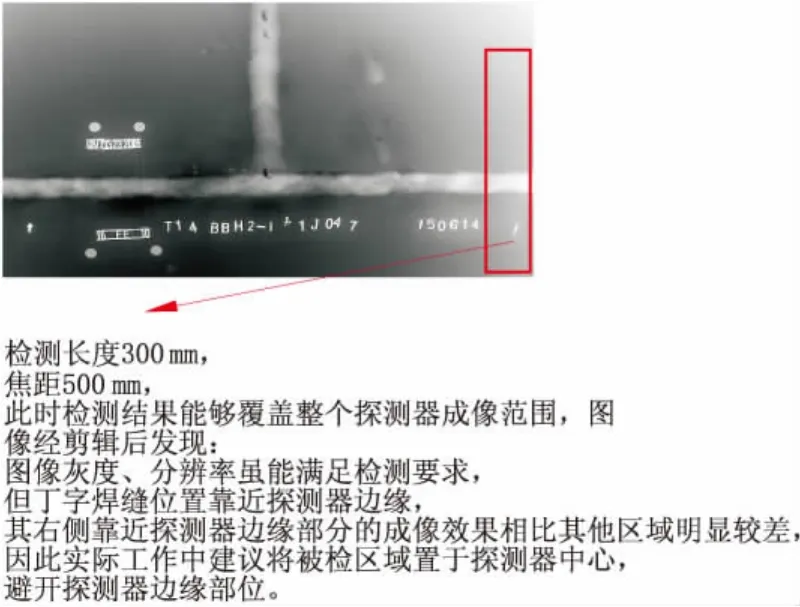
图4 平板对接焊缝实际检测结果对比
2.3 动态范围分析
在射线检测中,通常用厚度宽容度来衡量允许的透照厚度差异。厚度宽容度是指给定的透照参数在一次透照中,射线照相灵敏度和射线底片的黑度符合规定要求时,所能透照的工件厚度差范围[6]。对DR技术,动态范围更适合作为其考量指标,因为数字成像技术类似于数码照相技术,是完全线性的,动态范围大则可记录更多亮部和暗部细节,宽容度则依赖于动态范围,在宽容度范围之内可进行曝光校正并保留亮部暗部的细节。
普通X射线胶片的动态范围约为1∶100,所以对厚度差较大的工件分辨能力较差,DR技术中探测器系统的动态范围可达1∶10 000以上,其动态范围比普通胶片提高了几个数量级,在厚度差别较大的工件透照中,可同时分辨出薄区和厚区中的结构或缺陷,不需要采取任何厚度补偿措施,完全优于常规射线法[7-10]。
使用厚度为2~20mm(ΔT=2mm)的钢制阶梯试块,通过阶梯试块对DR技术动态范围进行了测试,实测结果相比理论值差距很大,效果未能达到预期,故对不同透照电压下每一阶梯的灰度进行了统计,结果见表2。
由表2可知,透照管电压对厚度差的影响较大,提高管电压,会增大最大厚度差,而随着透照电压的不断增大,阶梯试块前段薄区会曝光过度,在图像中消失,此时不计入统计范围。不同厚度拼接试板的DR技术检测结果如图5所示。由图5可知,对12 mm和14 mm的拼接板进行检测时,通过调节工艺参数,所得结果完全能够满足检测要求,且薄区和厚区在图像中差别不大,验证了上述结论。
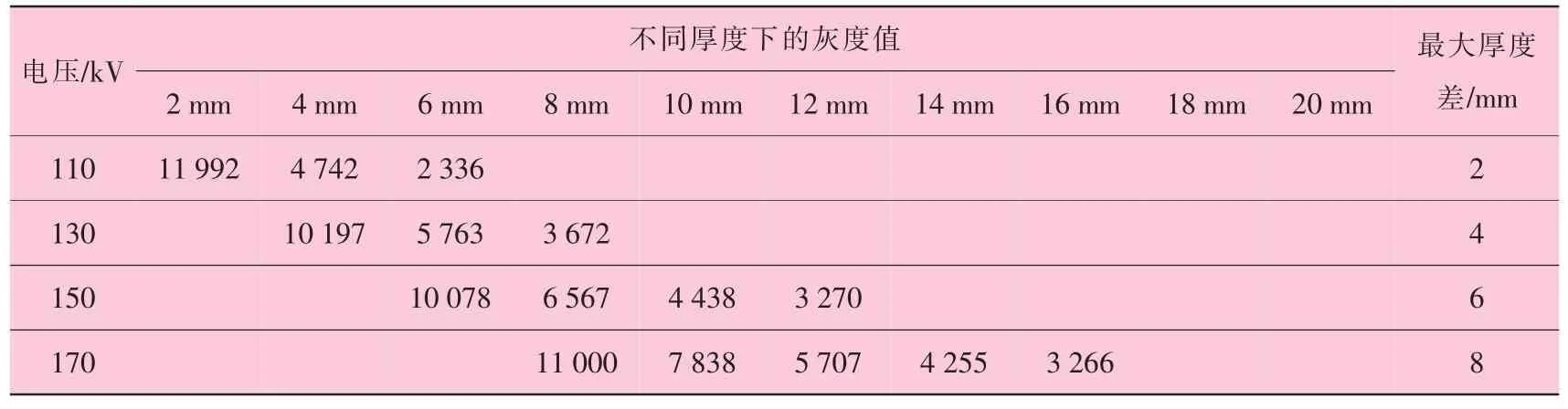
表2 不同透照电压下每一阶梯的灰度值统计
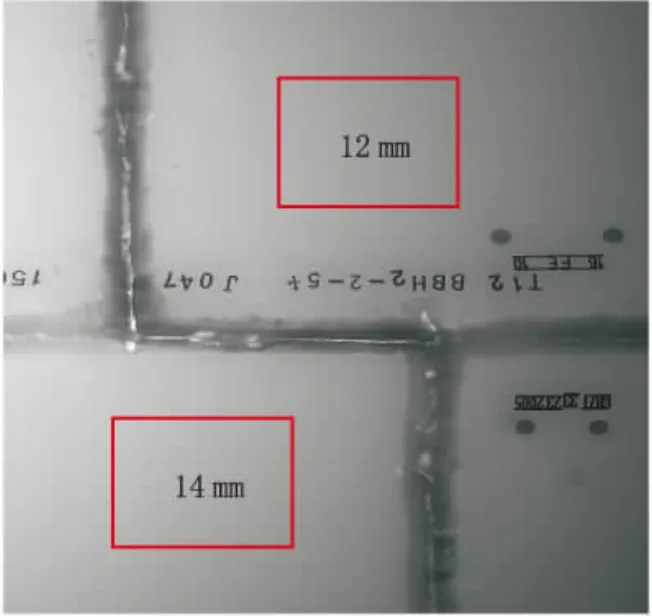
图5 不同厚度拼接试板检测结果
2.4 成像效果对比
DR技术检测图像与常规射线底片的对比结果见图6。由图6可知,DR技术检测结果通过图像处理软件能改变图像锐度,提高图像清晰度,但过度处理会导致噪声增加,影响缺陷的评定。DR技术检测图像分辨率一般低于普通X射线底片,但分辨率不是确定图像细节的唯一因素,且在对比度较差的情况下,尽管图像的分辨率很高,人眼仍然不能分辨出其细节的变化,而DR技术由于其探测器的动态范围比较大,能清晰分辨出对比度较差的区域,检测图像又经过计算机的后期处理,在一定程度上弥补了常规射线的不足。
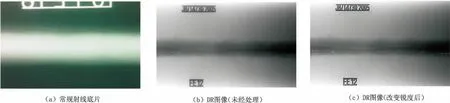
图6 DR图像与常规射线底片对比结果
3 结 论
(1)在保证合适的透照工艺参数情况下,通过改变透照焦距,使被检工件在探测器成像范围内均能得到清晰成像,仅需保留成像效果相对较好的区域进行裁剪作为检测结果,且宜选用低电压、高电流以提高图像的清晰度。
(2)DR技术的动态范围较高,能同时分辨出薄区和厚区中的结构或缺陷,而透照管电压对厚度差的影响较大,随着管电压的提高,所识别的最大厚度差有所增大。
(3)DR技术检测图像可通过软件处理,改变图像的锐度,从而提高图像的清晰度。
[1]高阔,于虹,郭铁桥.射线数字成像(DR)技术在电力工业检测中的应用[J].无损检测,2013,35(11):76-78.
[2]李衍.承压设备焊缝CR和DR技术应用最新国际动态[J].无损探伤, 2009, 33(4): 1-6.
[3]李衍.工业 DR技术的新动向[J].无损探伤,2006,30(6): 1-4.
[4]王明泉,宋文爱.X射线数字成像在管道锈蚀检测中的应用[J].华北工学院测试技术学报,2001,15(4):230-234.
[5]毕宗岳,王化公,石文汇,等.X射线数字成像技术在埋弧焊管焊缝检测中的应用[J].无损检测,2010,32(4): 263-266.
