邯宝2号高炉炉缸侧壁温度上升的治理实践
2016-04-05 02:49李学斌
山西冶金 2016年6期
李学斌
(邯钢邯宝公司炼铁厂,河北邯郸 056015)
生产实践·应用技术
邯宝2号高炉炉缸侧壁温度上升的治理实践
李学斌
(邯钢邯宝公司炼铁厂,河北邯郸 056015)
通过对邯宝炼铁厂2号高炉炉缸侧壁温度上升治理过程的分析,认为降低铁水环流和促进碳砖保护层的形成是治理炉缸侧壁温度上升的关键,高炉应围绕这两点采取强化焦炭质量、压制边缘气流、优化炉温控制、强化出铁管理、临时堵风口、强化冷却等措施综合治理。
炉缸侧壁 铁水环流 碳砖保护层
邯钢邯宝公司炼铁厂(全文简称邯宝炼铁厂)2号高炉(3 200 m3)于2009年投产,采用碳砖-陶瓷杯综合水冷炉底、联合全软水密闭循环冷却系统、铜冷却壁薄壁炉衬等先进设计,实行平台加漏斗模式料制,推行低硅冶炼。高炉自投产以来生产良好,平均日产约7 800 t,燃料比为500 kg/t。
2015年年初,1号铁口附近标高为7.495 m处编号为TE1211A/TE1211B的热电偶温度不断升高;2015年2月5日,深点温度为863.9℃,浅点温度为536.7℃。后采取一系列措施,经过近一年的摸索治理,目前炉缸侧壁TE1211A/TE1211B两点温度(以下简称炉缸侧壁温度)回归正常(如图1所示)。
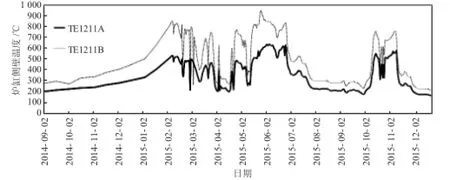
图1 炉缸侧壁温度推移图
1 炉缸侧壁温度上行原因分析
1.1 炉缸串煤气
2月5日,在TE1211A/TE1211B附近新开4个冷面压浆孔,均压不进。利用1号—4号铁口间风口与铁口区域的20个旧孔进行清孔和压浆,均压不进。从编号为TE1211A/TE1211B的热电偶附近及上方将近30个压浆孔的情况看,冷面基本无缝隙,基本可排除因炉缸串煤气导致炉缸侧壁温度上升的可能。
1.2 炉缸内衬的正常侵蚀
目前,2号高炉已生产近6年,由于高炉炉缸内衬铁水环流对碳砖的机械冲刷、铁水渗透、有害元素对碳砖的侵蚀,造成碳砖保护层不稳定或难以形成导致炭砖不断减薄,引起炉缸侧壁温度逐渐升高。
2 治理过程
治理过程大概分以下三个阶段:
第一阶段,2014年12月—2015年2月,炉缸侧壁温度处于缓慢上升期。在这段时间高炉正常生产,认为侧壁温度的上升是陶瓷杯被完全侵烛后的必然结果,没有采取必要的措施,致使碳砖不断侵蚀变薄,炉缸侧壁温度不断上升。
第二阶段,2015年2月—2015年9月,炉缸侧壁温度处于治理摸索期。在这段时间通过采取长期堵24号、25号风口,采用压边疏导中心料制、控制冶炼强度、强化冷却等措施,炉缸侧壁温度明显下降。由于期间焦炭质量波动、外围保障失衡、高炉操作过分强调产能、强攻指标退守不及时、低硅冶炼下限失守、长期护炉措施不坚决等原因导致炉缸侧壁温度出现多次反复。
第三阶段,2015年10月至今。通过半年的艰苦摸索,终于制定了均衡产能、保持炉况稳定、提高炉温(硅含量)控制水平由0.3%提高到0.4%、铁水热量由1 500℃提高到1 510℃、调整风口尺寸等措施,最终确立了长期护炉的思想,因此炉缸侧壁温度已回归安全水平。
