纸浆纤维悬浮液屈服应力及其在造纸工业中的应用研究进展
2016-11-16 10:54沙九龙JamesOlson
中国造纸学报 2016年3期
沙九龙 王 晨 James Olson 张 辉
(1.南京林业大学江苏省制浆造纸科学与技术重点实验室,江苏南京,210037;2.Pulp and Paper Center, University of British Columbia, Vancouver, V6T1Z4,Canada;3.南京林业大学江苏省林业资源高效加工利用协同创新中心,江苏南京,210037)
综述
纸浆纤维悬浮液屈服应力及其在造纸工业中的应用研究进展
沙九龙1,2,3王晨1,2,3James Olson2张辉1,3,*
(1.南京林业大学江苏省制浆造纸科学与技术重点实验室,江苏南京,210037;2.Pulp and Paper Center, University of British Columbia, Vancouver, V6T1Z4,Canada;3.南京林业大学江苏省林业资源高效加工利用协同创新中心,江苏南京,210037)
纸浆纤维悬浮液是以纤维为固相的非均相混合物,属多相流体。屈服应力作为纸浆纤维悬浮液最重要的流变参数之一,在制浆造纸高效、节能、低耗的生产操作技术及装备的优化设计方面扮演着重要的角色。本文就纸浆纤维悬浮液屈服应力的产生及其影响因素、测量方法及装置进行归纳和总结;在此基础上,阐述了纸浆纤维悬浮液的屈服应力在制浆造纸生产中的应用,并对纸浆纤维悬浮液屈服应力的进一步研究及其在造纸工业相关领域的发展应用提出了思路。
制浆造纸;纸浆纤维悬浮液;流变特性;屈服应力
制浆造纸工业是典型的流程工业,从蒸煮工段一直到造纸机上的纸张成形,都涉及到不同浓度下纸浆纤维悬浮液的流动过程。因此,为维持制浆造纸各操作单元的高效、经济和稳定运行,保证良好的半成品及产品品质,研发相关工段的先进装备,对纸浆纤维悬浮液的流变特性进行研究与分析具有重要的现实意义[1]。
影响纸浆纤维悬浮液流变特性的因素很多,包括纸浆的浓度、纤维自身的特性、纤维间的交织程度(纤维絮团)、纸浆中的添加剂,以及一些外部因素如pH值、温度、剪切力和剪切时间等。这些因素的存在造成纸浆纤维悬浮液在剪切作用下流变特性的多变性和复杂性,给研究和测量纸浆的流变特性带来困难[2]。目前,关于纸浆纤维悬浮液流变特性方面的研究已成为国内外制浆造纸科研领域的重要课题。
屈服应力作为纸浆纤维悬浮液最重要的流变参数之一,其在制浆造纸生产过程操作技术以及装备的优化设计方面扮演着重要的角色[3- 4]。在纸浆流变特性研究领域,关于纸浆纤维悬浮液屈服应力的研究颇多,且主要集中在测量方法上,而对于屈服应力在制浆造纸过程操作和装备设计方面的应用研究却不多见[5]。
