精密主轴轴承成品检查装配流程改进
2016-07-26 00:18范雨晴马莹胡敬原宁晋
轴承 2016年9期
范雨晴,马莹,胡敬原,宁晋
(1.洛阳轴研科技股份有限公司,河南 洛阳 471039;2.河南省高性能轴承技术重点实验室,河南 洛阳471039;3.滚动轴承产业技术创新战略联盟,河南 洛阳 471039)
精密主轴轴承以精密角接触球轴承和精密圆柱滚子轴承为主,其成检装配流程的合理与否直接决定轴承生产成本高低、性能优劣和寿命长短等。
1 改进前成检装配流程及存在问题
1.1 精密角接触球轴承
改进前精密角接触球轴承的成检装配流程如图1所示,主要存在以下问题:
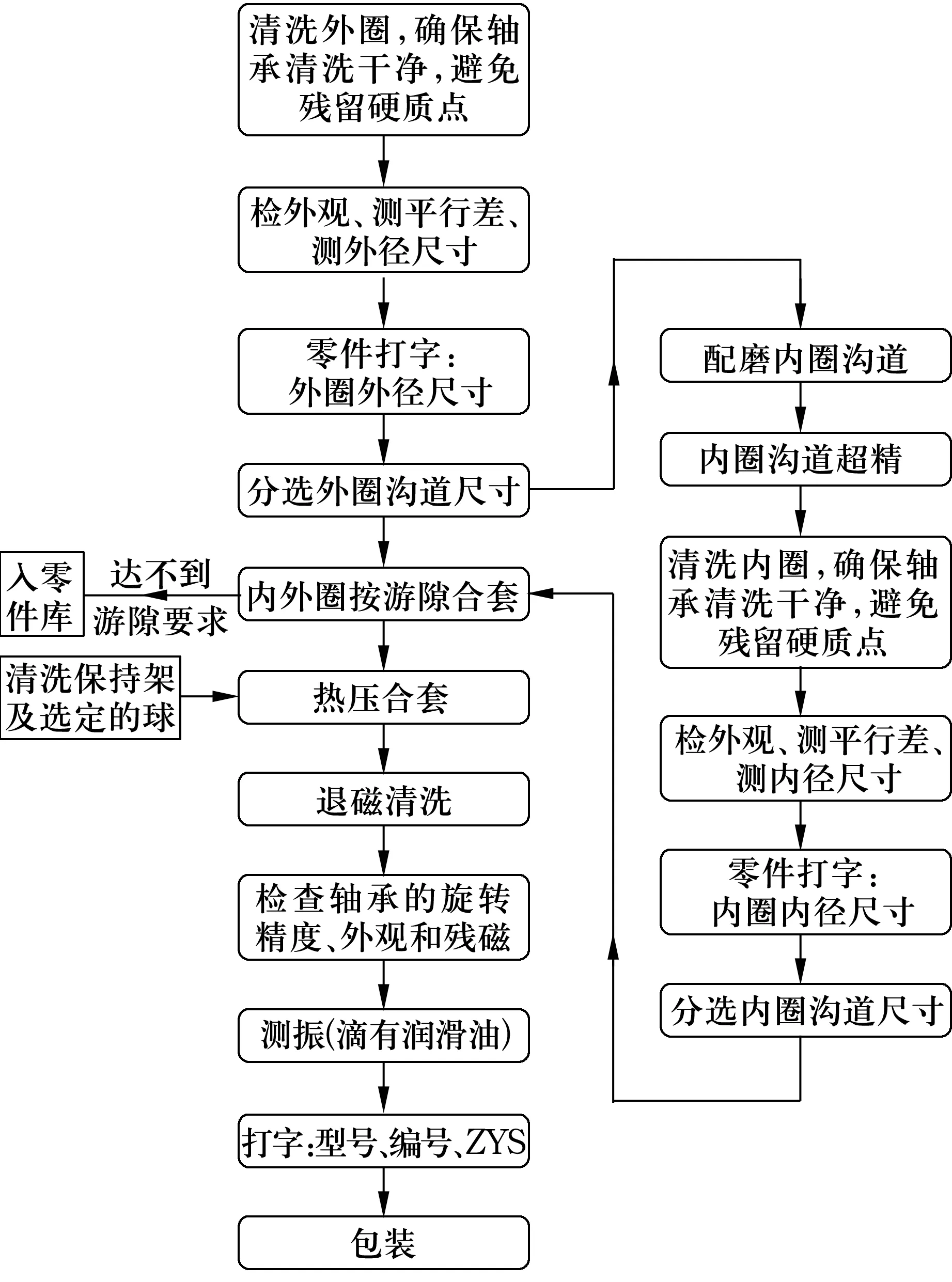
图1 改进前精密角接触球轴承的成检装配流程
1)外圈沟道尺寸分选后才能确定配套内圈沟道尺寸,然后配磨内圈沟道尺寸。该方法效率低,合套率仅65%~70%。同时内圈配磨内圈沟道尺寸后还需要超精、清洗、检外观、测平行差、测内径尺寸、打字内径尺寸和分选内圈沟道尺寸,工序多,时间长,分选沟道尺寸后的外圈长时间摆放在装配间,容易生锈且占用空间。
2)内、外圈按游隙合套时,未达到游隙要求的内、外圈要入零件库,下次配磨沟道尺寸时需重新测量沟道尺寸,重复劳动。
3)热压合套后,需要退磁,退磁时易造成球与内外圈沟道碰撞,损伤沟道。
4)成品轴承热压后需要检测轴承的内圈径向跳动Kia、外圈径向跳动Kea、内圈的轴向跳动Sia和外圈的轴向跳动Sea,在无润滑剂的情况下检测轴承旋转精度,球与沟道为干摩擦,会损伤沟道。
1.2 精密圆柱滚子轴承
