微型凸缘轴承外圈沟道形状误差的测量
2016-07-26 00:18刘燕娜王玉飞张风琴张旭
轴承 2016年9期
刘燕娜,王玉飞,张风琴,张旭
(1.洛阳轴研科技股份有限公司,河南 洛阳 471039;2.河南省高性能轴承技术重点实验室,河南 洛阳 471039;3.滚动轴承产业技术创新战略联盟,河南 洛阳 471039)
1 轴承套圈沟道形状误差测量的基本要求
轴承套圈沟道形状误差严重影响轴承的工作性能。沟道形状发生改变,沟道与钢球的密合度也随之发生变化,从而影响轴承的承载能力、摩擦磨损、精度、刚度、旋转精度、振动和噪声等性能。因此,在沟道加工过程中需要通过测量严格控制套圈沟道形状误差。
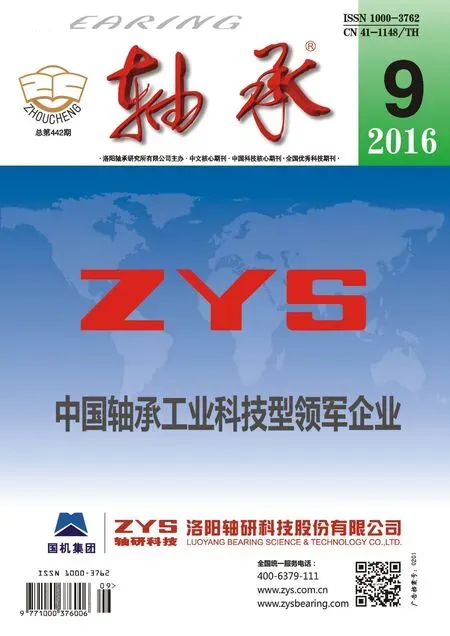
在轴承零件的检测过程中,内、外圈沟道形状误差通过表面形貌测量仪测量。如图1所示,测量时将待测套圈放置在V形槽上,摇动手柄,将测头移动至被测套圈的沟道处,测头与沟道接触后开始测量,最后通过读表获得测量结果。
1─被测套圈;2─表面形貌仪测头;3─V形槽
2 微型凸缘轴承套圈沟道形状误差的测量
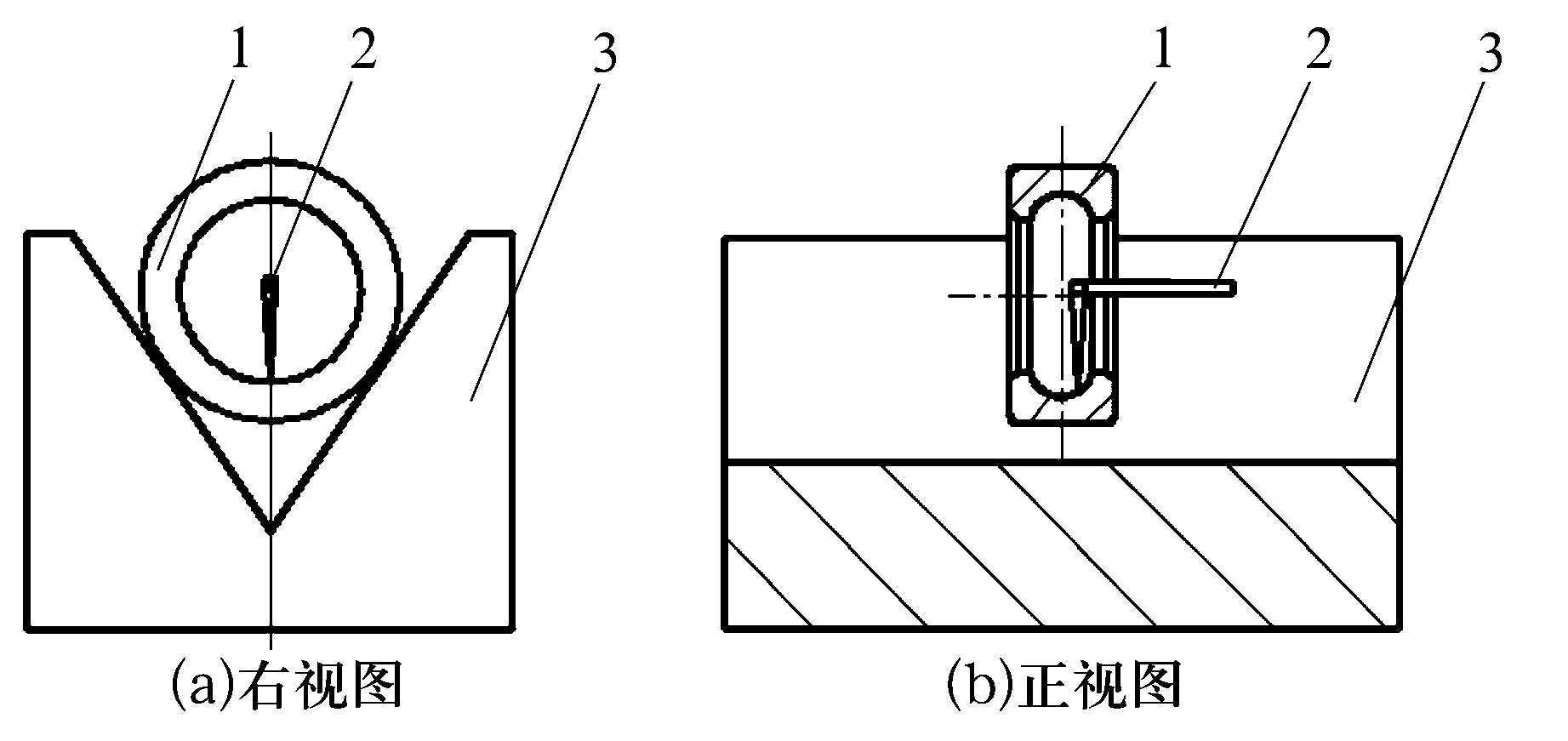
某微型凸缘轴承外圈的外径φ13 mm,内径φ11.3 mm,宽度4 mm,挡边直径φ15.5 mm,挡边宽度1.2 mm,沟道曲率半径1.89 mm,要求沟道形状误差不大于0.001 mm,该套圈结构如图2所示。由于该类轴承套圈带止推挡边,无法在V形槽上定位直接测量其沟道形状误差,故需设计辅助工装,方便套圈定位,进而进行沟道形状误差的测量。

图2 某微型凸缘轴承外圈
针对V形槽的定位方式和凸缘挡边的结构形式,设计的微型凸缘轴承外圈沟道形状误差测量专用定位工装如图3所示。
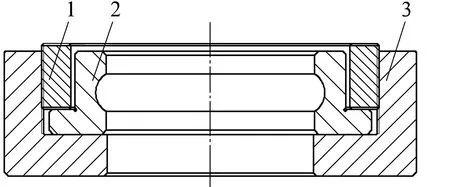
1—压块;2—被测套圈;3—套筒
定位工装由压块和套筒组成,材料选用GCr15,套筒与压块之间通过螺纹拧紧。该定位工装在测量过程中只起到定位作用,套筒外径面经过磨削加工,可与V形槽紧密贴合,成水平状态,保证被测套圈的中心线平行于V形槽,相当于普通套圈在V形槽上的定位,对测量精度没有影响。