与国外本领域研究现状相比,国内在研究的广度和深度,抑或通过纸浆纤维悬浮液的屈服应力指导实际生产和核心造纸装备的设计方面都还有较大的差距。为系统性地认识和了解纸浆纤维悬浮液的屈服应力及其在制浆造纸相关领域中的应用,本文在查阅大量国内外文献的基础上,归纳和总结了纸浆纤维悬浮液屈服应力的产生及影响因素、测量方法和装置,并阐述了其在制浆造纸生产中的应用,旨在为制浆造纸工艺与装备技术开发的科研人员和厂商提供一定参考。
1 纸浆纤维悬浮液的屈服应力
纸浆纤维悬浮液是以纤维作为固相的非均相混合物,属多相流体。常用造纸纤维的平均长度为1~3 mm,长径比约为60~100。当纸浆纤维悬浮液达到一定的浓度时,悬浮液中的纤维由于机械交织,会形成复杂的纤维网络结构,即纤维絮团。絮团内纤维间的交织缠绕会限制纤维的自由流动,同时使纤维网络具备一定的抵抗外部剪切作用力的物理强度。为了使纸浆纤维悬浮液产生流动,需在纸浆外部施加一定的剪切力以破坏纤维间的网络结构,即剪切力的大小要超过纤维网络结构强度,这个网络结构强度称为纸浆纤维悬浮液的屈服应力[6]。
1.1集聚因子
对某一特定纸浆纤维悬浮液,纤维间的交织点数越多,则形成的纤维网络越紧密,相应的纸浆纤维悬浮液的屈服应力越大。通常,用集聚因子N来描述纸浆悬浮液内纤维交织的密集程度,数值N表示在悬浮液内以单根纤维长度为直径的球形区域内纤维的总数目[7],见式(1)。
(1)
其中,L为纤维长度(m),d为纤维直径(m),δ为纤维粗度(kg/m),Cv、Cm分别为纸浆纤维悬浮液的体积浓度与质量浓度(%)。
在低浓条件下,纸浆中的空气含量很低,可以将纸浆纤维悬浮液近似看作两相流体,随着浆浓的升高,纸浆中的空气含量增加,此时的纸浆为含有纤维、水和气体的多相流体。在气体含量较高时,通常会使用体积浓度Cv来替代质量浓度Cm,两者之间可以互相转换[7]。
其中,ρf为纤维的密度(kg/m3);Xw为纤维细胞壁内的含水率(%);ρw为水的密度(kg/m3);VL为纤维细胞腔体积(m3/kg);ρb为纸浆纤维悬浮液的密度(kg/m3)。
早在1950年,Mason[8]将集聚因子N=1时的纸浆浓度定义为临界浓度,在临界浓度以下,纸浆悬浮液中的纤维是自由运动的,纤维之间并未产生机械交织,因而悬浮液中不存在网络絮团。20世纪90年代,Kerekes等人[7]利用图像分析技术发现,当集聚因子N=60时,单根纤维不再自由运动,纤维交织在一起形成稳定的网络结构,纸浆纤维悬浮液具有明显的屈服应力;通过纤维自锁理论可以得出,此时单根纤维长度上的交织点数为3。Martinez等人[9]通过实验发现,当N=16时,纸浆悬浮液中纤维开始发生交织,纤维絮团开始形成,但此时的纤维网络结构并不稳定;当集聚因子N<16时,悬浮液中的纤维十分稀疏,不存在纤维网络。因此,Martinez将N=16定义为胶凝集聚因子,换而言之,当N>16时,纸浆纤维悬浮液存在屈服应力。
1.2屈服应力的研究现状
纤维絮团的存在影响着纸浆纤维悬浮液的流变特性,纤维网络的缠绕交织使得纸浆纤维悬浮液呈现屈服效应。自20世纪80年代以来,一些学者和科研人员一直致力于纸浆纤维悬浮液屈服应力方面的研究。
