特高压钢管塔对接环焊缝超声波检测影响因素分析
2015-12-21 01:17王国俊武英利韩晋锋
焊管 2015年11期
王国俊,武英利,韩晋锋
(1.中国电力科学研究院,北京 100055;2.国网晋城供电公司,山西 晋城 048000)
特高压钢管塔对接环焊缝超声波检测影响因素分析
王国俊1,武英利1,韩晋锋2
(1.中国电力科学研究院,北京 100055;2.国网晋城供电公司,山西 晋城 048000)
特高压钢管塔对接环焊缝的超声波检测,依据 GB/T 11345和Q/GDW 707进行检测。由于钢管塔构件和焊缝的错边、余高和焊缝宽度等情况,易导致检测误判。对钢管塔法兰-钢管对接环焊缝超声波检测若干影响因素进行了分析,提出了识别和判定方法,可以实现对钢管塔对接环焊缝焊接质量的有效控制。
焊接;钢管塔;法兰;对接焊缝;超声波检测
钢管塔具有结构传力清晰、用钢量少、占地面积小、塔型美观及附加荷载小等优点,有利于充分发挥材料的承载能力[1-2]。皖电东送淮南至上海特高压交流输电示范工程全线路采用同塔双回路架设,全线路共有钢管塔1 421基。
工程钢管塔采用了带颈法兰和直缝焊管对接焊连接新型结构,要求钢管与法兰的对接环焊缝的焊接质量为一级[3],对接焊缝总长约327 km。焊缝的质量关系到整塔的安全稳定,工程要求制造厂家进行100%无损检测。超声波检测具有仪器设备小、操作灵活、探伤灵敏度高、面积形缺陷检出率高、成本低等优点,可以有效地控制钢管塔对接焊缝的焊接质量,所以皖电东送工程选用超声波方法检验钢管与法兰对接环焊缝[3]。
GB/T 11345规定了壁厚大于8mm的对接焊缝超声波检验方法、质量判定标准。Q/GDW 707则规定了壁厚小于8mm的对接焊缝超声波检验方法、质量判定标准。该工程按照上述标准进行检测时,常出现检测成功率不高的情形,影响了检测质量与检测效率。工程急需根据超声波检测原理,分析特高压钢管塔对接环焊缝的特点及其对超声波检测的影响,提出实施超声波检测必须关注的影响因素,进行综合判断的方法,为应用超声波检测判断焊接接头中缺陷的形状及性质提供重要参考。
1 对接环焊缝超声检测面临的问题
1.1 焊接件形状及尺寸对超声探测面的限制
钢管塔采用直缝钢管与带颈法兰连接,环焊缝法兰侧颈部受到过渡锥面的限制,不能放置超声波探头,如图1所示。与带颈法兰焊接的直缝钢管直径通常在159~965mm,其中相对大直径管的焊缝探测面可选择在钢管侧外壁面、内壁面及法兰侧内壁面,即大直径管条件下,可以实现钢管侧双面单侧、法兰侧单面的超声波检测;小直径管的焊缝外壁曲率较大,可通过修磨探头实现探测面与探头耦合,但内壁因接触不良及难以观测等原因不适合超声检测,即小直径管条件下,只能在钢管侧单面单侧实现超声波检测。
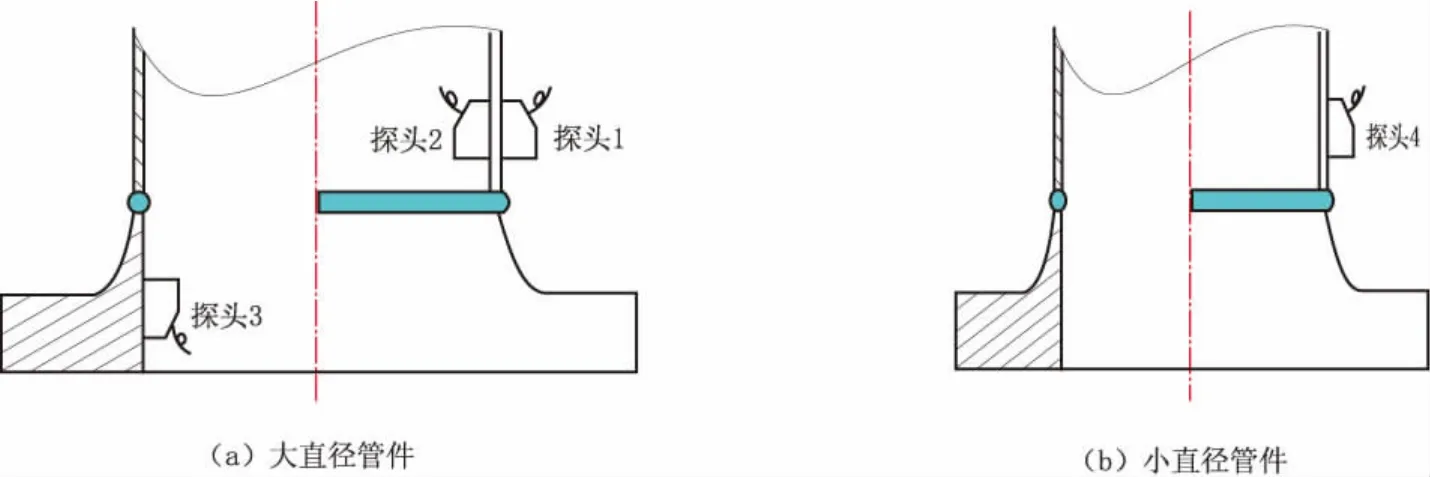
