双金属复合管复合模型有限元分析
2015-12-21 01:17李翠艳
焊管 2015年11期
边 城,王 强,李翠艳
(1.渤海装备研究院输送装备分院,河北 青县062658;2.渤海装备巨龙钢管公司,河北 青县062658)
双金属复合管复合模型有限元分析
边 城1,王 强1,李翠艳2
(1.渤海装备研究院输送装备分院,河北 青县062658;2.渤海装备巨龙钢管公司,河北 青县062658)
运用“缩径法”思路制造双金属复合管,通过SolidWorks软件建立复合管复合模型,并通过SolidWorks Simulation模块进行有限元分析,通过复合管的内、外管应力分析和管壁接触应力分析,最终得出采用“缩径法”理论可以成功复合双金属复合管;复合过程伴随着钢管壁厚增加,且缩颈率越大壁厚增加越大。
焊管;双金属复合管;缩径法;有限元分析
1 概 述
双金属复合管是将镀锌钢管或焊管、无缝钢管与壁厚更薄的不锈钢管强力嵌合在一起的新型复合管材,也是一种更理想的管道升级换代产品。它保留了两种(基管与衬管)不同材料的优点,互补了它们各自的不足。根据基管与衬管选材的不同以及制造工艺的提升,双金属复合管已被广泛应用于腐蚀性较强的石油、石化、核工业、医药、食品加工等领域。
该类复合管由两种不同金属材料构成,管层之间通过各种变形和连接技术紧密结合。钢管由基管和衬管组成,基管采用碳钢管(无缝钢管或焊接钢管)或其他合金钢管,保证优良的力学性能;衬管采用薄壁耐蚀合金材料(普通/特种不锈钢、钛/铝、铜合金或其他耐蚀合金),保证良好的耐腐蚀性能。 该类复合管兼具外层钢管和内层钢管的所有优点,相对于整体合金管能有效降低成本,在应力腐蚀开裂敏感性的氯化物或酸性环境中又可以提高安全性和可靠性。因此,双金属复合管能最大限度地实现材料的优势互补,节省合金元素,降低工程费用,提高管道的耐腐蚀性、耐磨性,是纯不锈钢管、铜管或其他耐腐蚀性合金管的替代产品。
2 双金属复合管复合原理
鉴于双金属复合管的种种优势,渤海装备研究院组织相关技术人员对该类复合管的成型方式进行了深入研究。同时,结合渤海装备研究院目前生产状况和设备条件,最终确定采用“缩径法”制造双金属复合管。笔者根据研究现状,运用SolidWork软件建立了复合管复合模型,并运用FEA模块SolidWorks Simulation进行了复合过程的有限元仿真。
根据金属材料应力-应变曲线规律,基管与衬管同轴心套装在一起,在同步缩径过程中,应保证基管至少发生塑性变形,衬管达到最大弹性变形。在衬管径向向外回弹力的作用下,基管内径与衬管外径胀接在一起,达到紧密贴合,最终实现内衬双金属复合管的过盈配合。该方法生产的双金属复合管,基管处于塑性变形状态,衬管处于径向向外回弹状态,显著提高了钢管衬管的抗压溃性能,有益于复合管的受力及运行状态。