1981年,Gullichsen等人[10]利用转矩流变仪测量了低浓纸浆纤维悬浮液的屈服应力和流变曲线;Kerekes等人[11]在前人研究的基础上,通过数据分析,得出纸浆纤维悬浮液在中低浓度下的屈服应力与纸浆浓度的关系式,见式(2)。
(2)
其中,τy是屈服应力(Pa),a和b是与纤维特性相关的常数。1990年,Bennington等人[6]通过转矩流变仪测量木浆纤维悬浮液的屈服应力,得出a和b的取值范围分别在1.18~24.5和1.25~3.02。基于纤维网络强度理论,Bennington还建立了屈服应力与纤维长宽比、弹性模量间的定量关系。
(3)
其中,E是弹性模量(Pa),A是纤维长宽比,c为与纤维特性相关的常数。为了研究纤维特性对屈服应力的影响,WikstrÖm等人[12]利用转矩流变仪测试了纸浆在不同工艺条件下的屈服应力,结果显示屈服应力会随浆浓、卡伯值、纤维长度和pH值的提高而增大,而随温度的升高而降低。并且,WikstrÖm在式(3)的基础上考虑了纤维的挺度,引入了纤维的惯性动量,得到:
(4)
其中,D为纤维内径(m),d为纤维外径(m)。Andersson等人[13]考虑纤维的吸附力和弯曲力等机械作用力,建立了纤维悬浮液的屈服应力与机械作用力间的定量关系,结果显示屈服应力与纤维间的吸附力呈平方关系;利用纤维的黏弹特性,Swerin等人[14]和Damani等人[15]采用平板流变仪静态测量了纸浆纤维悬浮液的黏弹性模量,间接得出漂白化学浆的屈服应力,但测量结果与Bennington等人的测量值相差较大。Chen等人[16]运用转子剪切实验对麦草浆进行中浓流体化实验,测量了中浓草类纤维悬浮液的屈服应力,结果表明,屈服应力与浆浓之间依然满足指数函数关系。Dalpke等人[17]测量了不同制浆方法得到的纸浆的屈服应力,结果显示,屈服应力与纤维长度的平方成正比关系。TATSUMI等人[18]用平行板流变仪测定了3%质量浓度以下的纤维素纤维悬浮液的黏弹特性,分析浆浓、纤维形状参数对动态存储模量和屈服应力的影响,建立浆浓和存储模量、屈服应力之间的函数关系;Ventura等人[19]利用塞尔型流变仪研究了纸浆纤维悬浮液的屈服应力随纤维长度、浆浓和温度之间的变化关系,测量结果与WikstrÖm等人的研究结论一致。Derakhshandeh等人[20]运用超声多普勒测速仪结合旋转黏度计测量了商品木浆在0.5%~5.0%质量浓度下的屈服应力,结果显示屈服应力随pH值的提高而增大,且pH值对化学浆屈服应力的影响程度较机械浆大。Sha等人[21]在此基础上利用相同的测量装置研究机械处理对纸浆纤维悬浮液屈服应力的影响,研究发现,纤维表面的细纤维化以及纤维的翘曲对纸浆屈服应力的影响很大,屈服应力与纸浆游离度间呈非线性变化关系。为了研究纤维平均长度和粗度对屈服应力的影响,Martinez等人[22]建立了屈服应力与集聚因子之间的函数关系式,见式(5)。
τy=α(N-Ngel)β
(5)
