
大米加工业发展趋势及工艺设计研究
2016-11-05 08:34陈斯建王斌兴
现代食品 2016年4期
◎陈斯建,程 飞,张 镇,王斌兴,叶 坚
(中粮工程科技(郑州)有限公司,河南 郑州 450053)
大米加工业发展趋势及工艺设计研究
◎陈斯建,程 飞,张 镇,王斌兴,叶 坚
(中粮工程科技(郑州)有限公司,河南 郑州 450053)
结合工程设计实际,对目前国内大米加工行业的发展现状和存在问题进行探讨分析。根据行业特点,提出大米加工业的发展趋势和工艺设计的新型设备和理论,为大米加工行业的发展提供技术支撑。
大米加工;设计;新型设备;趋势
稻谷是我国的第一大粮食作物,2014年我国稻谷产量达20 650.74万t,较2013年增加289.52万t,达到近10年产量的峰值,已经连续4年产量稳定在2.00亿t以上(见图1)。稻谷总产量占到世界总量的1/3,居世界首位。同时,我国也是世界上最大的大米消费国,全国65%以上的人口以大米为主食[1]。庞大的市场需求,为我国大米加工业的快速发展提供了非常有利的客观条件。
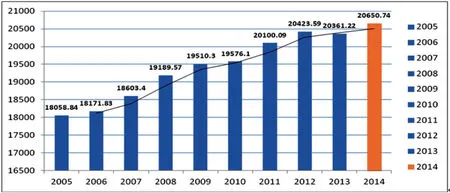
图1 2005-2014年国内稻谷产量统计数据图
目前,我国的大米加工行业已趋向完备,但因为市场的饱和和无序竞争,依然存在诸多问题,其盈利和可持续发展能力均有待提高。总之,企业发展总体目标是降低成本、提高品质,增加企业收益。笔者通过近几年的市场分析和设计体会,对未来米业发展方向及工艺设计发展趋势进行了探讨分析。
1 未来米业发展方向
1.1集团规模化
以企业集团的形式进行原粮采购、产品营销、品牌包装,通过系统化、规模化管理降低成本,提升品牌竞争力,单个集团的年处理稻谷量均达到100万t以上,典型企业为中粮集团、益海嘉里集团、北大荒集团,目前3家产能合计超1 000万t,占整个稻谷加工市场的4%左右。行业集中度经过多年的发展和竞争,经历了由少到多又由多到少的过程,龙头企业的规模不断提升。据统计,2008年全国入统大米加工企业7 687个,加工能力1.60亿t;2012年底增加到9 788个,产能3.10亿t[2];2014年下降为8 519个,产能2.43亿t。
呈现特点为集团化运营,全国布局,控制粮源,注重品质监控。目前,经过2004~2015年近10年的大规模发展,全国性企业集团的布点建厂已经基本完成,大米品牌建设也取得了较大进展,福临门、金龙鱼、北大荒、华润五丰和太粮等已成长为知名大米品牌,特别是在小包装领域,品牌大米的市场占有率较高。据中国粮油协会统计,中粮集团和益海嘉里集团在小包装大米市场合计占据了约36%的市场份额,余下则被北大荒、华润五丰以及各地的区域品牌所瓜分。未来大型企业集团则会在深加工、全产业链领域进行重点发展,以追求品质、利益的最大化。2012年2月,国家出台的《粮食加工业发展规划2011-2020年》明确提出,至2020年,在稻谷主产区和大米主销区及重要物流节点,重组和建设一批年处理稻谷20万t以上的大型龙头企业和若干个年处理稻谷100万t的大型企业集团,建设完善的大米加工全产业链。政策的支持将加快推进加工企业向规模化、集团化方向发展。
1.2单厂大型化