改进前精密圆柱滚子轴承的成检装配流程如图2所示,除存在与精密角接触球轴承同样的问题外,合套后的精密圆柱滚子轴承在运输过程中,滚子与内外圈滚道碰撞,会影响轴承的使用性能。
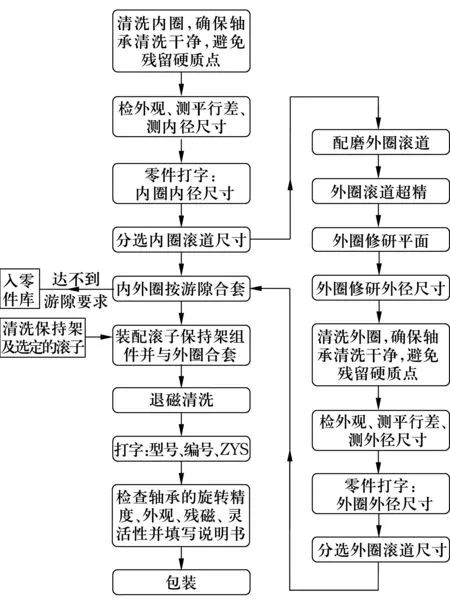
图2 改进前精密圆柱滚子轴承的成检装配流程
2 改进后成检装配流程
2.1 精密角接触球轴承
2.1.1 改进内容
1)装配和成检车间内的所有金属工具和仪器必须定时退磁,保证装配和成检车间为无磁车间,套圈和球进装配和成检前必须退磁,合套后的轴承不需要退磁。
2)对于精密角接触球轴承,球和保持架为合格零件,内圈沟道对端面的平行度Si(内沟摆)直接反映成套轴承内圈的轴向跳动Sia;外圈沟道对端面的平行度Se(外沟摆)直接反映成套轴承外圈的轴向跳动Sea;内圈沟道与内孔间的厚度变动量Ki(内壁厚差)直接反映成套轴承内圈径向跳动Kia;外圈沟道与外表面间的厚度变动量Ke(外壁厚差)直接反映成套轴承外圈径向跳动Kea。故只需保证Ki,Ke,Si和Se合格,就能保证旋转精度Kia,Kea,Sia,Sea。
3)压缩终磨内外圈沟道尺寸公差,内外圈同时进成检装配。以7021AC/P4角接触球轴承为例,径向游隙为0.23~0.27 mm,内圈沟道尺寸为(115.004±0.025) mm,外圈沟道尺寸为(150.178±0.025) mm,钢球直径为17.462 mm。根据经验,内外圈超精量为0.006 mm,在终磨内、外圈沟道时,应控制内圈沟道尺寸为(115.01±0.008) mm,控制外圈沟道尺寸为(150.172±0.010) mm。
改进后的精密角接触球轴承成检装配流程如图3所示。
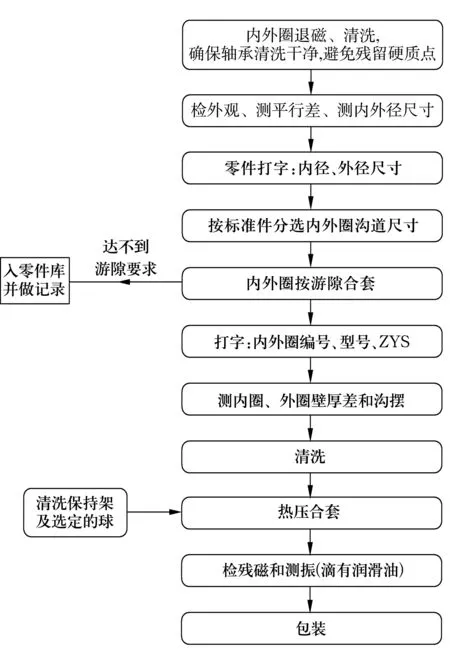