图1 带颈法兰检测探头放置示意图
1.2 钢管塔直缝钢管壁厚的影响
利用横波检测时,如钢管壁厚4~14mm范围内,超声波声束在管壁中声程较短,易受声压近场区声波干涉的影响,造成回波时大时小,无法对缺陷进行定性定量,易产生误判或漏判。同时,由于直缝钢管管壁薄,超声波声束进入工件遇到焊缝内相邻的缺陷时,造成缺陷回波声程差别很小,导致相邻缺陷回波不易被区分[4-6],影响超声检测分辨力。
1.3 焊缝宽度过大导致扫查范围减小
带颈法兰与直缝钢管焊接过程中,各钢管塔生产厂家主要采用了三种工艺方法:一种是手工气体保护焊打底和盖面(开V形坡口,针对厚度小于8mm的钢管);一种是手工气体保护焊打底和自动埋弧焊盖面(开V形坡口,针对厚度大于8mm的钢管);少量生产厂家采用全埋弧自动焊(不开坡口,两面焊,针对厚度大于8mm的钢管)。由于生产厂家所选用的焊接规范相对较大,造成了焊接接头余高宽度方向尺寸过大,壁厚4mm钢管焊缝表面宽度在10 mm左右,壁厚14mm钢管焊缝表面宽度有可能达到28mm。采用常规探头难以扫查焊缝中上部区域。
1.4 焊缝余高大可能导致信号混淆
根据《特高压钢管塔加工技术规定》的要求,焊缝余高应当不大于3mm,但是由于生产厂家焊接人员的技术水平以及工艺规范大的缘故,造成焊缝余高相对较大,一般都超出技术规定的上限范围。超声波检测时,由于余高的存在,超声波声束入射到余高上时会产生波型转换,转换成发射横波S′和反射纵波L′,也称为变形横波和变形纵波[7-8],如图2所示, 沿余高表面从A~C之间的点,声波的入射角各不相同,因此各点反射横波和反射纵波的传播方向也不同。反射横波和反射纵波传到上表面,又在上表面余高上反射,部分沿原路径返回被探头接收。在这种情况下可能与存在的缺陷的二次回波非常相似,造成误检或漏检。
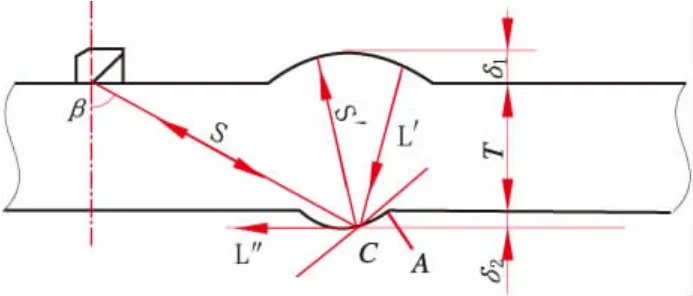
图2 焊缝余高产生的干扰波示意图
1.5 焊接接头错边可能导致误判
考虑到现实存在直缝钢管管口的不规则情况,带颈法兰的颈部厚度一般都比直缝钢管的厚度大1~2mm。由于钢管的椭圆度、垂直度存在一定的偏差,造成在对接过程中,必然出现焊接接头错边现象,如图3所示。如果按照法兰颈部厚度为基准厚度进行检测,按照理想的焊接接头结构进行分析和评判,A点会误判为焊缝一次波扫查的内部缺陷。
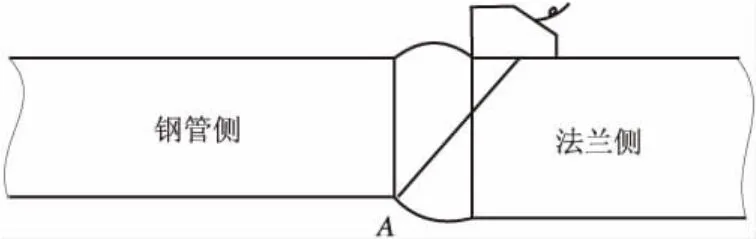
图3 焊接接头错边导致误判示意图
1.6 反射波误识别导致漏判
超声波检测技术现阶段主要使用A型扫描,波形较为复杂,与扫查速度、方向有关[9-10]。缺陷的大小取决于波的当量值,缺陷的性质取决于波形。当量值小的缺陷有可能是危害性缺陷,如坡口未熔合,短小裂纹,检测过程中一定要对出现的波形进行分析。
2 提高焊缝缺陷检出率的措施
2.1 根据焊接件形状及尺寸确定超声探测面