近几年,随着国家加大科技创新支持力度,新技术、新装备不断推出[1],单机设备(主要是大产量砻谷机、米机、抛光机)三大主机设备的研发,单条生产线的加工能力也随之增大,单线加工量从20世纪90年代的30~100 t/d,发展到近10 a的100~200 t/d,从而使得单厂规模从20世纪90年代50~80 t,发展到近10年的100~1 000 t,甚至单厂2 000 t/d的规模(见表1)。
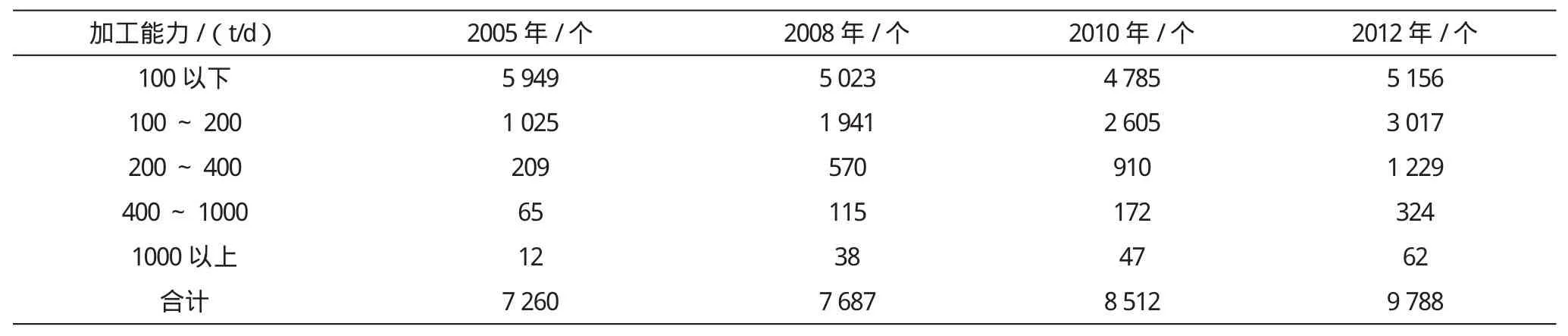
表1 2005-2012年国内入统大米加工企业数量统计表
根据表1入统大米加工企业数据,随着近10年我国大规模的米厂建设和不断兼并重组,从2005年到2012年,日处理稻谷能力小于100 t的小型企业比例由81.94%降至52.67%,年均减少4.20%;日处理稻谷能力400 t及以上的大型企业由77家增加到386家,比例由1.06%增长到3.94%,年均增加45家。未来随着单机设备大型化的进一步发展,必将造成单线产量的持续扩大,同时随着工业集约化和自动化的推进,单厂规模还是会不断提高,以求持续降低运营成本,扩大收益[2]。
1.3稻米深加工化
随着企业规模化、集团化的发展,加大研发力度,着力发展深加工是稻米产业的必由之路,传统大米加工业往往止步于成品大米,对于对应的稻米制品则较少涉及。因此,经济效益和资源利用率均不足,据发达国家稻米深加工利用经验表明,稻谷精深加工后可增值5~10倍。益海嘉里米业单纯在大米加工环节是亏损的,其企业经营是通过下游大米深加工环节才得到了弥补,从而提升了企业的整体竞争力。
近年来,随着稻米行业全产业链观念的普及,企业发现单纯依靠传统稻谷加工已不足以支撑企业发展。发展稻谷深加工日渐成为行业发展趋势,据笔者了解,目前应用成熟的深加工技术主要有以下几个方面:①围绕糙米产业的发芽糙米、糙米卷、糙米饮料等产品,以湖北福娃集团为典型代表。②传统大宗深加工产业为主的米酒、米粉、米线、米糕等产品,此类产品具有地域限制,以长三角珠三角地区企业为典型代表。③大米膨化食品,米饼、仙贝等,以台湾旺旺集团为典型代表。④传统大米加工产业的延伸,以免淘洗米、营养米、蒸谷米为代表,此类产业因国内饮食习惯的差异,市场尚处于培育期,发展不足。⑤以方便米饭、粥米为代表的主食化方便食品,属于新兴产业,其发展尚需时日。⑥以大米淀粉糖、高蛋白米粉、多孔淀粉为代表的生物技术在未来稻米深加工行业具有广泛的实用前景[3]。⑦以稻壳为原料进行的稻壳发电、碳棒制作、稻壳复合肥、稻壳板和稻壳制一次性餐具等深加工产业,目的是增大副产品的利用率,提高企业整体收益。⑧以米糠为原料的米糠油产业,包含米糠蛋白、米糠膳食纤维、米糠发酵制品等产业,随着人们健康观念的提升,目前发展迅速,在食品、医药等行业具有广泛应用,产品附加值高,市场前景广阔。
1.4工厂智慧化
智慧工厂是现代工厂信息化发展的新阶段,是在数字化、自动化工厂的基础上,利用物联网的技术和设备监控技术加强信息管理和服务;清楚掌握产销流程,提高生产过程的可控性,减少生产线上的人工干预,即时正确地采集生产线数据,以及合理的生产计划编排与生产进度。并加上绿色智能的手段和智能系统等新兴技术于一体,构建一个高效节能的、绿色环保的、环境舒适的人性化工厂。
目前米厂工艺设计中,智能化、自动化仅在于单机启停智能化、生产线控制自动化,未来随之技术革新和信息化技术的发展,特别是物联网的发展,在整体车间智慧化上尚有较大发展空间,利用现代数字化、智能化手段,将稻米收购、储藏、运输、加工、信息传递和实物监管等工作,实行系统化、模块化、简捷化,实现自动化、三维可视化及智能化,为科学管理、快速决策提供依据,是今后的发展方向,如单机性能最佳化控制、在线监测、全自动打包、优化成品管理以及全程可追踪技术等。