图3 改进后精密角接触球轴承的成检装配流程
2.1.2 改进后优点
1)内、外圈同时装配,提高了效率和合套率。由于沟道磨削设备均有主动测量仪,内、外圈沟道尺寸公差容易保证。因此采用该方法后合套率几乎为100%。
2)在恒温车间内分选内外圈沟道直径,记录后入库,下次配沟道尺寸时不需要重新测量,避免重复劳动。
3)热压合套后不需要退磁和检测旋转精度,降低了劳动强度,提高了效率,同时可避免沟道损伤,提高轴承的使用性能。
2.2 精密圆柱滚子轴承
1)装配和成检车间内的所有金属工具和仪器必须定时退磁,保证装配和成检车间为无磁车间,成品零件(套圈和滚子)进装配和成检前必须退磁,合套后的轴承不需要退磁。
2)对于精密圆柱滚子轴承,滚子和保持架为合格零件,内圈滚道与内孔间的厚度变动量Ki(内壁厚差)直接反映成套轴承内圈径向跳动Kia,即Kia≈Ki;外圈滚道与外表面间的厚度变动量Ke(外壁厚差)直接反映成套轴承外圈径向跳动Kea,即Kea≈Ke;故只需保证Ki,Ke,就可保证该轴承旋转精度Kia,Kea。在测量内外壁厚差时,按编号记录Ki和Ke。
3)压缩终磨滚道直径公差,内、外圈同时进成检装配。以NN3018K/P4W33圆柱滚子轴承为例,径向游隙Gr为0.035~0.055 mm,内圈滚道直径di为105 mm,外圈滚道直径De为127 mm,圆柱滚子直径Dw为11 mm;根据经验,内外圈超精量为0.005 mm,故在终磨内、外圈滚道时,控制终磨内圈滚道直径为(104.99±0.005) mm,控制终磨外圈滚道直径(127.025±0.005) mm。确保超精后的外圈滚道直径减去超精后内圈滚道直径等于游隙上下限的平均值,即127.025+0.005-(104.99-0.005)-2×11=(0.035+0.055)/2。
