机床电主轴冷却系统油品问题的原因分析及排除
2016-08-31 05:37张璐
制造技术与机床 2016年4期
张 璐
(上海汽车变速器有限公司,上海 201807)
机床电主轴冷却系统油品问题的原因分析及排除
张璐
(上海汽车变速器有限公司,上海 201807)
高速加工中心的电主轴使用冷却循环油进行冷却和润滑,冷却油的品质直接影响主轴的使用寿命。通过介绍某品牌加工中心的电主轴冷却油循环系统,分析了该主轴冷却循环油中混入切削液的原因,详细阐述了故障维修的全过程及机床缺欠的改进,解决了同型号机床电主轴冷却循环油混入切削液的问题,显著提高了机床主轴的使用寿命。
加工中心故障;电主轴;主轴冷却;故障诊断
高速加工中心的电主轴通常使用冷却油循环系统,冷却油经过油温控制系统后流经主轴内部对主轴整体进行冷却;同时,冷却油在主轴高速旋转时受到离心力的作用,进入主轴轴承内圈上的小孔直接润滑轴承内部。这种冷却润滑的方式称为主轴中心冷却和内压润滑,保证了主轴可以长时间持续工作于最高转速。主轴冷却油的品质直接影响冷却润滑的效果及主轴的使用寿命。
1 故障现象
笔者单位自动变速箱支架类工件加工区域的6条生产线共18台机床全部使用同一品牌和型号的高速加工中心,每台机床均发生主轴冷却油混入切削液的问题,导致原本无色的主轴冷却油变为乳白色。两种流体的相混使冷却油品质下降,触发冷却油过滤滤芯的堵塞报警,更换滤芯及全箱换油十分频繁,甚至发生因冷却油润滑效果下降导致主轴轴承过早磨损的情况,对生产影响极大。
设备供应商多次上门维修检查,问题不能解决,供应商提出用新主轴一半价格以旧换新的解决方式,但生产车间无法接受。最终决定对问题主轴自主维修。
维修人员选择一台机床的主轴自主修复。打开主轴防护罩壳,主轴外围分布数根各种颜色的流体管路,如图1所示。主轴冷却油与切削液均由独立的供给源和管路提供。在着手维修主轴前,需整理并明确各流体管路的用途及其内部流体的走向,重点检查可能发生两种流体混入的区域。

2 主轴冷却油循环回路
主轴冷却油由单独的冷却油箱及泵供给,如图2所示,从油泵出口通过蓝色管路流经过滤器和流量开关后分为两路进入主轴形成两套循环回路。
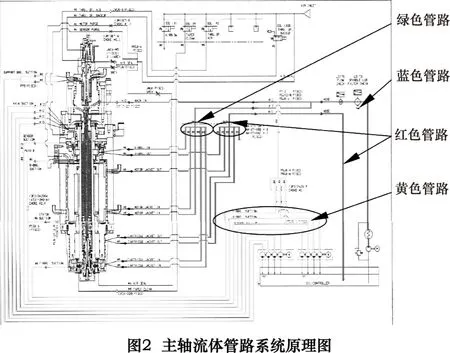
循环回路一:
冷却油进入五通歧管,通过绿色管路,分别进入主轴前端套筒、主轴电动机定子外套及主轴后轴承外壳处,通过红色管路流出主轴并流回冷却油箱。该回路中的冷却油带走主轴高速旋转时前轴承、后轴承及电机定子工作所产生的热量,对主轴整体进行冷却降温。
循环回路二:
冷却油从主轴后端进入主轴中心,在主轴高速旋转的离心力的作用下流入主轴前轴承、主轴后轴承和高压切削液旋转进液器的支承轴承,由装于冷却油箱上方的8个真空泵通过黄色管路抽回冷却油箱。该回路中的冷却油起到润滑轴承的作用。