其中,Ngel是胶凝集聚因子,即Ngel=16,α和β是与纤维特性相关的常数。研究结果得出β=2.3。Farnood等人[23]通过实验分析得出类似的结论,他们发现,纸浆的屈服应力与其浓度的平方成正比关系。Sha等人[24]通过多普勒测速仪结合转矩流变仪测量不同纤维配比下的木浆纤维悬浮液的屈服应力;结果显示,混合纤维悬浮液的屈服应力随着长纤维配比的增加而线性增大。
当纸浆质量浓度Cm>8%时,纤维悬浮液中将充斥大量的空气,为此,Pettersson等人[25]研究了高浓纸浆纤维悬浮液中空气含量对屈服应力的影响,见式(6)。
(6)
其中,Φ是纸浆中气体的体积分数,a,b和c是与纤维特性相关的常数。
2 纸浆纤维悬浮液屈服应力的测定方法
纸浆纤维悬浮液属于多相流体,纤维絮团作为离散相,其尺寸大小约为1~3 cm[2]。商业流变仪主要采用平板和库艾特式的结构,转子和定子间的间隙很小,通常在1 cm以下[26-27]。由于间隙过小,在测量纸浆纤维悬浮液的流变特性时,纤维絮团的旋转流动受到限制,同时也会造成纤维的阻塞。此外,在低剪切速率下,由于转子表面十分光滑,纸浆纤维悬浮液会在转子的外围形成一层很薄的水膜,此时的测量结果无法表征纸浆纤维悬浮液的实际特性,这种现象被称为“壁面滑移”[2,26]。因此,为了更好地反映纸浆纤维悬浮液的实际流变特性,需要采用特殊的测量装置和测量方法。
2.1测量装置
2.1.1改进型转子流变仪
为了消弱壁面滑移的影响,Swerin等人[14]和Damani等人[15]在流变仪转子的表面涂覆一层砂粒,使得转子表面的粗糙度超过转子壁面水膜的厚度,同时,将转子与定子的间隙调整为10 mm,可有效减弱纤维絮团的沉积和阻塞;减弱滑移效应的另一种方法是改进流变仪转子和槽体的结构,Gullichsen等人[10]和Bennington等人[6]采用桨叶式的转子,并且在测量槽体内部设置档条来减弱滑移效应,如图1所示。

图1 桨叶式转子及改进后的槽体
2.1.2管道流变仪
与静态测量纸浆的屈服应力不同,为了更加接近纸浆纤维悬浮液在工业生产中的实际流动状况,可以根据纸浆纤维悬浮液在管路中的流态和速度分布动态计算屈服应力[20]。纸浆纤维悬浮液在管道中流动时,随着流速的不断增大,纸浆纤维悬浮液的流态会由初始的塞流逐渐过渡到湍流状态。在塞流状态下,可将管路中纸浆纤维悬浮液的流动区域分为2部分:在紧靠管壁的环流区域,管壁剪切应力较大,这个区域的纸浆呈黏性流动状态;环流区以内的塞流区,纤维塞体处于整体流动状态,纤维间很少存在相对运动[28-29]。在纸浆塞流流动状态下,通过测量纤维塞体的尺寸可以间接测量纸浆纤维悬浮液的屈服应力。
2.2测量方法
2.2.1振荡剪切法
利用改进后的流变仪测量纸浆纤维悬浮液的黏弹特性,可以得到纸浆纤维悬浮液的存储模量和耗能模量,如图2所示,此时纸浆纤维悬浮液的屈服应力为存储模量下降时的临界剪切应变与对应的存储模量的乘积[14-15]。
2.2.2剪切强度法