对于外径尺寸小于套筒内径,且大于套筒内孔的凸缘轴承外圈,均可使用该定位工装进行沟道形状误差的测量。并且,可通过改变套筒的内径、内孔,加工不同规格的套筒和压块对不同尺寸的凸缘轴承外圈进行沟道形状误差测量。
测量时,将被测套圈放入套筒中,套圈大端面与套筒内端面平行放置,然后将压块拧入,使压块与套圈的凸缘端面紧密接触,保证套圈固定不晃动,最后将定位好的整套工装放置在表面形貌仪配套的V形槽上进行测量。按照工艺要求加工定位工装后,随机抽取10件精磨沟道后的带凸缘轴承外圈,分别使用传统定位方法(粘橡皮泥)和定位工装在V形槽上定位,利用表面形貌仪对套圈的沟道形状误差进行测量,结果见表1。
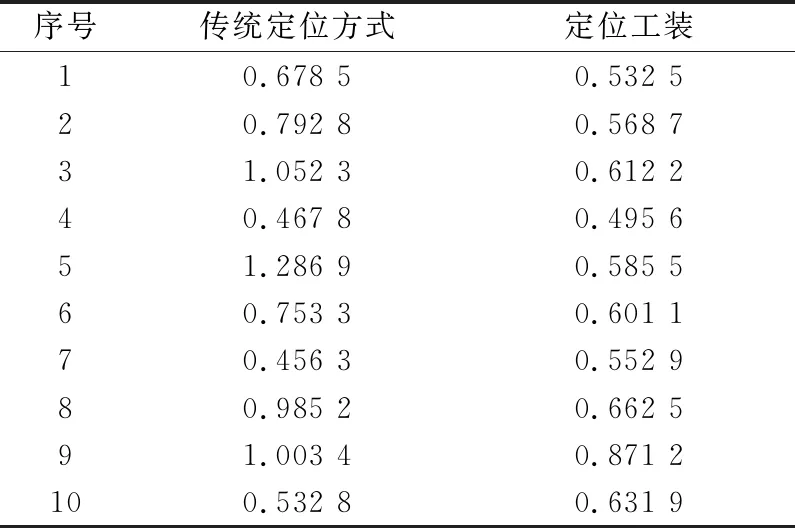
表1 某微型凸缘轴承外圈沟道形状误差的测量结果
由表可知,传统定位方法所得测量结果的散差大,而使用定位工装所得测量结果的离散性很小,且沟道形状误差均满足加工工艺要求。
3 结束语
针对微型凸缘轴承设计了测量定位工装,解决了无法在表面形貌仪上测量外圈沟道形状误差的问题,且设计的定位工装易加工、成本低,测量结果准确、可靠,可作为套圈生产加工中有效的质量控制参数,为轴承零件的质量控制提供有效依据,满足轴承零件批量生产对测量效率高的要求。
猜你喜欢
新作文·小学低年级版(2022年6期)2022-08-30
数学小灵通(1-2年级)(2022年6期)2022-06-17
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
石油工程建设(2020年5期)2020-10-27
铁道标准设计(2020年4期)2020-04-26
液压与气动(2019年7期)2019-07-18
创新作文(小学版)(2018年31期)2018-05-16
小学生作文辅导·读写双赢(2017年4期)2017-09-13
化工装备技术(2016年3期)2016-10-12
液压与气动(2015年2期)2015-04-16