3 炉缸侧壁温度上升的治理措施
碳复合砖具备自护炉功能,能够形成石墨-碳复合层、高铝渣层、石墨碳层多相体系,建立炉缸黏滞层平衡体系。黏滞层体系的形成隔离了铁水与碳复合砖的直接接触,减缓并停止耐火材料的继续侵蚀,对炉缸碳复合砖起到了持续有效的保护作用。黏滞层体系中最外层的石墨碳层与高炉铁水存在着溶解—析出—吸附—溶解的动态平衡。铁水环流增强,砖衬热面温度升高,析出的石墨碳被大量溶解以致逐渐损失[1]。碳砖失去石墨碳层的保护,将逐渐受到侵蚀变薄。因此要达到护炉效果,减弱铁水环流是关键,促进碳砖保护层的形成是保障。
由于死料柱在炉缸内的沉入和炉底凝铁层的阻碍,铁水沿炉缸径向的流动受阻,铁水倾向于顺着死料柱周围并在靠近炉缸侧壁位置流到出铁口。减弱铁水环流就要配合以均衡的铁水产量,从增加死料柱透液性、降低凝铁层厚度入手,增加铁水炉缸径向的流量,降低炉缸侧壁的流量。
据以上分析,结合2号高炉的生产经验,对炉缸侧壁温度升高的治理提出以下几点意见,供参考。
3.1 强化焦炭质量和保持合理的煤比
良好的焦炭质量是保证炉缸活性的关键。死料柱的透液性和炉缸活性主要取决于炉芯焦的强度和粒度,因此高炉原料质量的管理关键是对焦炭质量的管理,即使高炉成本压力大也不能牺牲焦炭质量。
出于对经济效益的考虑,炼铁厂常常以相对便宜的煤粉代替部分焦炭,因此日常操作中往往都在追求尽量高的喷吹量,而当喷煤量过高或煤粉燃烧率较低时,未燃尽煤粉大量聚集在死料柱内,将加剧死料柱孔隙度的下降和透液性的降低。此外,高煤比操作会加剧入炉焦炭的粉化,使死料柱内<2.5 mm粉焦的比率显著增加,同时使回旋区缩短。当高炉因焦炭质量恶化出现炉缸不活跃症状时应果断增加焦比,降低喷煤量,尽早扭转炉缸不活跃局面,以免引起炉缸侧壁温度的上升。邯宝炼铁厂2号高炉2015年的主要技术指标如表1所示。
3.2 适当压制边缘气流和开放中心气流


表1 2号高炉2015年主要技术指标
3.3 寻求合理的炉温控制
1)生铁最终含碳量与铁水温度有关,铁水温度升高有利于铁水渗碳的进行。而随着砖衬热面温度的降低,铁水中溶解的碳便会以石墨碳的形式析出[2]。
2)Si能促进石墨化,铁水含硅量高将促进石墨碳析出[2]。
3)随着Si含量的升高,S含量相应降低,铁水黏稠度增加,铁水对炉缸的冲刷减轻。
4)温度较高的铁水进入炉缸,有利于增加炉缸的热储备,降低炉底凝铁层厚度,利于减弱铁水环流。
5)炉温控制过高,铁水过于黏稠,煤气过度膨胀,导致高炉难行,不利于强化冶炼,同时增加冶炼成本。
鉴于以上五点,应该综合考虑高炉生产实际情况,以能促使炉缸侧壁温度下行为标准,摸索出适合本厂的炉温控制标准。特别提示追求低硅冶炼的高炉,一定要守好炉温的底线。如下页图2所示,9月底10月初的低硅低热量控制应该是10月初炉缸侧壁温度大幅上行的主要诱因,而从10月中旬起通过采取提硅保铁水热量措施,炉缸侧壁温度逐渐下行并趋于稳定,证明在当前操作制度下被侵蚀部位碳砖石墨碳保护层已经形成,可保证高炉的安全生产。
3.4 加强出铁管理
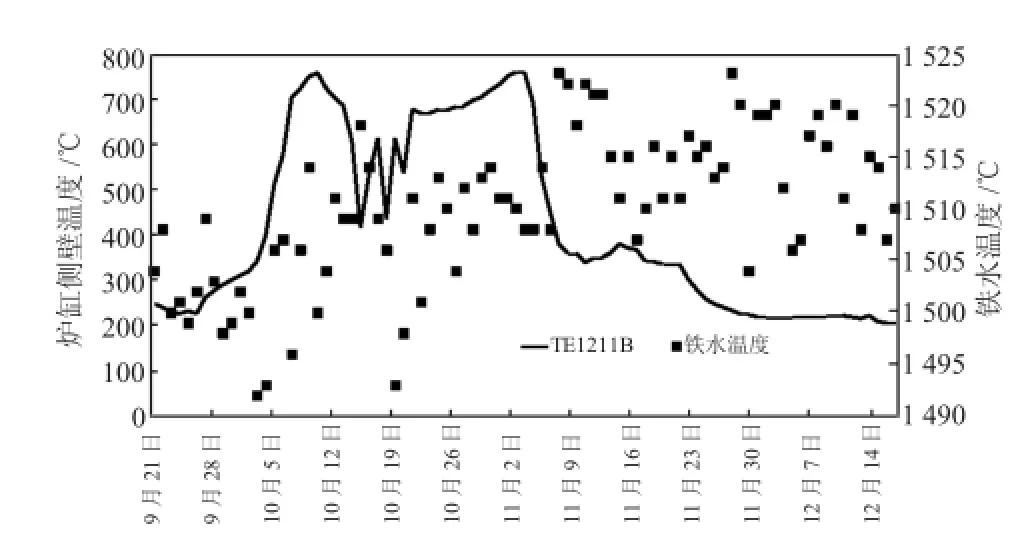