利用桨叶式流变仪,采用控制剪切应变的模式,得到纸浆纤维悬浮液的剪切应力随时间变化的曲线,屈服应力通过剪切应力在时间域的最大值来表征[6]。
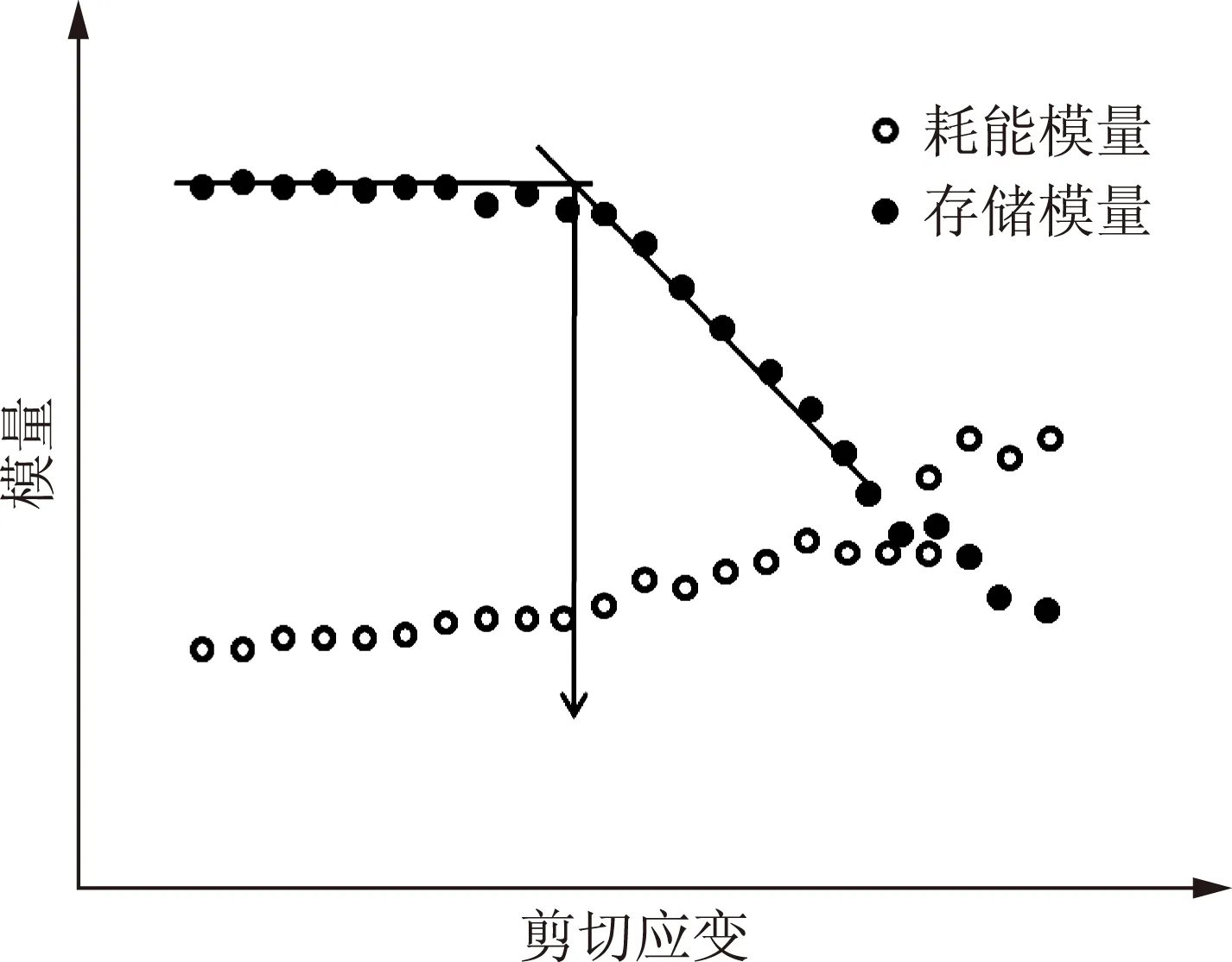
图2 纸浆纤维悬浮液的耗能模量和存储模量曲线
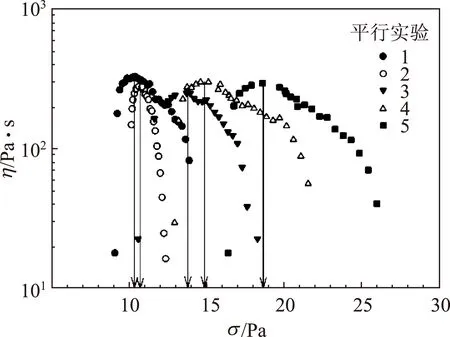
图3 纸浆瞬态黏度η随剪切应力σ变化的动态曲线

图4 低剪切速率下纸浆纤维悬浮液的剪切区域分布
2.2.3瞬态黏度法
利用桨叶式流变仪,采用控制剪切应力的模式,测量纸浆纤维悬浮液的瞬态黏度随剪切应力变化的动态曲线,如图3所示。图3中瞬态黏度达到最大值时的剪切应力即为屈服应力[20]。
2.2.4流变曲线回归法
通过测量纸浆纤维悬浮液流变曲线,即剪切应力-剪切速率曲线,采用Herschel-Bulkley本构方程[1]描述纸浆纤维悬浮液在层流状态下的流变特性,并进行数据回归得到相应的流变参数,可得到纸浆纤维悬浮液的屈服应力。
2.2.5蠕变测试法
蠕变测试通过测量纸浆纤维悬浮液在不同剪切应力梯度下的黏度(或剪切速率)响应曲线来估算屈服应力,当施加的外部剪切应力接近纸浆纤维悬浮液的屈服应力时,纸浆纤维悬浮液的黏度(或剪切速率)曲线会出现分叉现象[30],产生分叉的黏度曲线所对应的剪切应力值即可近似作为纸浆纤维悬浮液的屈服应力。
2.2.6其他方法
对于大间隙的桨叶式流变仪,在低剪切速率下,纸浆纤维悬浮液会在流变仪槽体内形成2个区域,即剪切区和未剪切区(滞流区),如图4所示,Derakhshandeh等人[20]利用UDV(超声多普勒测速仪)测量纸浆纤维悬浮液剪切域屈服半径Ry,间接计算屈服应力。对于桨叶转子半径为R1(m)、高度为h(m)、槽体半径为R2(m)的流变仪,通过测量转子转矩M(N·m)和屈服半径Ry(m),并利用式(7)可计算纸浆纤维悬浮液的屈服应力。
(7)
对管道流变仪来说,在半径R(m)、长度L(m)的管路中,纸浆纤维悬浮液处于塞流状态时,若已知纸浆流动过程中塞体的半径R0(m),则纸浆纤维悬浮液的屈服应力可由此段管路的压降ΔP(Pa)计算得出。
(8)
基于上述测量原理,Nikbakht等人[31]和Laven-son等人[32]分别利用UDV(超声多普勒测速仪)和MRI(核磁共振成像仪)测量了纸浆纤维和玉米秸秆纤维悬浮液在管路中的塞体直径,进而得出悬浮液的屈服应力。目前,这种非接触式的在线测量方法越来越受到科研和工程技术人员的青睐。
3 纸浆纤维悬浮液屈服应力在造纸工业中的应用
研究和测量纸浆纤维悬浮液的屈服应力不仅可为制浆造纸生产过程提供理论指导,对于制浆造纸过程装备的研发和应用亦具有重要的意义。目前,关于纸浆纤维悬浮液屈服应力在制浆造纸工业生产中的应用主要集中在以下几个方面。
3.1纸浆管路