目前,国内新一批粮库建设正在推行建设智慧粮库,并逐步在粮食物流的各环节推进。未来大米加工这一传统行业也将很快走向智慧化。
1.5全产业链化
稻谷加工的全产业链从稻种选育开始,经历稻谷种植、贮藏、运输、烘干、加工、深加工和副产品利用等诸多环节。传统稻谷加工业仅从烘干开始,忽略了前期的种植环节,造成大米品种混乱,品牌价值不足。未来随着订单农业的进一步发展,从通过遴选优良种子开始,采用生物可降解农药、低温贮藏、独立生产系统等技术全程进行品质控制,增大大米加工产业的附加值和品牌竞争力。通过全程品控,增强人们对于食品安全的信心。
1.6食品卫生化
2015年10月1日,经修订的《中华人民共和国食品安全法》施行,对于所有食品行业的从业者提出了更高的要求,因此在米厂车间工艺设计和设备选型的初期,即最大限度地考虑到食品安全及卫生因素,对于以后生产经营必将会大有裨益。同时,推进加工企业HACCP、ISO20002、ISO14000 和GMP等质量管理认证工作,建立食品安全保障机制[3]。
目前,设计中常见的技术主要集中于车间内紫外线杀菌、设置风淋间系统、封闭参观通道,砻谷与碾米分开等技术;未来发展则主要体现在大规模采用低残留高清洁的输送设备、高效色选系统、车间自动清灰系统、全自动包装系统以及除氧富氮保鲜系统等技术的广泛利用。
1.7适度加工和节能化
国家《粮油加工业“十二五”发展规划》中曾明确指出:严格控制大米的过度加工[1],大力开发和推广节能节水技术设备,加快淘汰高能耗、高粮耗、高污染的工艺装备。目前,国内大米加工业单机能耗与国外水平相当,但因消费者普遍追求外观的消费导向,导致企业过分追求大米表面光亮度,通过大量抛光和色选来提高大米色泽,导致设备整体投资、装机容量和吨米电耗均大幅增加。
据笔者工程及设计经验,目前国内大米工艺设计中抛光及色选道数基本在三道甚至四道。这种做法不仅增加了企业经营负担,且不利于食品健康,只有广大大米加工从业者从健康角度引领消费,从根本上为企业实现节能。另外,当前国内稻谷加工业降低电耗还有很大空间,国家应大量推广稻谷加工副产品综合利用、实现节能减排。利用碎米生产淀粉糖和大米蛋白,利用米糠生产米糠油和营养素等功能食品,利用稻壳开展生物质能源利用、碳棒和新型建筑材料都是未来大米加工业的发展方向[3]。
2 米厂新型设备的应用及新型工艺系统的应用研究
目前随着市场发展,传统200 t/d以下的大米生产线工艺设计已经成型,该文主要对近几年工程设计和市场开拓中所开发利用的新型设备和系统进行简要叙述。
2.1Z/C字型提升机的应用
Z/C字型提升机又称转斗式提升机,主要组成形式有Z字型、C字型、一字水平型(见图2)。其工作原理及特点相同,用于水平-垂直-水平输送,适合颗粒状、粉状及小块状物料的水平和垂直输送。其密封性能好,物料无破损,结构紧凑,占地面积小,工艺灵活,可多点进料卸料。以前主要应用于食品行业和精加工行业等,在粮食加工行业应用较少。其优点在于:与传统提升机相比,可大大降低物料破碎,减少碎米率,杜绝提升设备内的物料残留,保证高度卫生,工艺灵活,需求空间小,能够有效解决小空间的各种溜角问题。缺点是:单体造价较贵,维护保养较斗式提升机繁琐,单机造价是传统米厂提升设备的2~3倍。

图2 Z/C型提升机现场图
2.2新型凉米塔的应用
