皮带机系统堵塞故障旁路操作工艺设计
2016-11-15 09:18杨丰国
港口装卸 2016年5期
杨丰国
秦皇岛港股份有限公司第九港务分公司
皮带机系统堵塞故障旁路操作工艺设计
杨丰国
秦皇岛港股份有限公司第九港务分公司
针对皮带机系统堵塞故障处理时间较长的问题,对皮带机堵塞故障增加旁路操作模式,减少了皮带机由于正常排空积煤造成的运行浪费,同时减少了排空环节人员操作的复杂性及安全隐患。
皮带机; 堵塞故障; 旁路
皮带机堵塞故障是皮带机系统的常见问题。由于处理堵塞故障时间较长,影响皮带机运行时长,会对生产作业造成不利影响。本文根据对实际问题的分析,提出了针对皮带机堵塞故障增加旁路操作模式的方法。
1 设计背景
皮带机作为港口装卸工艺中的基础设备,其高效运行是保证港口生产的重要环节之一。皮带机运行遵循上下游原则,即下游皮带机运行后上游皮带机才满足运行条件。皮带线由于故障停机或者特殊情况极易发生料斗堵塞故障,故障出现后皮带机流程无法再次顺向启动,皮带机料斗内本来可以被下游皮带机带走的煤由于整条皮带机流程无法启动堵在料斗中,这就导致需要清煤恢复堵塞开关,等消除故障后再启动流程。
改造之前的技术状况是,当皮带机料斗发生堵塞故障,流程停止,沿线重载停机。只能先启动下游皮带机放煤,然后顺序机侧启动上游皮带机放煤,将堵在料斗内煤料全部放掉之后,斗内堵塞开关复位,故障消失,最后机侧停止各条皮带运行,转至远程状态,由中控室顺向启动皮带机流程。整个过程至少要耗费30 min以上的时间和大量电能,严重影响生产效率。如何让系统发生堵塞故障时允许流程顺向启动是本次操作工艺设计必须要攻克的难题。
2 设计思路
在堵料点附近安装一组堵塞旁路带灯按钮,当皮带机发生堵塞故障,且流程内只有堵塞故障的时候(若同时还有其他故障如撕裂拉线等,则此按钮无法使用),此按钮可以起到旁路启动的作用,并且此时按钮指示灯处于闪烁状态(当按钮指示灯熄灭状态时,此按钮不起作用)。当皮带机发生堵塞故障后,巡视人员首先需要检查落料斗是否已经堵煤,若确实堵煤则巡视人员只需到堵塞旁路按钮处,按下正在闪烁状态的堵塞旁路按钮,按下后,堵塞旁路按钮指示灯将由闪烁状态变为常亮状态,常亮持续时间为600 s。在此期间,相应流程准备好信号正常,并且上位界面提示流程处于旁路状态,中控室点击流程顺向启动按钮,这时相对应的流程能够顺向启动。若600 s之内中控室没有点击启动流程按钮,则600 s之后按钮指示灯变为闪烁状态,旁路功能失效。若要旁路再次启动,巡视人员就要再次按下按钮。流程启动后,指示灯熄灭。
3 技术方案
首先,系统识别旁路按钮使用条件,要求流程内有且只有堵塞故障,条件满足后,旁路按钮指示灯开始闪烁。程序编写采用掩码方法,将对应皮带机报警信息编写成一个DINT数据,通过MVM掩码语句,将其余不需要的故障信息屏蔽掉,只留下堵塞故障。
巡视人员检查现场情况,确认堵塞故障是由于停机溜车造成堵料时,按下旁路按钮,按钮指示灯常亮,第一个600 s计时开始,PLC在此600 s内屏蔽皮带机堵塞故障,要求中控在此600 s内按下相应流程启动按钮(主要目的是防止野蛮操作造成的设备损害)。
流程启动按钮被按下后,第二个600 s计时开始,流程启动,600 s内堵塞开关下游皮带机可以启动完成。如果600 s内堵塞信号没有复位,说明故障比较严重,旁路按钮失效,流程自动停止,需要人工清煤或者恢复堵塞开关信号。
下游皮带机启动将料斗中的煤带走后,堵塞故障消失,料斗堵塞开关自动复位,此时10 s计时开始,计时完毕后,自动启动堵塞上游皮带机,流程完成顺启。
4 性能对比
皮带机系统改造前后性能对比见表1。通过表1可以分析出,通过旁路按钮改造后,流程排空积煤时间大大减少,避免了空转皮带机造成的能源浪费,同时减少了排空环节人员操作的复杂性及安全隐患。其经济效益与社会效益都非常显著。
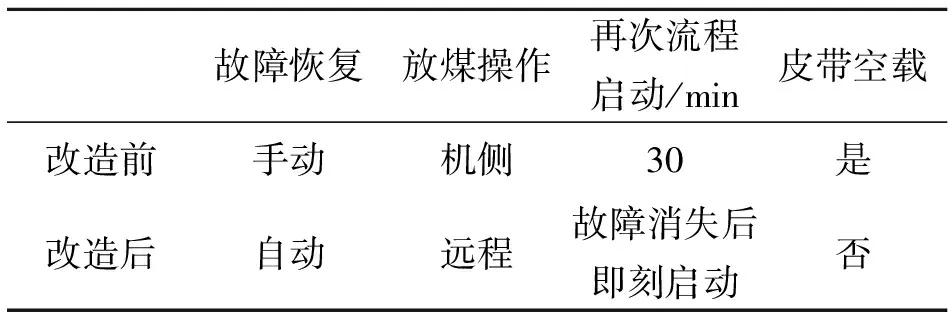
表1 皮带机系统改造前后性能对比
5 结语
经过堵塞旁路操作工艺改造后的皮带机流程,较之前故障处理节约了70%的故障时长,并且减少了排放煤炭后的皮带空载时间,节约了电能,效果显著。
[1]钱晓龙. 循序渐进CMS机械控制系统[M]. 北京:机械工业出版社, 2009.
[2]常健生. 检测与转换技术[M]. 北京:机械工业出版社, 2000.
杨丰国:066000,秦皇岛市建设大街东段9号
Design of the Bypass Operation Process of the Jam Fault in Belt Conveyor System
Yang Fengguo
9th Port Branch of Qinhuangdao Port Co., Ltd.
In view of the problem that the jam fault handling of belt conveyor system costs too much time, a bypass operation mode is introduced to handle the fault. Through this way, the operation cost caused by evacuation of demurrage coal is decreased, and the operational complexity and potential safety hazard of the evacuation is reduced.
belt conveyor; jam fault; bypass
2016-01-27
10.3963/j.issn.1000-8969.2016.05.011
猜你喜欢
江苏钢铁(2022年9期)2022-07-02
防爆电机(2021年6期)2022-01-17
山东煤炭科技(2020年8期)2020-09-02
妈妈宝宝(2017年2期)2017-02-21
海洋世界(2017年1期)2017-02-13
医学研究杂志(2015年11期)2015-06-10
同煤科技(2015年2期)2015-02-28
汽车维修与保养(2014年12期)2014-04-18
中国中医药现代远程教育(2014年14期)2014-03-01
自动化博览(2014年12期)2014-02-28