3 复合模型有限元分析
3.1 模型建立
双金属复合管的复合模型如图1所示,基管材质为X60低碳钢,衬管材质为316L不锈钢。最终复合成功后,基管外径为610 mm,壁厚22mm;内衬管外径为566mm,壁厚为3mm。
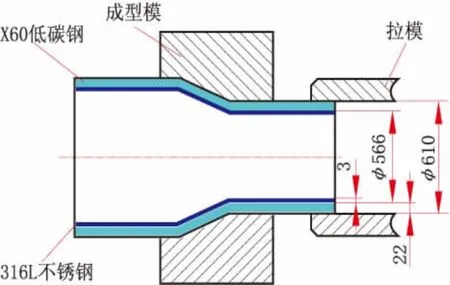
图1 双金属复合管的复合模型
3.2 分析思路
对于复合管缩径情况,笔者选择模型内表面一点评估应力,选择模型外表面一点评估模型变形。同时,根据应力结果,取得相应时间处变形结果,即可获得缩径后残余变形量,具体可以根据相关点的响应图表来求得。
3.3 内管分析
内管材质为316L不锈钢,最小屈服强度约为172 MPa。优化过程中笔者选择内管外径为566.5~566.8mm, 步长为 0.1mm; 缩径(半径)为0.25~0.4mm,步长为0.05mm;采用应力不大于172MPa做为约束条件,优化目标为应力最大且不超过172MPa。内管外径优化分析结果如图2所示。

图2 内管外径优化分析结果的界面
如果保证内管最终外径为566mm,根据模型优化结果得出内管初始外径约为566.5mm,保证缩径为0.5mm。此时,内管应力及位移响应界面如图3所示。由图3可见,最大应力约为172MPa,在极限弹性范围。
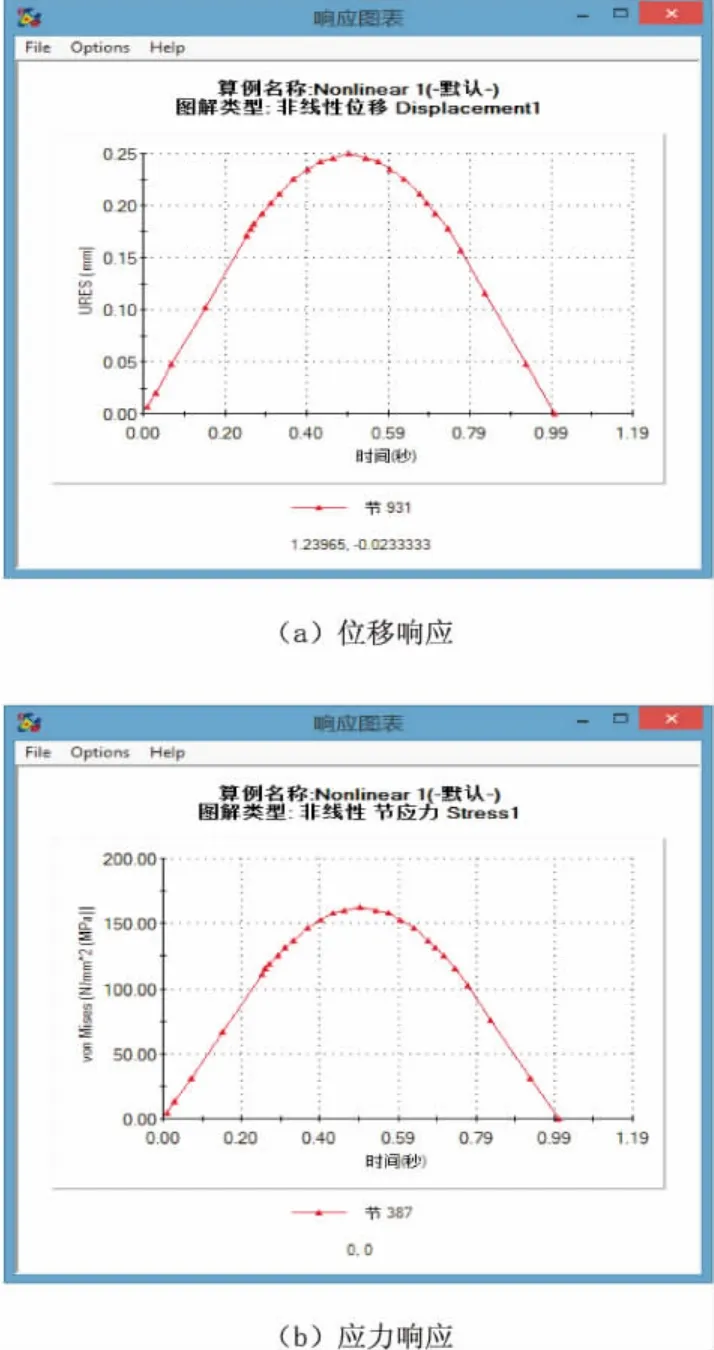
图3 内管应力及位移响应界面
优化完成后,可求得内管外径为566.5mm,缩径0.5 mm(直径)时,正好在极限强度且未超过,计算结果符合项目的设计。
3.4 外管分析
外管材质为X60管线钢,最小屈服强度为415 MPa。复合模型采用 1/48模型(用 7.5°分析,目的是为了简化模型以节省计算时间,同时也为小内存计算机提供分析求解可能)并以平面单元进行分析,如图4所示。外管外径分别采用611 mm,612 mm,613 mm,614 mm,615 mm和616mm尺寸逐一尝试。

图4 1/4内外管复合模型
外径为611mm时外管应力及位移响应界面如图5所示。还分别对外径为612 mm,613 mm,614 mm,615 mm和616 mm的外管求得外管应力响应图。外管不同外径缩径成型对比见表1。

图5 外径611mm时外管应力及位移响应界面
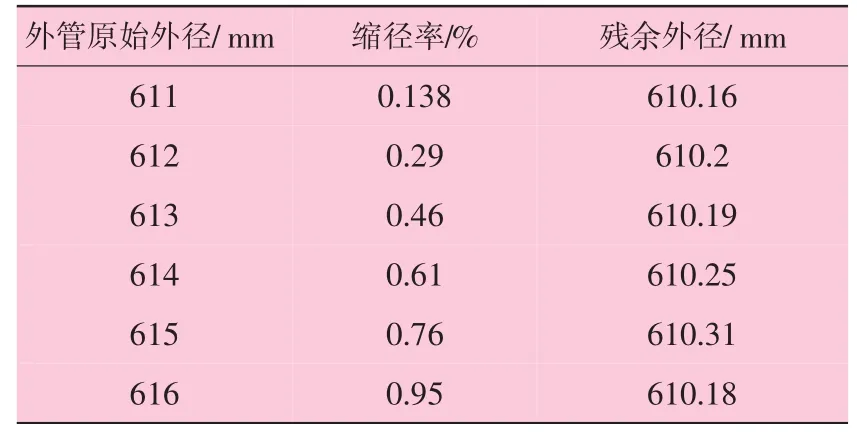
表1 外管不同外径缩径成型对比
3.5 管壁接触应力
