车用动力电池单体自动化拆解线有害气体控制实验研究*
2016-06-01 05:34余海军陈臻谢英豪
工业安全与环保 2016年4期
余海军 陈臻 谢英豪
(1.广东邦普循环科技有限公司 广东佛山 528244; 2.湖南邦普报废汽车循环有限公司 长沙 410600;
3.广东省新能源车用动力电池循环利用研究院士工作站 广东佛山 528244)
车用动力电池单体自动化拆解线有害气体控制实验研究*
余海军1,2陈臻1,2谢英豪1,3
(1.广东邦普循环科技有限公司广东佛山 528244;2.湖南邦普报废汽车循环有限公司 长沙 410600;
3.广东省新能源车用动力电池循环利用研究院士工作站广东佛山 528244)
摘要以动力电池单体自动化拆解线的混合废气为研究对象,通过实验考查了碱液吸收、活性炭吸附及碱液吸收+活性炭组合工艺对拆解线混合废气的处理效果,结果显示,混合废气先经碱液吸收,再经活性炭吸附之后,出口浓度比国家排放标准限值低;当质量分数为10%的碱溶液吸收时间为2~3 s、煤质柱状活性炭接触时间为1~2 s时,恶臭物质去除率达95.0%,氟化物去除率达91.8%;整个废气处理系统具有很好的实际应用前景,经测算,装机功率小于1 kW/1 000 m3,运行成本小于1元/1 000 m3。
关键词动力电池恶臭废气化学吸收活性炭吸附废气去除率
0引言
车用动力电池单体自动化拆解线的混合废气主要来自于锂离子动力电池单体物理切割工序[1],可能产生的气态污染物有氟化氢、五氟化磷、碳酸酯类有机物以及挥发性有机物,该种废气的特点是浓度低、成分复杂、呈恶臭味,对车间内工作人员的身体健康及周边环境都有影响。因此必须采取有效的净化工艺[2-4],对该类废气加以控制。笔者根据该类混合废气的特点,采取碱液吸收、活性炭吸附及二者结合工艺对其进行了实验研究,耗时15 d,研究出了有效的处理工艺。
1试验装置和方法
试验研究所用装置采用全程密封形式,废气经顶盖式集气罩统一抽排处理,工艺流程见图1。废旧锂离子动力电池单体切割中试线混合废气先经集气罩收集,再利用离心风机送入竖式柱状吸收塔(或横式矩形吸附塔)中,混合废气由吸收塔(或吸附塔)底部进入喷淋空间(或吸附空间),逆向接触吸收布满整个喷淋空间的喷淋液(或与活性炭接触),经过一定的停留时间,处理完成后废气直接排放。碱液吸收+活性炭吸附工艺中,混合废气由管路①、②进入吸收塔被碱液吸收,再经管路⑤进入除雾隔水塔去除水分,最后进入吸附塔被活性炭吸附,处理完成后的废气直接排放。
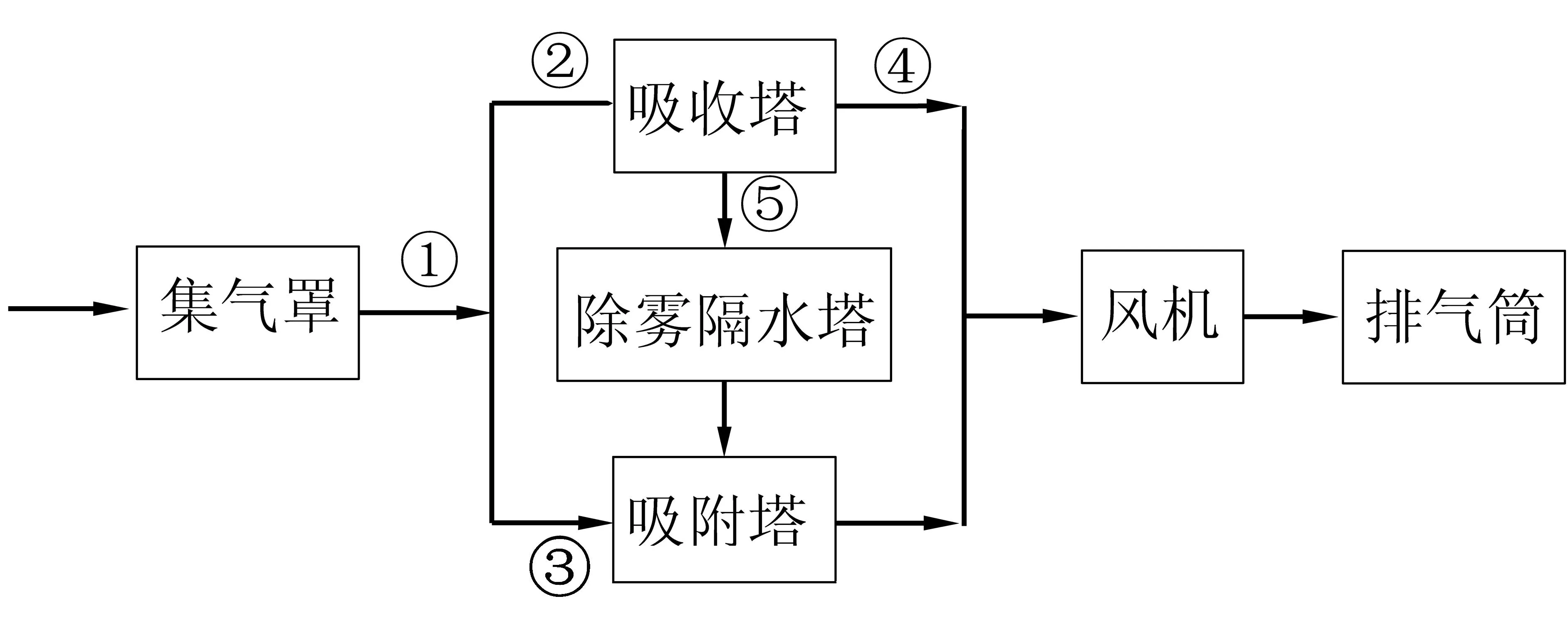
图1 实验装置工艺流程图
工艺流程中的吸收塔预先设置两级喷淋,喷淋液(质量分数为10%的NaOH溶液)利用FP型增强聚丙烯耐腐蚀离心泵循环,液气比设定范围为6~12 L/m3,喷淋液吸收饱和后需定期处理、更换。吸附塔内设置两级煤质柱状活性炭(直径4 mm、碱值800±50),每级活性炭层尺寸为1 000 mm×780 mm×100 mm,质量为200 kg,活性炭吸附饱和后需定期更换。