图22015年2号高炉铁水温度与炉缸侧壁温度对应关系
研究表明,随着铁水流量的增加,炉缸侧壁及炉底剪切应力值均逐渐增大。因此,适当减小铁口、延长出铁时间,可以减轻铁水对炉缸侧壁的冲刷[3]。铁流过小会导致高炉渣铁出不净,因此可行的措施就是控制出铁流速,严防铁流过大。因此邯宝炼铁厂积极联系炮泥厂家稳定提高炮泥质量,固定打泥量以稳定铁口深度维持在3 500 mm左右,把握好出铁节奏,使用统一钻头,开铁口力求钻开开透,控制出铁流速为5.4~7 t/min,严格控制上限,控制出铁时间为100~120 min,减少因出铁不均而引起的铁水环流加剧。
3.5 保持合理的高炉产能
过高的高炉产能增加的铁水产量会引起铁水环流加剧,且铁水产量的增加会给炉缸带入更高的热量,引起炉缸侧壁温度的升高。而过低的产能控制会降低死料柱的更新速度而降低炉缸的活性,从而使炉缸透液性降低,也会引起铁水环流的加剧。因此高炉操作者要根据炉况表现和炉缸侧壁温度的变化寻求合理的高炉产能。如表1所示,在2015年1月至2月初,高炉日产基本保持在8 000 t/d左右,至2月5日炉缸侧壁温度上升到最高点才采取控产措施,耽误了治理的最佳时机。当前通过摸索调整,2号高炉日产按7 650 t/d控制。
3.6 临时堵侵蚀部位上方风口
在治理初期,主要采用堵风口操作,通过堵风口弱化下方炉缸区域的活性,减小铁水冲刷和热负荷,可以暂时降低炉缸侧壁温度。但若未采取调整热制度、控制产能等措施促进碳砖保护层的形成和稳固,开风口后,炉缸侧壁温度又会迅速上行,如表2所示,2月至9月期间开堵24号、25号风口不下十次,图2出现的炉缸侧壁温度的快升快降就是此观点的最好例证。
如表2所示,4月份到9月份铁水温度整体下行,与硅含量对应性变差;5月12日—6月24日2号高炉24号、25号风口对面第9段、第10段铜冷却壁处出现结厚,长期堵24号、25号风口应是主要诱因。鉴于以上情况,认为堵风口仅能作为处理炉缸侧壁过高的一项临时措施,待其他措施到位后要及时打开风口,全风口作业,避免长期堵风口带来的不利影响。

表2 炉缸侧壁维护期间24号、25号风口开堵情况
3.7 强化侵蚀部位冷却和强化监测
冷却壁足够的冷却强度是降低砖衬热面温度、促进碳砖保护层形成的必要条件;在保障炉底冷却的基础上适当降低炉底的冷却强度可以提高炉芯的活度,增加炉芯透液性,降低铁水环流对炉缸侧壁的冲刷。将2号高炉软水压力由750 kPa提高到850 kPa,软水总量由4 750 m3/h提高到5 000 m3/h,软水进水温度由38℃下调到35℃,炉底流量由850 m3/h下调到700 m3/h,取得了良好效果,促进了炉缸侧壁的安全回归。
另外,加强对2号高炉炉缸温度异常部位冷却壁水温差、热流强度和炉壳的监控力度。对于这些指标,要求值班工长每班接班后至少检查1次,配管工每一小时检查测量一次,并形成完整的电子报表记录纳入特护日志管理。
4 总结与体会
1)要着实树立均衡、长寿的高炉操作思想,不冒进、不拖延,发现炉缸安全问题苗头要尽早采取措施处理,处理过程要果断坚定,防止反复。