制浆造纸生产过程中都会涉及到不同浓度下纸浆纤维悬浮液的泵送和输运,而纸浆纤维悬浮液在流动过程中的压头损失是设计和优化纸浆管路系统的理论基础[33]。早在20世纪70年代,Moller[34]首次利用屈服应力进行无量纲分析,推演出纸浆在管路中流动时的雷诺数,并且测量出纸浆在不同雷诺数下的管路摩擦因子,简化了纸浆管路压头损失的计算过程。该雷诺数可由式(9)计算得到。
(9)
式中,ρ和μ表示水的密度(kg/m3)和黏度(Pa·s),U和D分别表示纸浆的流速(m/s)和管路直径(m)。
Scanpump[35]公司在Moller[36]科研成果的基础上编写了纸浆管路压头损失计算手册,为合理设计和选用纸浆管路系统提供了依据。Moller[36]发现,在不改变其他实验条件的情况下,纸浆纤维悬浮液在管路中的流速升高到某一临界值Uc时,纸浆纤维悬浮液的压头损失会接近纯水的压头损失,当流速超过Uc时,纸浆纤维悬浮液的压头损失会小于水,这是纸浆流送过程特有的减阻现象。此外,Moller还归纳出纸浆纤维悬浮液发生流动减阻的临界条件,即Re=2。因此,结合纸浆纤维悬浮液的屈服应力值,可以反推出临界流速的大小,进而为减阻输运纸浆纤维悬浮液提供理论依据。
3.2纸浆混合
浆浓在临界浓度以上,纸浆纤维悬浮液是具有屈服应力的非牛顿流体。在混合操作过程中,搅拌桨外围区域内的纸浆会吸收叶轮传递的转动动量而处于流动混合状态,这个区域称为叶轮洞穴。而洞穴外部区域的纸浆则处于滞流状态,这部分区域称为混合死区。为保证良好的混合效果,生产中应合理调节叶轮的转速,以保证足够的叶轮洞穴尺寸,同时避免叶轮转速过高产生无用搅拌的能耗。为此,一些研究者根据生产需要尝试建立数学模型用于预测叶轮洞穴的尺寸。Solomon等人[37]根据洞穴边界表面的剪切应力等于流体屈服应力,建立了洞穴球体模型,见式(10)。
(10)
式中,Dc为洞穴半径(m),D为叶轮半径(m),ρ为纸浆纤维悬浮液密度(kg/m3),N为叶轮转速(r/min),P0为搅拌叶轮的功率准数,τy为纸浆纤维悬浮液的屈服应力(Pa)。
Amanullah等人[38]认为,轴流式搅拌桨传递到洞穴边界表面的力是切向力和轴向力的合力,并对上述洞穴球体模型进行了改进。Hui等人[39]在Amanullah的基础上考虑了浆槽壁面的作用,建立了洞穴柱体模型,并通过实验验证得出,柱体模型预测的叶轮洞穴尺寸与实际尺寸的误差在13%以内。
3.3纸浆流态化
纸浆纤维悬浮液在临界浓度以上时表现出屈服效应,为了泵送中浓纸浆纤维悬浮液,就必须对纤维网络施加足够的剪切应力,使纤维网络完全分散,从而使中浓纸浆流态化,具有流动特性[28]。纸浆纤维悬浮液的流态化可包含2种尺度规模,即絮团尺度和纤维尺度,2种流态化尺度分别表征絮团间的自由流动和纤维间的自由流动。对于中浓纸浆,仅需达到絮团尺度的流态化即可同低浓纸浆一样用离心泵进行输送[2,5]。早在20世纪80年代,Wahren[40]用单位体积纸浆所消耗能量的大小(W/m3)来定量描述纸浆初始流态化的条件,即:
(11)
其中,εF为纸浆初始流态化时的能量耗散因子,τy是纸浆悬浮液的屈服应力(Pa),μ为水的黏度(Pa·s)。