试验方法主要有3种:①吸收法。利用碱液和混合废气在密闭空间里充分接触反应,从而使混合废气得到净化。本方法针对的是氟化物占主体的混合废气。此方法简单可靠,投资省,处理风量不受限制,适用于处理低浓度或含颗粒物的废气,对于氟化物来说,我们选择用工业片碱来做液体吸收剂。②吸附法。吸附法是采用活性炭吸附酸性废气和有机废气的方法。混合废气通过固定吸附床内的活性炭层的过流断面,在一定的停留时间内,由于活性炭表面与有机废气分子间相互引力(主要为范德华力)的作用产生物理吸附,从而将废气中的有机成分吸附在活性炭的空隙表面,使废气得到净化[5]。③吸收法+吸附法。吸收法+吸附法为将吸收法与吸附法进行组合的方法,能兼有二者的优点,使处理效果更高。
2试验结果与讨论
2.1碱液吸收
设定试验条件为:进气量为6 000 m3/h,塔内气体流速为3 m/s[6],吸收接触时间为2~3 s,喷淋液为质量分数为10%的工业片碱溶液,设定液气比的范围在6~12 L/m3。恶臭物质和氟化物的检测结果见表1和表2所示,其中恶臭物质浓度单位采用无量纲[5]。

表1 喷淋试验对恶臭物质的去除效果

表2 喷淋试验对氟化物的去除效果
根据表1、表2可以看出,碱液吸收能够去除混合废气中部分污染成分,在所设定的试验条件下,对恶臭物质的去除率只有79%,而对氟化物的去除率达到了90%。去除原理为氢氧化钠溶液与混合废气发生了中和反应和物理溶解,最终达到净化的目的。其中关键在于选择何种吸收剂和气液相间的传质效果。因为混合废气中含有部分酸性气体(氟化氢、五氟化磷等),故NaOH溶液可以吸收去除这部分污染废气;另外,某些高分子有机物、VOCs等废气,在气液接触的时候,进行了物理溶解,变为液态。喷淋装置内的旋流板塔使得混合废气与氢氧化钠雾滴(粒径大小在80~150 μm之间[7])形成高度雾化形态,这时气液相间具有较高的传质速率。
2.2活性炭吸附
设定条件为进气量6 000 m3/h,活性炭为两级吸附,活性炭材质为煤质、柱状,直径4 mm,碱值800±50,塔内气体平均流速为1.5 m/s,其试验结果如表3、表4所示。

表3 活性炭吸附对恶臭物质的去除效果

表4 活性炭吸附对氟化物的去除效果
根据表3、表4可以看出,活性炭可有效去除废气中的一些恶臭物质。在经过两级活性炭吸附,控制活性炭与废气接触时间为1~2 s,恶臭去除率可达89.8%,但是对氟化物的去除率最高只有48.9%。
影响活性炭吸附性能的因素很多,吸附剂、吸附质及吸附条件的不同,都会引起不同的吸附效果。比如活性炭的物理性质(材质、形状、粒度)、化学性质(极性、pH值),吸附质性质(分子大小、极性、化学结构),吸附条件(温度、湿度、吸附时间、气流速度、边流效应、竞争吸附)等[8-9]都会对吸附效果造成不同程度的影响,具体影响特性还需通过实验探讨。2.3碱液吸收+活性炭吸附
通过上述碱液吸收和活性炭吸附的试验可以看出,氟化物都可以处理达标,且碱液吸收会比活性炭吸附效果更理想。但是为了使处理效果更好,更好地保护环境,笔者提出了碱液吸收+活性炭吸附组合工艺,即混合废气先经过碱液吸收,尾气通过隔雾除水后,再用活性炭进行吸附。设定实验条件为:进气量为6 000 m3/h,喷淋塔内气体流速为3 m/s,吸收接触时间为2~3 s,喷淋液为质量分数为10%的工业片碱溶液,设定液气比的范围在6~12 L/m3;吸附塔采用两级活性炭吸附,活性炭材质为煤质、柱状,直径4 mm,碱值800±50,吸附塔内气体平均流速为1.5 m/s,接触时间为1~2 s。试验结果见表5、表6。