3 工件加工用切削液的冷却方式
加工中心切削液的冷却方式一般分为喷淋、高压与低压。喷淋是指切削液通过低压管路对工件加工区域整体进行淋浴,降低加工区域温度。高压切削液通过位于主轴最末端的旋转进液器引入主轴,通过主轴中心孔,从刀具出水孔喷出,用于加工时刀具的冷却降温与工件切削的润滑。低压切削液在加工时不断喷射在加工件表面,降低加工工件的温度。该机床低压切削液通过一根独立的管路供给(图1),不会发生与主轴冷却油的相混。
4 故障分析及检查
将主轴整体吊离机床,检查可能发生两种流体混入的区域,对检查区域的可疑密封件进行更换,逐一排除。

4.1检查切削液旋转进液器
根据之前的主轴维修经验,发生过因旋转进液器的密封件破损造成主轴中心切削液出口渗出主轴冷却油的情况,因此首先对该区域进行检查。图3为包括旋转进液器的主轴末端结构图。
高压切削液通过旋转进液器的中心流入主轴中心。用于润滑“高压切削液旋转进液器的支承轴承”的冷却油从冷却油入口进入,润滑支承轴承后从冷却油出口处被真空泵抽出。如果图中圆圈标记的密封件失效,高压切削液可能透过密封件进入冷却油存在的区域,与冷却油相混。
拆解主轴末端包含旋转进液器的部分,检查并更换了O形密封圈。
4.2检查主轴前端套筒及法兰盖的密封件
根据前文对主轴流体回路的分析,除了旋转进液器区域,在主轴内部两种流体再无交集,考虑到存在机床加工区域切削液飞溅进入主轴内部,与冷却油相混的可能性,对主轴前端套筒及主轴法兰的密封件进行检查。
拆解主轴前端套筒、法兰盖和轴承压盖(图4),检查并更换了全部O形密封圈。
重新装配主轴后,开机试验,一小时后出现冷却油过滤滤芯堵塞报警,检查冷却油箱中的油液,已明显可见乳白色的切削液,两种流体的混入故障没有解决。
4.3主轴前端区域的进一步检查
进一步分析主轴前端结构,发现两区域存在故障隐患。
4.3.1主轴前端的间隙密封
如果间隙密封效果不佳,加工区域的切削液会通过法兰盖与主轴轴颈之间的间隙飞溅进入主轴内部,到达前轴承冷却油润滑区域,与冷却油相混。如图5所示。

该主轴设计为机床开机后,在主轴前端法兰盖与主轴轴颈之间的迷宫环形腔内引入一定压力的压缩空气,隔断外部切削液进入主轴,压缩空气压力要求为0.3 MPa。检查该引入气源的压力,确为0.3 MPa,用手靠近前端法兰,能明显感觉到压缩空气从主轴前端吹出。维修人员再次拆除主轴前端套筒和法兰盖,测量法兰盖与主轴轴颈之间的间隙,单边间隙小于0.05 mm,间隙正常。检查法兰盖上的开槽迷宫铜环,无明显磨损和划痕迹象,平均分布于环槽内的压缩空气出口无堵塞情况,气体通道畅通,由此可知主轴前端间隙密封良好,不会发生切削液飞溅进入主轴的情况,因此不是流体相混故障的原因。

4.3.2主轴锥孔吹气