Bennington等人[41]在Wahren基础上运用纸浆悬浮液的表观黏度得出εF与浆浓Cm之间的数量关系式,即:
(12)
在中浓浆泵和混合器方面,陈奇峰等人[42]根据纸浆纤维悬浮液的屈服应力设计了中浓纸浆泵的湍流发生器,陈克复[28]根据中浓纸浆的流态化原理设计出中浓纸浆混合器。
3.4纸张成形
纸张成形是造纸过程的重要组成部分,通过纸浆在网上滤水成形,将纸料抄造成为湿纸幅。因此,为了保证良好的纸张质量,纸浆在网部应均匀分散,使纸张全幅的定量、厚度和匀度等均匀一致。Martinez等人[9]发现,当集聚因子N<16时,纤维是自由运动的;而集聚因子N>16时,纤维的运动由于纤维间的交织缠绕而受到影响,纸张成形质量逐渐降低。为了达到理想的成形效果,Martinez等人[22]对纸机成形部的纸幅进行取样研究,得到流浆箱上网浓度的阈值,即N>16时:
(13)
3.5纸浆纤维悬浮液的计算流体学模拟与仿真
近年来,随着大容量高速计算机的广泛应用,利用计算流体力学(Computational Fluid Dynamics,CFD)对纸浆纤维悬浮液的流动过程进行数值计算和模拟得以快速发展[43- 44]。由于纸浆流动的复杂性,通常需要借助合适的理论假设和流动模型。当纸浆处于层流状态时,常用改良的Herschel-Bulkley模型作为本构方程表征纸浆的非牛顿流体特性[45- 46],见式(14):
(14)

4 纸浆纤维悬浮液屈服应力的研究与应用展望
关于纸浆纤维悬浮液屈服应力的研究是一项复杂而工程意义显著的工作,无论在基础理论研究方面,还是在造纸工艺过程优化、相关设备的开发应用方面,都具有重要的理论和实用价值。尽管目前关于纸浆纤维悬浮液屈服应力的研究颇多,但笔者认为在以下方面仍需继续深入探讨。
4.1纸浆纤维的物理特性方面的研究
(1)结合我国国情和造纸原料使用现状,研究比较非木材纤维原料以及废纸纤维原料的纸浆纤维悬浮液屈服应力。
(2)探索纸浆纤维的长度分布、纤维长径比对纸浆纤维悬浮液屈服应力的影响。目前进行的相关研究主要是针对纤维数均长度和平均长径比对屈服应力的影响,并未考虑纤维尺寸分布状况,因此研究尺寸分布更加均一的纸浆纤维的屈服应力能够进一步了解纤维尺寸对屈服应力的影响程度。
(3)纸浆中的细小纤维会影响纤维的交织和滤水性能,而挺度反映了纤维的弹性,二者对纸浆纤维悬浮液屈服应力的影响还需进一步的研究。
4.2屈服应力的测量方法和装置方面的研究
由于纸浆纤维流变特性复杂多变,不论是科研实验还是工业生产,都迫切需要更加简便快捷和精确的测量纸浆屈服应力的方法和测量装置,满足经济、高效和实用性的要求,最终规范化并形成技术标准。
4.3屈服应力在造纸相关领域中的应用研究
4.3.1纸浆流送方面的研究
