基于华中数控系统的宏程序倒角铣削加工应用
2016-07-20 09:41冯邦军付晓军
装备制造技术 2016年3期
冯邦军,付晓军
(仙桃职业学院,湖北 仙桃433000)
基于华中数控系统的宏程序倒角铣削加工应用
冯邦军,付晓军
(仙桃职业学院,湖北 仙桃433000)
摘要:倒角是机械加工中常见的工艺。以华中数控系统为例,介绍了利用球头刀编制宏程序加工倒角的方法,具有较强的实用性。
关键词:倒角;华中数控系统;铣削;宏程序
机械加工中,倒角是常见的工艺。许多大量生产工艺中,倒角都使用成形刀具,程序设计简单、效率高。但是在职业院校的教学中,为进一步提高学生对宏程序认识,我们常采用立铣刀、球头刀进行粗精加工,其编程难度大。为此,本文总计了在数控机床上采用球头刀进行倒角加工和编程的方法。
1 数学分析
零件轮廓倒角有凸圆角、凹圆角和斜角三种。零件轮廓倒角可采用球头刀或立铣刀铣削加工,如表1所示为球头刀倒工件轮廓凸圆角、凹圆角和斜角的几何参数模型。
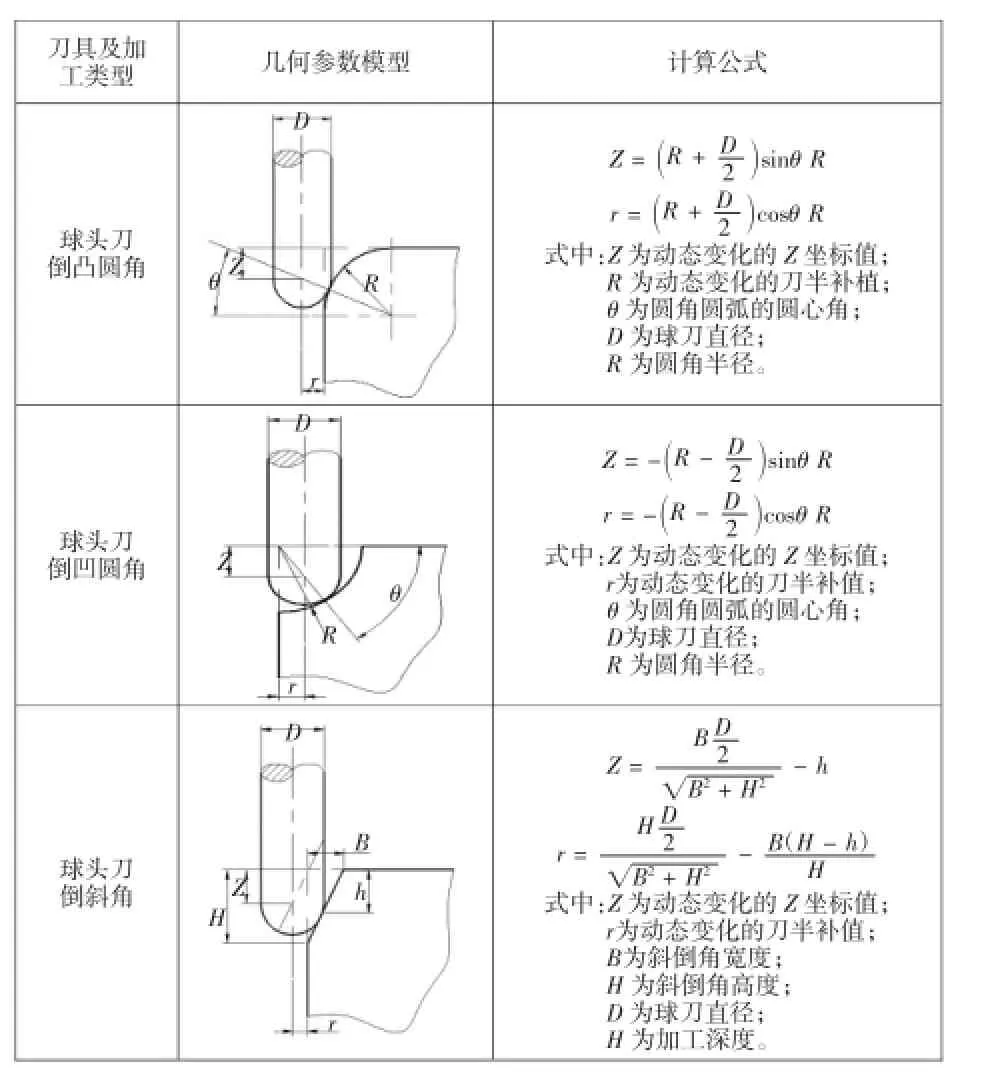
表1 倒角几何参数模型
2 编程方法
零件轮廓倒角的宏程序编程有两种方法:刀具刀位点轨迹编程和刀具半径补偿编程。通过比较发现:以刀具刀位点轨迹编程制宏程序时,由于刀位点轨迹较复杂,编程和理解困难,适用于几何形状比较简单工件的编程;以刀具半径补偿制能编制宏程序时仅根据工件轮廓编程,无需考虑刀具中心位置,由数据系统根据动态变化的道刀具半径补偿值自动计算刀具中心坐标,编程比较简单,效率高[1]。因此,我们常采用刀具半径补偿法编程。
倒凸圆角是宏程序编程加工的难点。倒圆角加工属于曲面加工,其中三坐标轴数控机床铣削加工应用最为普遍。曲面加工的走刀路线有参数法、截面法、放射性法、环形等多种走刀路线方式。下面介绍用截面法加工圆角曲面的原理。
截面法是指采用一组等距离的平面去截取加工曲面,形成一系列交线,刀具与加工表面的切触点沿着这些交线运动,完成曲面的加工,如图1所示。只要保持相邻截面间的距离足够小,即每次的下刀深度足够小,就可以加工出满足加工精度要求的圆角曲面。由图1可见,这一系列的截交线就是圆角所在外轮廓的等距线,为了简化编程,可采用半径补偿功能进行编制[2]。

