60×25.00-25 50PR煤矿井下用工程机械轮胎的设计
2016-07-30 11:44余文刚姜新民焦世新
橡胶科技 2016年10期
余文刚,姜新民,焦世新
(新疆昆仑工程轮胎有限责任公司,新疆 库尔勒 841011)
煤矿井下用斜交工程机械轮胎由于胎体较厚,抗刺扎性能较好,因此仍具有较大的市场空间。我公司针对客户要求,开发了系列胎体强度高、抗刺扎性能好的煤矿井下用斜交轮胎。现将60×25.00-25 50PR煤矿井下用工程机械轮胎设计情况简介如下。
1 技术要求
根据客户要求,确定60×25.00-25 50PR煤矿井下用工程机械轮胎的技术参数为:标准轮辋 19.50/2.5,花纹类型不对称混合花纹,充气外直径(D′)(1 530±15.3) mm,充气断面宽度(B′)(635±19.05) mm,标准充气压力1 200 kPa,标准负荷35 000 kg。
2 结构设计
2.1 外直径(D)和断面宽度(B)
合理设计轮胎模具尺寸是保证成品轮胎充气外缘尺寸符合设计要求及获得良好使用性能的关键。由于胎面采用混合花纹,同时参考我公司相近规格轮胎的外直径膨胀率(D′/D)和断面宽度膨胀率(B′/B),本次设计D取1 515mm,B取625 mm,D′/D为1.009 9,B′/B为1.016。
2.2 行驶面宽度(b)和弧度高(h)
由于速度要求较低,为了保证轮胎的耐磨性能和负荷能力,延长轮胎使用寿命,最大限度地增大轮胎接地面积,减小单位面积压力,b应取较大值。本次设计b/B取0.832 0,则b为520 mm;h取6 mm,则h/b为0.011 6。胎面采用一段弧,下胎侧连接弧取值较大,使下胎侧向胎圈部位平缓过渡,以提高胎面耐磨性能,解决防水线部位易发生缺胶、裂口等外观质量问题。
2.3 胎圈着合直径(d)和着合宽度(C)
轮胎行驶时胎圈部位受力较大,为保证胎圈与轮辋配合紧密,防止胎圈与轮辋滑移,胎圈与轮辋采取过盈配合,本次设计根据轮辋直径为635 mm,d取629 mm,C取495 mm。
2.4 断面水平轴位置(H1/H2)
轮胎在行驶过程中承受很大的负荷。当H1/H2较小时,断面水平轴向胎圈部位移动,造成胎圈部位应力增大,易导致胎圈部位早期损坏;当H1/H2较大时,断面水平轴向胎肩部位移动,造成胎肩部位应力增大,易导致肩空脱层等质量问题,因此H1/H2宜取适当值。为平衡肩部和胎圈部位的应力分布,本次设计H1/H2取0.794 8。轮胎断面如图1所示。
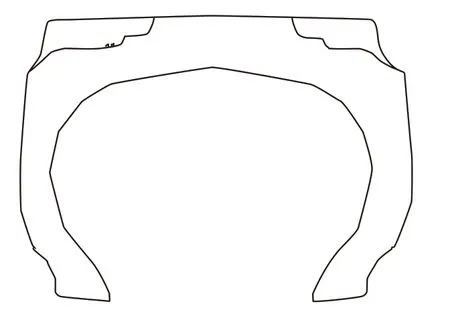
图1 轮胎断面示意
2.5 胎面花纹
根据我公司昆仑牌轮胎的花纹特点,本次设计胎面采用不对称混合花纹;为提高胎面抗切割性能和抗刺扎性能,采用较大花纹块结构,花纹饱和度为23.46%,花纹周节数为16;花纹肩部位采用反弧结构,以利于肩部散热。胎面花纹如图2所示。
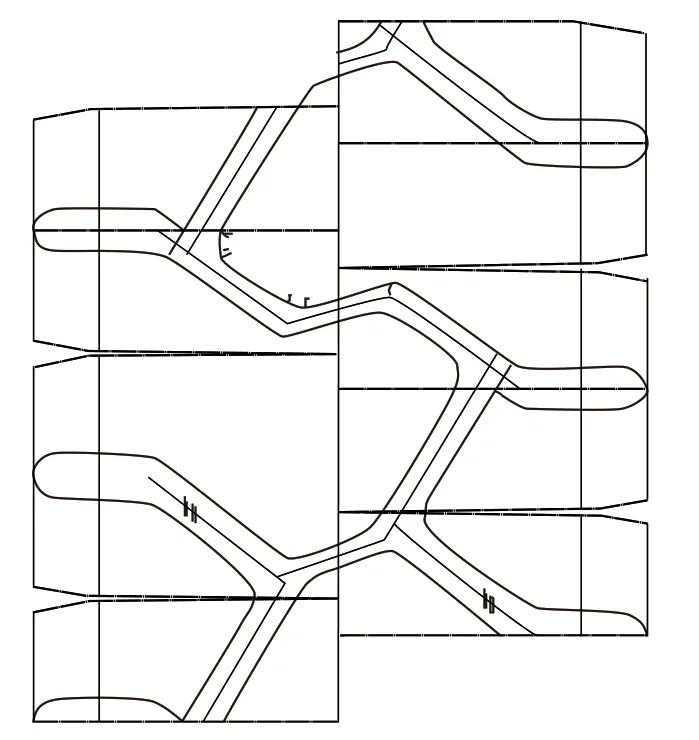
图2 展开胎面花纹示意
2.6 胎肩与胎侧
上胎侧采用加厚加宽结构,以防止胎体帘线在使用过程中划伤和提高轮胎自洁性;胎侧部位设置1条防水线,以起到对轮辋的保护作用。
3 施工设计
3.1 胎面