钢管塔超声波检测过程中,由于法兰侧不能放置探头,所以应注意焊接件形状及尺寸。对于壁厚大于8mm的钢管,当直径为273~356mm时,应采用单面单侧进行检测,当直径大于356mm时,应当采用双面单侧进行检测。对于壁厚小于8mm的钢管,应采用单面单侧进行检测。
2.2 不同厚度采用不同方法进行检测
当壁厚小于8mm时,应采用爬波检测,可以选用并列式或串列式双晶爬波探头,但选择并列式探头时,由于探头尺寸过大,为保证探头与钢管表面充分耦合,探头楔块应修磨加工成与被测管外壁相吻合的曲面。
当壁厚大于等于8mm时,应采用横波检测,尽量采用入射角度较大的探头,使得一次发射波能够进入焊缝。
当怀疑焊缝中存在缺陷或对于壁厚小于8mm的焊缝进行缺陷定位时,可以使用小径管探头或不同入射角度探头进行复检。
2.3 按不同焊缝宽度采用小前沿探头进行检测
由于钢管塔焊缝表面宽度较大,为增大一次波的检测范围,克服二次波检测灵敏度较低的问题,使一次波的扫描范围在焊缝中心线深度1/4以上,应选用短前沿探头。尽量选取近场长度小的探头,以克服近场的影响,尽量使一次波的扫描范围在 1.64~3N[3]。
2.4 采用水平定位消除焊缝余高大带来的伪信号
余高反射波深度一般比钢管壁厚稍大,水平定位在焊缝中心线远离探头一侧。检测过程中通过单面双侧可以明显判定缺陷是否为余高,钢管塔对接焊缝法兰侧外表面为斜台不能放置探头因此不能据此判断为余高。但可利用蘸有耦合剂的手拍打焊缝根部反射面或修磨焊缝余高,观察反射波是否发生变化判断是否为余高。爬波检测时也可以通过这种方法识别余高波。
2.5 焊接接头错边反射波的水平定位
焊接接头错边产生的变型回波较多,横波检查时易产生变型反射纵波、变型反射横波、变形波、“山”形波等,爬波检测时,也会产生表面纵波、变形波等,检查过程中,错边产生的回波水平定位通常位于焊缝之外,当还有异议时,可以采用变换探头K值的方法进行比对。
2.6 缺陷波的识别
不同的缺陷产生不同的反射波。点状圆形缺陷反射波回波幅度较小,形尖锐、陡峭,稍微转动探头波幅快速降低;密集性缺陷可能在屏幕上形成多个反射回波,波幅高低不一,但移动探头会使反射回波此起彼伏;条状缺陷反射回波在探头沿长条方向移动时特征包络线有缓慢起伏,垂直移动式快速降低,消失很快;面形缺陷反射回波在与缺陷平面垂直方向的两侧,回波高度迅速降落;未焊透反射回波在探头沿焊缝平行移动时,其特征包络线平稳,水平及深度定位在焊缝坡口位置。
3 结论
(1)钢管塔对接焊缝的截面形状影响超声波检验工作的质量。采用本文提供的措施,可以消除误判,从而提高超声波检测的质量,进而达到控制焊接质量的目的。
(2)综合考虑钢管塔焊缝超声波检测的影响因素,掌握焊缝缺陷反射波的特征,可以进一步减少漏判,提高缺陷检出率。
[1]刘振亚.输电线路钢管塔通用设计[M].北京:中国电力出版社,2010.