图1 加工圆角曲面的刀具轨迹
为保证加工精度,在加工倒圆角时通过调整角度增量并由下至上加工的方法来实现。采用球头刀铣削加工零件轮廓凸圆角的变量模型如表1所示,刀具的“半径”和Z轴坐标值是动态变化的,在华中数控HNC-21M系统中,可编程的动态变化的刀具“半径”用变量#101时,刀具半径补偿号必须用D101.设工件轮廓凸圆角半径R,球头刀刀具直径为D,以圆角圆弧的圆心角θ为自变量,在当前角度θ时球头刀的刀位点(球心)距离上表面Z,距离加工工件轮廓r,利用工件轮廓补偿刀具半径补偿值r编程沿工件轮廓加工,然后角度θ递变,再利用变化后的Z值和工件轮廓补偿以变化后的刀具半径补偿值“r”编程沿工件轮廓加工,直到加工完成整个圆角。
球头刀刀具半径补偿法铣削加工零件轮廓凸圆角宏程序编程模版如表2所示。

表2 球头刀刀具半径补偿法铣削加工零件轮廓凸圆角宏程序编程模版[3]
3 应用举例
如图2所示零件轮廓已经加工完毕,编制其倒R4圆角的铣削加工宏程序。

图2 工件轮廓倒凸圆角
如图所示,圆角半径R4 mm,选择φ8 mm的球头刀倒圆角,即球头刀刀具直径D=8 mm,设G54工件坐标系原点在工件上表面右侧对称中心,编制倒圆角宏程序如下。
%3280
G54 G17 G90(选择G54工件坐标系、XY平面和绝对坐标值编程)
M03 X100 Y100 Z50(快进到起到点)
#3=8(球头刀直径D赋值)
#17=4(凸圆角半径R赋值)
#20=0(角度θ计数器置零)
#21=3/2+#17(计算球刀中心与倒圆中心连线距离)
WHILE#20LE90(循环条件判断)
#22=#21*SIN[#20*PI/180]-#17(计算球刀的Z轴动态值)
#100=#21*COS[#20*PI/180]-#17(计算动态变化的刀具半径r补偿值)
G00 Z[#22](刀具下降至初始加工平面)
G41 X10 Y-22.5 D100(建立刀具半径补偿)
G01 X-18(工件轮廓加工程序)
G02 X-30 Y-10.5 R12(工件轮廓加工程序)
G01 Y10.5(工件轮廓加工程序)
G02 X-10 Y22.5 R12(工件轮廓加工程序)
G01X0(工件轮廓加工程序)
G40 G00 X50(取消刀具半径补偿)
#20=#20+0.5(角度计数器加增量)
ENDW(循环结束)
G00 Z50(抬刀)
X100Y100(返回起刀点)
M30(程序结束)
4 结束语
倒角的类型比较多,加工方式与编程方法也较多。编制宏程序加工的关键在于如何建立数学模型,根据数学模型编制程序。初学者,可以多采用半径补偿法。当然,倒角还可以利用立铣刀,由于受到精度的影响,球头刀倒角加工应用更广泛。
参考文献:
[1]杜军.华中数控宏程序编程技巧与实例精解[M].北京:化学工业出版社,2012:35-58.
[2]杜军.FAUNC宏程序编程技巧与实例精解[M].北京:化学工业出版社,2011:1-256.
[3]陈海舟.数控铣削加工宏程序及应用实例[M].北京:机械工业出版社,2008:20-62.
Application of Macro Chamfer Milling based on Huazhong CNC System
FENG Bang-jun,FU Xiao-jun
(Xiantao Vocational College,Xiantao Hubei 433000,China)
Abstract:Chamfer is common in machining process.This paper takes Huazhong numerical control system as an example,respectively,using ball end cutter,milling cutter,introduces the method of preparation of macro program in NC machining chamfer.It has a strong practicability.
Key words:chamfer;huazhong numerical control system;milling;the macro program
中图分类号:TP 659
文献标识码:B
文章编号:1672-545X(2016)03-0174-02
收稿日期:2015-12-15
作者简介:冯邦军(1976-),男,湖北仙桃人,工程硕士,讲师,研究方向机电一体化技术;付晓军(1981-),男,湖北仙桃人,硕士研究生,讲师,研究方向嵌入式系统及自动控制。
猜你喜欢
防爆电机(2022年2期)2022-04-26
智能制造(2021年4期)2021-11-04
品牌研究(2020年32期)2020-08-09
商品与质量(2019年25期)2019-12-22
制造技术与机床(2019年10期)2019-10-26
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
科技视界(2018年6期)2018-05-11
数码世界(2017年12期)2018-01-03
制造技术与机床(2017年11期)2017-12-18