上述分析得出,若要内管达到复合条件,初始外径为566.5 mm,最终外径理论为566 mm(但内管最终外径需根据外管内残余位移得出)。
外管残余外径为610.16mm时,内、外管壁间接触应力最大为1.59MPa;外管残余外径为610.2mm时,内、外管壁间接触应力1.42MPa;根据相同方法,笔者求出了不同外径外管不同缩颈率下,内、外管壁间接触应力见表2。
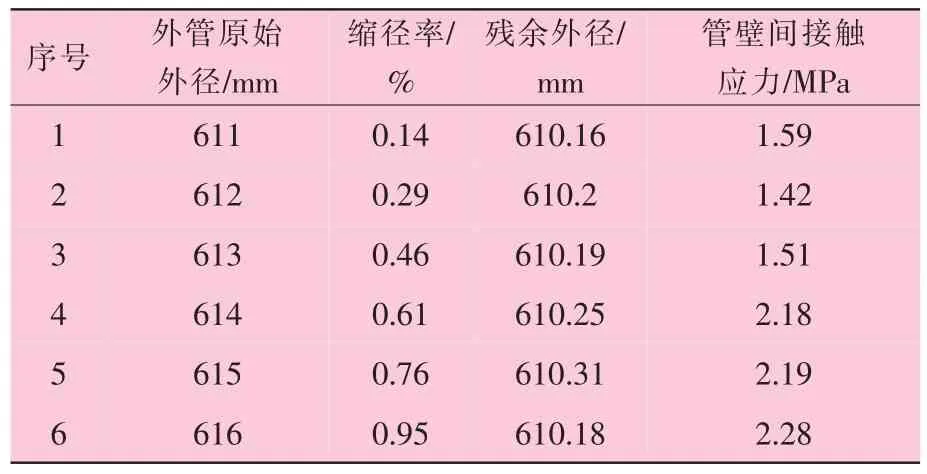
表2 不同外径外管不同缩颈率下内、外壁间接触应力
由表2可以看出:①理论分析模型可以成功复合,且外管外径为616 mm,缩颈率为0.95%时,复合后模型内外管壁间接触应力最大,数值为2.28MPa。② 对比序号1和序号6中近乎相等的“残余外径”及不同的“管壁间接触应力”数值可以得出,缩径过程发生壁厚增加现象。
4 结 语
根据复合管复合模型有限元分析结果,可以得出:
(1)采用“缩径法”理论可以成功复合双金属复合管。
(2)复合过程伴随着钢管壁厚增加,且缩颈率越大壁厚增加越大。
(3)理论分析可复合成功,实际生产能否通过该方法成功复合及复合后管壁间接触应力是否满足标准要求,还需结合实际。
[1]赵江华,卢凤云.双金属复合管及制备方法:中国,2011101988804[P].2011-12-14.
[2]周杰.一种双金属复合管的制造方法:中国,201210393366.0[P].2014-05-07.
[3]庄建新.一种铜钢双金属复合管的制造方法:中国,2011104377003[P].2013-04-17.
[4]李玉和,张健,易文,等.不锈钢双金属复合管及其制造方法:中国,2007102012747[P].2010-09-22.
[5]吴宏,赵达生,宋五一,等.一种双金属复合管的制造方法:中国,021145253[P].2002-07-24.
[6]陈超祥,胡其登.SolidWorks Simulation基础教程[M].北京:机械工业出版社,2014.
[7]陈超祥,胡其登.SolidWorks Simulation高级教程[M].北京:机械工业出版社,2013.
[8]API SPEC 5L(第45版),管线钢管规范[S].
[9]API SPEC 5LD (第3版),内覆或衬里耐腐蚀合金复合钢管规范[S].
[10]API SPEC 5LC:第3版,耐腐蚀合金管线钢管[S].
Finite Element Analysis for Comp lex M odel of Bimetallic Com posite Pipe
BIAN Cheng1,WANG Qiang1,LICuiyan2