传统加工工艺设计一般需要设置凉米仓,极大占用车间内部空间,增大土建造价,且凉米时间长,一般需要24 h。
新型凉米塔(见图3和图4)克服上述缺陷,针对大米加工企业冷抛的需求,以单机设备取代原有凉米仓,采用多级凉米多级缓冲的方法,科学降低大米温度并补充大米迅速降温过程中损失的水分,大米以最佳的米温、水分进入抛光机,显著提高抛光效果并降低碎米率。同时,大大降低设备投资,提高出米率及出米效果,降低能耗。
根据工程实际及试验数据,以200 t/d处理量为例,年产5万t大米为例,采用上述2种新型设备,可使碎米率降低3%,产生收益为300万,采用Z型提升机及凉米塔增加的设备投资约200万。新增设备投资回收期为200/300×12=8(月),其余则为企业净收益。
2014年由中粮工程科技(郑州)有限公设计并安装的黑龙江金玛农业有限公司日产大米100 t/d生产车间项目首次将Z/C字型提升机和凉米塔引入大米加工行业,取得了良好的效果。

图3 新型晾米塔现场图

图4 新型晾米塔操作系统图
2.3自动控制可追溯系统的应用
随着健康生活的发展,对于食品安全的要求也越来越高,因此对于有条件的项目,设计从田间到超市的全程可追溯系统显得越来越有必要,增加本套系统,可使终端消费者通过扫描二维码就能清晰地了解到所购大米的产地、品种、年份、生长周期和加工时间等相关信息,对于培育高端客户,提升产品品牌美誉度均具有重大意义。
2.4在线水分、温度及电流检测系统的应用
目前米厂对于米机及抛光设备的人工操作是制约米厂自动化程度的关键因素,在设计中增加在线水分与温度检测,利用原有经验数值设立的数据库及最佳曲线进行匹配,可以将出米率及成品米质量稳定在一个最优状态,减少加工过程中人为因素的影响,提高企业收益。同时通过系统数据分析,可以逐步建立厂家适合自身的及与原粮相匹配的最佳温度及水分,推进适度加工,为企业规范化、制度化管理打下坚实基础。
具体实践措施为在第一道砂辊米机前配备在线水分检测,根据水分检测结果调整糙米调质器参数,保证糙米含水量在15%~16%,在米机、抛光机出口配备在线温度检测,根据大米温升、电流及出米状况来调整米机、抛光机压力及喷水量,也可根据温升、电流和出米状况来判断碾米辊及筛片的磨损状况,可提早发现异常情况,确保较高的出米率及良好的出米品质。
2.5车间精细化管理的应用
在车间内推行分工段电耗计量,主要设备采用电流监控,及时发现问题,确保低成本运营;同时采用分工段流量测量,保证不同班组的品质稳定,对于实现量化控制、精确生产具有指导意义。
2.6自动包装系统
随着米厂规模的越来越大,打包工作量也日益增大,传统方法是进行错峰生产,分段打包,但占用人员也越来越多,因此增设全自动包装秤及机械手码垛,可大大提高生产效率,减少人工,最大限度避免人与产品直接接触的概率,提高食品安全,使包装车间的卫生达到HACCP标准要求,基本做到无人化操作。
2.7多点卸料犁式皮带机的应用
目前,多点卸料犁式皮带机(见图5)多应用于仓储物流行业,其产量较大,在稻谷加工行业应用较少。为降低稻谷破碎率,米厂多采用皮带输送工艺,但为实现多点卸料,往往采用卸粮小车或需要多条皮带机进行搭接作业,这就大大增加了设备投资且粉尘不易控制。因此,结合大米加工实际,对此类设备进行针对性改进,减少带宽,降低带速,采用此设备,不仅可以发挥皮带输送机增碎率低的优势,也可实现多点卸料,同时降低设备数量及设备功率,提高系统稳定性同时降低电耗。