[2]孙竹森,程永锋,张强,等.输电线路钢管塔的推广与应用[J].电网技术, 2010, 34(6): 186-192.
[3]郑晖、林树青.超声检测[M].北京:中国劳动社会保障出版社,2008.
[4]丹红兵.直缝焊管焊缝超声波检测中误判案例及分析[J].焊管, 2010, 33(11): 65-71.
[5]寇冬英,李智明.提高螺旋焊管超声波检测准确率的方法探讨[J].无损检测, 2011, 33(10):79-81.
[6]葛萍,党晓雨,齐会生,等.螺旋焊管超声波检测缺陷回波信号分析[C]//中国金属学会轧钢学会钢管学术委员会六届二次年会论文集.中国金属学会,包头:2012:371-373.
[7]王维国,朱晓伟.厚壁管变形横波周向超声检测工艺及缺陷定位系统开发[J].无损检测,2013,29(11):33-38.
[8]常建伟,徐德录,张磊,等.输电铁塔用钢及其焊接技术[J].金属铸锻焊技术, 2011, 40(15):148-151.
[9]聂向晖,杨龙,张鸿博,等.ERW焊管的超声波检测[J].无损检测, 2011, 33(2): 43-47.
[10]王晨,高志凌,张文正,等.螺旋焊管焊缝超声波探伤系统[J].焊管, 2009, 32(2): 45-48.
Influence Factors Analysis on Ultrasonic Testing of Ultra High Voltage(UHV)Steel Pipe Tower Butt Circum ferentialW eld
WANG Guojun1,WU Yingli1,HAN Jinfeng2
(1.China Electric Power Research Institute,Beijing 100055,China;2.Jincheng Power Supply Company,Jingcheng 048000,Shanxi,China)
According to the criteria of GB/T 11345 and Q/GDW 707,ultrasonic testing was applied into butt circum ferential weld of UHV steel tower.Weld offset,reinforcement,weld width of steel towermay lead tomisjudgments of ultrasonic testing.In this paper,aiming to the analysis on the influence factors of steel tower flange and butt circumferential weld on exact implementation of ultrasonic testing,the methods of distinguish and judgment of ultrasonic testing were put forward.It can realize efficient controlling ofwelding quality for steel tower butt circumferentialweld.
welding;steel pipe tower;flange;buttweld;ultrasonic testing
TE973.6
B
1001-3938(2015)11-0044-04
王国俊(1976—),男,中国电力科学研究院高级工程师,主要从事焊接及无损检测研究。
2015-02-26
罗 刚
猜你喜欢
北京大学学报(自然科学版)(2022年2期)2022-04-08
建材发展导向(2021年19期)2021-12-06
汽车维修与保养(2021年12期)2021-03-08
汽车维修与保养(2020年10期)2021-01-22
小天使·六年级语数英综合(2018年10期)2018-10-15
电子制作(2018年17期)2018-09-28
制造技术与机床(2018年9期)2018-09-19
军事文摘·科学少年(2016年7期)2016-09-20
电子制作(2016年21期)2016-05-17
现代制造技术与装备(2015年4期)2015-12-23