(1.CNPC Bohai Equipment Research Institute Transmission Equipment Branch,Qingxian 062658,Hebei,China;2.CNPCBohai Equipment Julong Steel Pipe Co.,Ltd.,Qingxian 062658,Hebei,China)
Using the idea of “necking method” to manufacture bimetallic composite pipe,builded composite pipe complex model by SolidWorks software and carried out finite element analysis by SolidWorks Simulation module.Through stress analysis of composite pipe inside and outside pipe and tube wall contact stress analysis,finally it is concluded that:using the“neckingmethod” theory can successfully compound bimetallic composite pipe;with steel pipe wall thickness increasing,the necking rate and the wall thickness increase.
welded pipe;bimetallic composite pipe; neckingmethod; finite elementanalysis
TG335
A
1001-3938(2015)11-0006-03
边 城(1980—),男,山东泰安人, 硕士研究生, 工程师,长期从事焊管生产与研究工作。
2015-06-29
罗 刚
猜你喜欢
金属加工(冷加工)(2022年8期)2022-09-01
建筑机械化(2022年5期)2022-05-28
化肥设计(2022年2期)2022-04-28
铁道科学与工程学报(2021年6期)2021-08-02
中国外汇(2019年10期)2019-08-27
化工设计(2017年2期)2017-03-05
焊管(2016年7期)2016-12-18
现代企业(2015年8期)2015-02-28
现代企业(2015年6期)2015-02-28
中国商论(2012年18期)2012-08-15