4)在恒温装配车间内,严格分选内外圈滚道直径。精密圆柱滚子轴承径向游隙为
Gr=De-di-2Dw。
(1)
每套轴承需要给客户提供说明书,填写说明书时,内外径尺寸按照打字时标记的尺寸、旋转精度按编号记录的Ki和Ke,游隙值按理论计算值。
精密圆柱滚子轴承改进后的成检装配流程如图4所示。改进后的精密圆柱滚子轴承成检装配流程除与精密角接触球轴承有同样的优点之外,内外圈分开包装,避免了运输过程中滚子与内外圈碰撞。
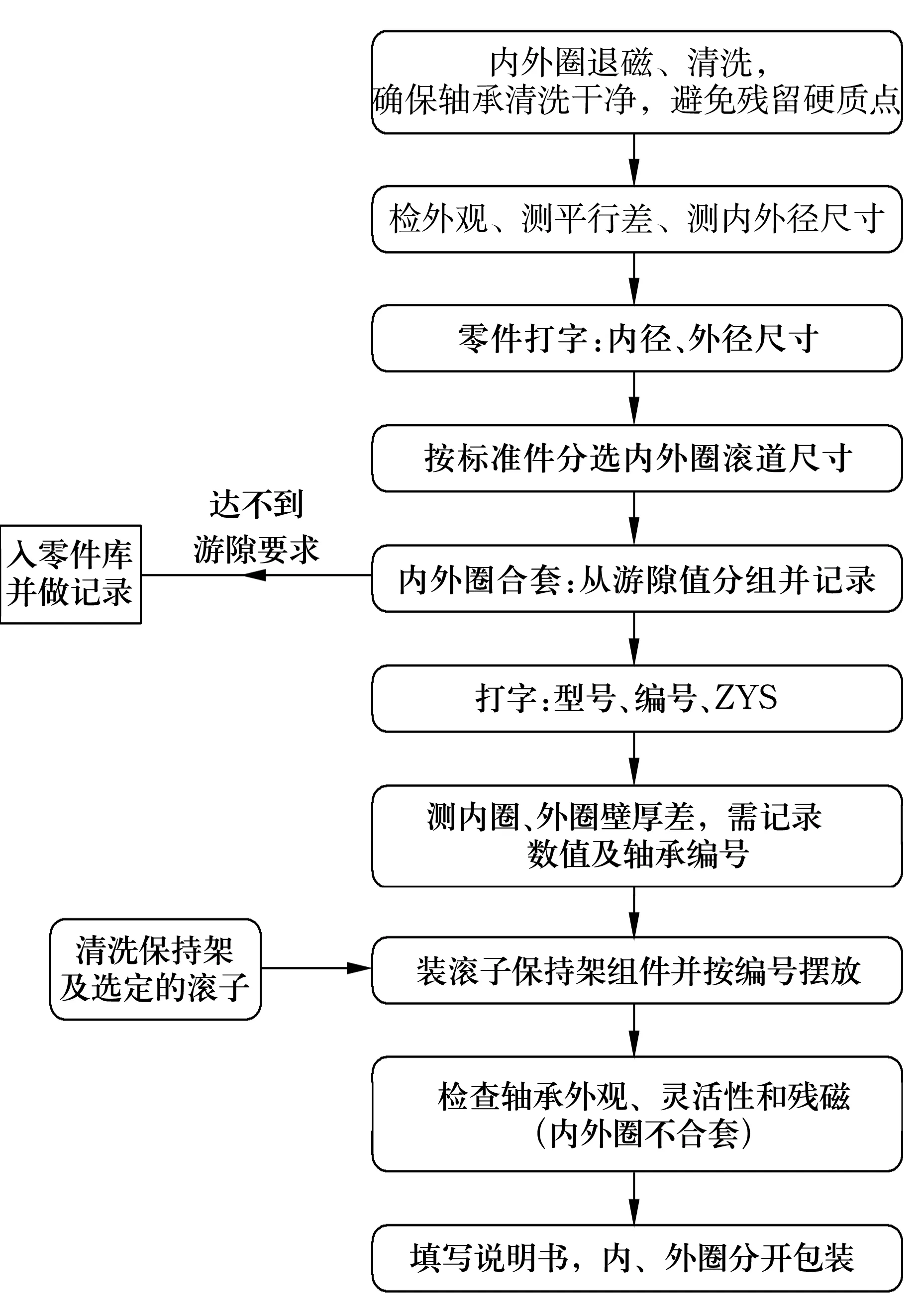
图4 改进后精密圆柱滚子轴承的成检装配流程
3 结束语
针对精密主轴轴承成检装配流程存在的问题,分别对精密角接触球轴承和精密圆柱滚子轴承成检装配流程进行改进,实现了内、外圈同时进行成检装配,提高了效率和合套率;轴承合套后不需要退磁和检测旋转精度,降低了劳动强度和生产成本,精密圆柱滚子轴承分开包装,避免了对滚道的损伤;保证了精密角接触球轴承和精密圆柱滚子轴承的使用性能。
猜你喜欢
防爆电机(2022年4期)2022-08-17
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
防爆电机(2020年5期)2020-12-14
装备制造技术(2020年2期)2020-12-14
微电机(2020年3期)2020-05-14
轴承(2018年10期)2018-07-25
轴承(2017年8期)2017-07-25
电测与仪表(2016年15期)2016-04-12
华东理工大学学报(自然科学版)(2015年1期)2015-11-07