图5 多点卸料犁式皮带图
2.8自动清灰技术的应用
在车间内缓冲箱内外和除尘风管外设置喷吹装置,可大大减少人工清灰的工作量,保证车间卫生,保证食品安全。
3 结语
作为传统加工行业,经过多年发展,国内大米加工技术和装备水平得到了迅速提高,综合利用水平有了极大提升。未来大米加工业的健康发展,不仅应关注加工领域,也应在稻种选育、仓储物流等前期方面,副产品利用、食品卫生等后续方面继续加大投入,推动行业的健康发展。作为工程设计人员,也应在实践中善于总结创新,应用新技术、新产品使资源增值,为企业创造经济效益,推动行业进步。
[1]周素梅.我国传统米制主食发展现状及趋势[J].农业工程技术·农产品加工业,2014,9(7):23-25.
[2]王瑞元.我国粮食加工业的发展趋势[J].粮食与食品工业,2011,18(5):1-6.
[3]何 毅.中国大米加工业行业发展现状及展望势[J].粮食科技与经济,2009,34(6):4-6.
Research on Development Trend and Technology Design of Rice Processing Industry
Chen Sijian, Cheng Fei, Zhang Zhen, Wang Binxing, Ye Jian
(COFCO Engineering & Technology (Zhengzhou) Co. Ltd., Zhengzhou 450053, China)
According to the engineering design practice, the current situation and existing problems of rice processing industry was analyzed. According to the characteristics of the rice industry, the development trend of rice processing industry and new equipment and theory of process design was putted forward, to provide technical support for the development of rice processing industry.
Rice processing; Design; New device; Trend
TS212.8
10.16736/j.cnki.cn41-1434/ts.2016.08.016
陈斯建(1975-),男,工程师,主要研究方向为大米工程设计。
叶坚(1961-),男,副总工程师,高级工程师,主要研究方向为粮食仓储加工工程设计。
猜你喜欢
中老年保健(2022年5期)2022-08-24
娃娃乐园·综合智能(2022年8期)2022-07-28
科教新报(2021年39期)2021-11-04
今日农业(2020年15期)2020-12-15
食品研究与开发(2020年15期)2020-08-24
上海建材(2019年3期)2019-09-18
模具制造(2019年4期)2019-06-24
农业知识(2018年38期)2018-11-01
四川党的建设(2015年9期)2015-09-15
安徽文学(2015年8期)2015-09-10