2)处理炉缸侧壁温度上行,应该从减弱铁水环流和促进碳砖保护层形成和稳固入手,综合采取必要措施,尽快使炉缸侧壁温度安全回归,保证高炉安全生产。
[1]焦克新,张建良,左海滨,等.高炉炉缸黏滞层物相及形成机理[J].东北大学学报(自然科学版),2014,35(7):987-991.
[2]丁跃华,汤启荣,杨晓源,等.高炉铁水碳溶解度与片状石墨析出的实验研究[J].昆明理工大学学报(理工版),2004,29(5):33-37.
[3]郭亮.高炉炉缸铁水环流的数值模拟[D].沈阳:东北大学材料与冶金学院钢铁冶金研究所,2010:31-53.
(编辑:胡玉香)
Hanbao No.2 Blast Furnace Hearth Sidewall
LI Xuebin
(Ironmaking Plant,Hangang Hanbao Company,Handan Hebei 056015)
Through the analysis in the process of governance of temperature rise in Hanbao ironmaking plant No.2 BF hearth sidewall.Reducing the flow of molten iron and promoting the formation of protective layer of carbon brick is the key treatment of hearth sidewall temperature rise.It should strengthen the quality of coke,pressing edge,optimization of temperature control,iran management strengthening,temporary plugging tuyere,and cooling strengthening and other measures to comprehensively manage.
hearth sidewall,circulation of molten iron,carbon brick protection layer
TF543
A
1672-1152(2016)06-0048-03
10.16525/j.cnki.cn14-1167/tf.2016.06.18
2016-10-18
李学斌(1982—),男,助理工程师,主要从事高炉炼铁技术管理工作。
猜你喜欢
山东冶金(2022年1期)2022-04-19
山东冶金(2022年1期)2022-04-19
矿产勘查(2020年1期)2020-12-28
科学与财富(2020年20期)2020-10-20
山东冶金(2019年5期)2019-11-16
山东工业技术(2016年15期)2016-12-01
自动化学报(2016年5期)2016-04-16
专用汽车(2016年8期)2016-03-01
山东冶金(2015年5期)2015-12-10
安徽冶金科技职业学院学报(2015年3期)2015-12-02