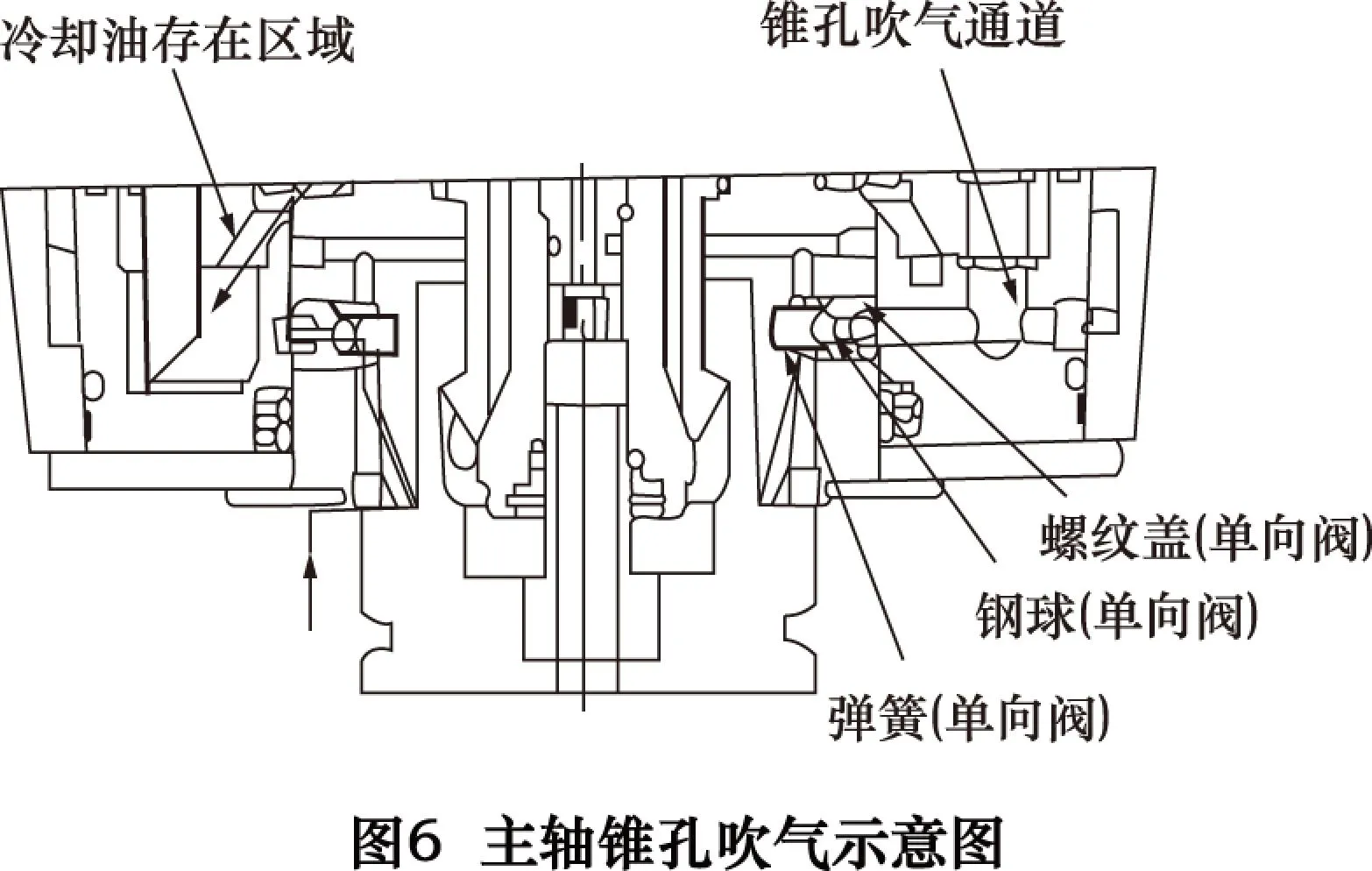
加工中心执行换刀动作时,使用一定压力的压缩空气从主轴前端刀具接触区域吹出,防止换刀时切屑附于主轴的刀柄接触锥孔及端面。
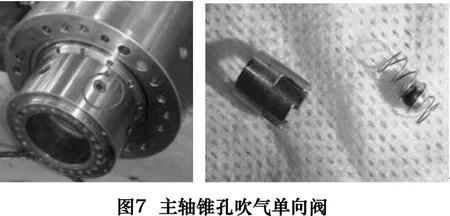
如图6所示,主轴在执行换刀锥孔吹气时,压缩空气通过法兰盖上的气体通道吹出,将安装在主轴旋转本体上的单向阀内的钢球顶开,从倾斜气道排出,吹走可能附于锥孔及端面上的切铁屑。单向阀负责流体的单向通过,如果单向阀失效,则单向阀双向畅通,机床加工区域内的切削液便会从主轴外部沿着箭头连线方向,顺倾斜气道,通过失效的单向阀进入冷却油存在区域,发生两种流体的相混。检查图7所示的单向阀,6个单向阀围绕主轴平均分布,将单向阀逐个拆下,问题出现,6个单向阀中的4个发生内部钢球与弹簧错位的情况,甚至钢球已经嵌入弹簧内部,单向阀失去单向作用,双向畅通。此即两种流体发生相混的最大隐患。
在主轴上安装单向阀时,首先需将弹簧塞入主轴上的单向阀安装孔内,再将钢球放入,最后拧入螺纹盖压住钢球。因单向阀内弹簧线径过细,钢球直径相对弹簧外径过小,此操作过程很容易在安装时已使弹簧与钢球错位。即使单向阀内的钢球与弹簧在安装时位置良好,由于主轴高速旋转产生的离心力,也容易使单向阀内尺寸不合适的弹簧与钢球发生错位,造成单向阀失效。
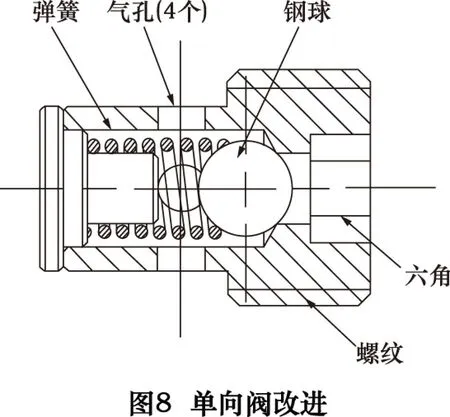
5 缺陷的改进及故障的解决
鉴于单向阀的不良结构,维修人员决定改进单向阀,如图8所示。选择合适直径的钢球与合适外径线径的弹簧,并将单向阀设计为一体式。此单向阀安装方便,直接拧入即可,不会再发生钢球与弹簧错位的单
向阀失效情况。
使用改进的单向阀安装于主轴后重新开机试验,并将机床投入正常生产使用,该台机床未再发生主轴冷却油混入切削液的故障。将该故障解决的方法运用于加工区域的其他17台机床,此类问题均得到了解决。
6 结语
通过本次加工中心电主轴的自主维修,解决了笔者公司该型号18台机床主轴冷却油混入切削液的通病,攻克了供应商无法解决的原设备缺陷,提高了机床主轴的使用寿命和设备的开动率,工件加工生产更加流畅。
维修过程中,主轴各流体通道的整理和分析、故障可疑区域的检查和逐一排除、故障根源的确诊和最终改进方案的实施都由维修人员自主完成,为今后维修解决主轴各类流体故障积累了经验。
[1]孔祥志,李长英,王家兴,等.内装式电主轴冷却方式的探讨[J].机械工程师,2011(1):30-31.
[2]刘伟.卧式加工中心主轴系统设计[D].大连:大连理工大学,2009.
(编辑孙德茂)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Failure analysis and troubleshooting on cooling oil of motorspindle cooling system in CNC machine
ZHANG Lu
(Shanghai Automobile Gear Works Co., Ltd., Shanghai 201807, CHN)
Motorspindle of high speed machining center uses cooling system for cooling and lubrication. The quality of cooling oil directly affects the working life of the spindle. By introducing the cooling oil circulation system of the spindle in machining center, this paper analyses the reason of cutting fluid being mixed into oil of spindle cooling system, elaborates the whole course of troubleshooting as well as the improvement of the machine tool, solves the common problem of cutting fluid being mixed into oil of spindle cooling system in the same type machines, increases the working life of the spindle dramatically.
CNC machine failure; motorspindle; spindle cooling; troubleshooting
TP23
A
张璐,男,1981年生,工程师,主要从事制造设备的机械维修技术工作。
2015-12-15)
160429
猜你喜欢
火箭推进(2022年5期)2022-10-19
金属加工(冷加工)(2022年1期)2022-01-25
热带农业工程(2021年5期)2021-12-06
哈尔滨轴承(2021年2期)2021-08-12
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2017年7期)2018-01-19
电子制作(2017年17期)2017-12-18
制造技术与机床(2017年8期)2017-11-27
浙江大学学报(工学版)(2016年11期)2016-06-05
企业文化·中旬刊(2016年1期)2016-03-10