为保证胎面的耐磨性能和抗崩花掉块性能,胎冠胶采用公司矿用工程机械轮胎胎冠胶专用配方[丁苯橡胶(SBR)1500100,炭黑N22052,白炭黑6,氧化锌4,硬脂酸1.5,偶联剂X69S 1.5,石蜡2,防老剂RD1.5,防老剂40201,其他17.93]。由于质量、厚度及宽度较大,因此胎面采用缠绕复合挤出,即一块胎面基部胶和两块胎侧胶贴合,再在胎面基部胶上缠绕胎冠胶条。胎面施工设计参数为:胎面缠绕长度2 920 mm,胎面宽度820 mm,胎冠厚度77 mm,胎面质量 171.5 kg,胎侧长度2 920 mm,胎侧宽度340 mm,胎侧厚度16 mm,胎侧质量14.5 kg。
3.2 胎体
胎体采用20层高强度1870dtex/2锦纶66帘布,成型方式为6-6-6-2;胎体帘布反包高度接近水平轴,以增强下胎侧的强度和刚性,避免胎圈部位早期损坏,胎体安全倍数为10.4。
3.3 缓冲层
缓冲层采用4层1400dtex/2锦纶66帘布,最宽缓冲层达到防擦线处,目的是减少肩部变形造成的肩空和脱层质量问题。
3.4 胎冠帘线裁断角度和假定伸张值
为提高胎冠部位的周向强度,减小轮胎充气后变形,减少因D′/D过大造成的胎冠磨耗大问题,本次设计胎冠帘线裁断角度取30.5°,成品轮胎胎冠帘线角度为53.5°;胎冠帘线假定伸张值取1.029。
3.5 胎圈
钢丝圈采用直径为0.96 mm的19#回火钢丝,钢丝排列方式为9×10,钢丝圈直径为649 mm。为提高胎圈强度及下胎侧支撑性能,胎圈采用大三角胶。
3.6 成型工艺
成型采用胶囊反包成型机,成型机头直径为890 mm,成型机头宽度为1 060 mm。胎体帘布筒用扩布器扩张,再用夹钳拉入成型鼓面,然后反包成型;胎面采用层贴法成型。成型时各半成品上正、压实,保证成型胎坯质量。
3.7 硫化工艺
采用2 235.2 mm(88英寸)B型硫化机硫化。硫化工艺参数为:循环热水出口温度≥160 ℃(<160 ℃不得装模);内压过热水一次水压力2.2~2.5 MPa,二次水进口压力≥2.75 MPa,二次水进口压差≥0.3 MPa;外蒸汽压力0.32~0.35 MPa,内压蒸汽压力≥0.8 MPa;动力水压力≥2.1 MPa,内冷压力≥2.0 MPa;后充气冷却风压(1.2±0.1) MPa;正硫化时 间(145 ℃)215 min。
4 成品性能
4.1 外缘尺寸
在标准充气压力下安装在标准轮辋上的成品轮胎D′为1 535 mm,B′为640 mm,D′和B′均符合设计要求。
4.2 物理性能
成品轮胎的物理性能见表1。从表1可以看出,成品轮胎的物理性能达到设计要求。

表1 成品轮胎的物理性能
5 结语
本设计60×25.00-25 50PR煤矿井下用工程机械轮胎生产工艺稳定,成品轮胎外观质量优良,外缘尺寸和物理性能达到设计要求。该产品批量生产并投放市场后受到用户一致好评,为企业创造了良好的经济效益。
猜你喜欢
轮胎工业(2022年7期)2022-11-25
轮胎工业(2022年4期)2022-07-20
轮胎工业(2021年12期)2021-07-24
轮胎工业(2021年1期)2021-07-19
北京汽车(2020年5期)2020-11-05
中国金属通报(2020年4期)2020-07-04
汽车工程学报(2019年6期)2019-04-07
钻探工程(2019年3期)2019-03-22
钻探工程(2019年1期)2019-02-13
橡塑技术与装备(2018年5期)2018-03-17