[6]张小海,夏平先,李坚.射线检测厚度宽容度的分析与测定[J].南昌航空工业学院学报,2007,20(3):41-44.
[7]郑娜,周广言,刘全利,等.X射线数字成像技术在长输管道中的应用[J].管道技术与设备,2015(1):42-43.
[8]马跃洲,何山林,陈光.线阵技术在焊管检测中的应用[J].兰州理工大学学报,2007(04):22-26.
[9]梁丽红,孔凡琴,路宏年.X射线非晶硅面阵探伤像质的研究[J].无损检测, 2005, 27(03):113-116.
[10]荆峰,胡宽明.提高X射线实时成像检测灵敏度和清晰度的方法[J].无损检测, 2006, 28(2):102-103.
Research on Digital Radiography Real-time Imaging Detection Technology
ZHAO Yuan,YUEGengxin
(Tianjin Chengxinda Metal-Testing Technology Co.,Ltd.,Tianjin 300384,China)
With digital radiography real-time imaging technology as the research object,the transmission thickness,once-through penetration length,dynamic range and image resolution were systematically studied.The results showed that workpiece can clear imaging within the scope of the detector imaging by changing the transillumination process parameters,just need to keep the imaging effectbetter area to cutas the test results,suitable for use of low voltage and high current to improve image clarity;the dynamic range of DR technology is higher,and the image resolution of DR is lower than normal X-ray film,but its image sharpness can be changed by software to improve image clarity.
detection;DR;digital radiography;real-time imaging;dynamic range
TG411.7
B
1001-3938(2015)11-0033-04
赵 远(1988—),男,硕士,主要从事无损检测新技术及金属材料组织性能控制研究。
2015-07-28
修改稿收稿日期:2015-09-11
谢淑霞
猜你喜欢
机电安全(2022年5期)2022-12-13
卫星应用(2022年7期)2022-09-05
卫星应用(2022年3期)2022-05-23
卫星应用(2022年1期)2022-03-09
中学生数理化·七年级数学人教版(2020年12期)2021-01-18
科学(2020年1期)2020-01-06
环球慈善(2019年6期)2019-09-25
中学生数理化·七年级数学人教版(2019年12期)2019-05-21
中成药(2017年3期)2017-05-17
中国塑料(2016年9期)2016-06-13