表5 吸收+吸附对恶臭物质的去除效果

表6 吸收+吸附对氟化物的去除效果
根据表5、表6可以得知,碱液吸收+活性炭吸附工艺能够有效净化废旧锂离子动力电池单体切割中试线的混合废气。在预先设定的实验条件情况下,恶臭物质的净化效率可以达到95.0%,净化后的出口浓度低于《恶臭污染物排放标准》(GB 14554—93)二级标准限值;氟化物的净化效率达到了91.8%,净化后的出口浓度低于广东省地方标准《大气污染物排放限值》(DB 44/27—2001)第二时段二级标准。混合废气经碱液喷淋后,废气中的无机成分得到有效吸收,包括氟化氢、五氟化磷等;然后,废气经过除雾隔水塔,使废气中的水分得到有效去除;剩余尾气再进入活性炭吸附装置,经活性炭吸附后排放,有效地实现了混合废气的净化。该种组合工艺同时具备了吸收法和吸附法的特点,充分有效地发挥了二者的优势,使得净化效率得到了提高,药剂用量得到了减少,进而降低了二次污染,因此笔者认为该工艺比较适合于含酸性废气、有机废气等混合废气的净化处理。
3运行成本分析
本单位正常工作日为8 h/d,每周6 d,每个月26 d,以下计算参照使用。根据当地实际情况,各能源价格为工业片碱:2 500元/t;工业氯化钙:1 500元/t;活性炭:4 500元/t;自来水:3.19元/t;工业用电:0.84元/(kW·h)。①有害气体控制设备耗电装置包括一台5 kW风机以及一台1.5 kW水泵,每天耗电费为36.96元;②由实验测量数据可知,每个动力电池单体约为0.8 kg,而自动化拆解线每天拆解量为384 kg;③按每4个月换一次活性炭,每月加15 kg工业碱,每月消耗氯化钙30 kg,每月加380 kg自来水(由于水箱采用密封形式,一直进行循环喷淋,随设备和风压消耗较少)计,则每天耗材费为20.53元/d;④由于从设备上清理出来的活性炭以及氟化物跟氯化钙反应沉淀出来的氟化钙都属于危险固体废弃物,需要交给有相应资质的危废处理单位处理,处理费用为1 000元/t,则每天固体废弃物处理费为5元;⑤根据风机功率以及对应风量,产生的废气量为6.4×104m3/d,则废气运行成本为0.98×10-3m3/元。
4结语
(1)废旧锂离子动力电池单体切割中试线的混合废气成分较复杂,实验结果显示,碱液吸收+活性炭吸附组合工艺中,当用质量分数为10%的NaOH溶液吸收2~3 s、与活性炭接触时间为1~2 s时,恶臭物质净化率达到95.0%,氟化物净化率达到91.8%,充分体现了碱液吸收和活性炭吸附各自的特点和优势,有效地净化了废旧锂离子动力电池单体切割中试线的混合废气,得到了满意的处理效果。
(2)碱液吸收+活性炭吸附组合工艺由于能耗低(经测算,系统功率小于1 kW/1 000 m3,实际运行成本小于1元/1 000 m3),净化效率高,因此具有很好的工程应用前景,可以给动力电池生产、拆解企业废气处理工程提供技术参考。
参考文献
[1]余海军,张铜柱,刘媛,等.车用动力电池回收拆解的安全与环境技术[J].工业安全与环保,2014,40(3):77-79.
[2]闫凯.生物滴滤法处理低浓度混合恶臭气体的研究[J].江苏环境科技,2007,20(1):39-40.
[3]江黎虹.化学填料塔工艺净化恶臭废气的研究[J].工业安全与环保,2007,33(1):43-44.
[4]MONFORT E, Garc'a-Ten J, CELADES I, et al. Monitoring and possible reduction of HF in stack flue gases from ceramic tiles[J]. Journal of Fluorine Chemistry, 2010,131(1):6-12.
[5]黄伟,贾艳秋,孙盛凯.活性炭及其改性研究进展[J].化学工业与工程技术,2006,27(5):39-44.
[6]何潮洪,冯宵.化工原理[M].北京:科学出版社,2004.
[7]国家环境保护局,国家技术监督局. 恶臭污染物排放标准:GB 14554—93[S].北京:中国标准出版社,1994.
[8]杜长明,张创荣,曾海燕,等.活性炭吸附和脱附-等离子体氧化净化有机废气[J].环境工程,2010,28(5):74-82.
[9]高华盛,汪大翚,叶芸春,等.空气湿度对低浓度有机蒸汽在活性炭上吸附平衡的影响[J].环境科学学报,2002,22(2):194-198.
Experimental Research on Harmful Gas Control of Automated Traction Battery Cell Disassembling Line
YU Haijun1,2CHEN Zhen1,2XIE Yinghao1,3
(1.GuangdongBrunpRecyclingTechnologyCo.,Ltd.Foshan,Guangdong528244)
AbstractIn this paper, the exhaust gas of vehicle power cell by automated disassembly line is used to conduct study, through experiments it is investigated the treatment effects of alkali absorption, activated carbon absorption and the combination of these two processes on the mixed exhaust gas of disassembly line. The result shows that the concentration of exhaust gas is lower than the limit value of the emission standard after first absorption by alkali and following absorption by activated carbon. Under the experimental conditions of 10% sodium hydroxide lye absorption for 2-3 s and activated carbon contact for 1-2 s, the removal efficiency of odor and fluoride can reach 95.0% and 91.8% respectively. It is proved that the whole system is prospective in practice and it is measured thattheinstalledpowerofpurificationsystemislessthan 1 kW/1 000 m3 and running cost less than 1 yuan/1 000 m3.
Key Wordspower batteryoffensive odorchemical absorptionactivated carbon adsorptionremoval rate of exhaust gas
(收稿日期:2015-03-18)
通讯作者谢英豪,男,1987年生,广东人,硕士,主要研究方向为新能源与资源循环利用。
作者简介余海军,男,1979年生,重庆人,主要从事节能环保与循环经济领域的前沿技术、产业和品牌战略研究。
*基金项目:国家火炬计划项目(2013GH061426),国家科技支撑计划备选项目(子项目)(2014BAC03B01),广东省战略性新兴产业核心技术攻关项目(2011A032302001)。
猜你喜欢
价值工程(2022年19期)2022-06-14
石油和化工设备(2022年2期)2022-03-11
四川化工(2020年4期)2020-08-28
云南化工(2020年4期)2020-05-19
饮食保健(2019年15期)2019-08-13
消费导刊(2018年10期)2018-08-20
汽车与新动力(2018年2期)2018-05-09
能源(2017年12期)2018-01-31
化工设计通讯(2017年11期)2017-11-29
化工管理(2017年26期)2017-10-13