减阻剂是一种高分子聚合物的化学制品,能减少液体在管道内湍流流动时的摩阻。造纸工业中常用的减阻剂有聚丙烯酰胺和羧甲基纤维素,二者对纸浆泵送、筛选和净化具有明显的节能作用[47];但其对纸浆纤维悬浮液屈服应力的影响却鲜有研究,因此探索减阻剂对屈服应力的影响并研究其机理可为改变纸浆纤维悬浮液的屈服应力提供参考。
4.3.2碎浆及搅拌过程中转子能效优化的研究
探索研究不同转子在不同工艺条件(纸浆种类、浓度)下的功率准数-屈服应力雷诺数曲线,可为转子选型,搅拌过程优化节能,以及根据雷诺相似准则进行放大中试操作等方面提供理论依据。
4.3.3筛选和净化方面的应用研究
探索研究纸浆纤维在其他具有屈服应力流体中的离心分离状况,可将长度和长径比不同的纤维分离开来,以此可开发新型的纤维分级装备;研究杂质在纸浆悬浮液中的分离阻力系数随屈服应力的变化曲线,可为改善和提升净化能效提供理论依据。
4.3.4纸张成形方面的应用研究
探索研究夹网成形以及填料、化学助剂等湿部非纤维添加物的种类及含量对纸浆纤维悬浮液屈服应力的影响,可为纸机湿部的稳定运行提供参考。
4.4其他方面
随着世界经济的不断发展,资源、环境和能源等问题已成为各国经济可持续发展的瓶颈。因此,寻找低成本、绿色环保、可再生的资源成为世界各国的重点研究方向。其中,以木材纤维为原料生产和制备微纤化纤维和纳米纤维具有良好的发展前景[48]。而生产和应用纳米纤维仍需将其配制成纤维悬浮液,因此对纳米纤维悬浮液的屈服应力进行前瞻性研究符合经济社会发展的需要;其次,利用纳米纤维素配制纸张表面高级涂料或3D打印等功能性材料过程中也需要了解其流变过程,科研人员需持续关注这些方面的研究动态。
5 结束语
纸浆纤维悬浮液是以纤维作为固相的非均相混合物,属多相流体。纤维絮团的存在使纸浆纤维悬浮液呈现屈服效应。根据纸浆的屈服应力可为管路优化、纸浆混合与泵送、纸张成形以及计算机流体仿真提供理论依据。
目前,国内外关于纸浆纤维悬浮液屈服应力的研究主要集中在3个方面:①纸浆纤维物理特性及一些外部因素如温度、pH值和剪切作用对屈服应力的影响;②纸浆纤维悬浮液屈服应力的测量方法和测量装置;③纸浆纤维悬浮液的屈服应力在造纸工业中的应用。
在纸浆流变特性领域,国内关于纸浆纤维悬浮液屈服应力的研究甚少,国内在研究的深度和广度,以及利用纸浆纤维悬浮液的屈服应力指导实际生产和核心装备的开发方面与国外造纸工业发达国家还有较大差距。
在有关纸浆纤维原料、纤维尺寸分布和细小纤维含量、填料和化学助剂等添加物的种类及含量等因素对屈服应力的影响方面,新型快捷高效的屈服应力测量方法和装置方面,以及屈服应力在纸浆减阻流送、转子优化、新型筛选和净化装置与工艺、纸张成形和纤维素类纳米材料等领域的应用方面还需不断研究和探索。
[1]BousfieldDW.RHEOLOGICALISSUESINTHEPAPERINDUSTRY[OL]. [2015- 04-19].http://www.bsr.org.uk/rheology-reviews/RheologyReviews/rheology-in-paper-industry-Bousfield.pdf.
[2]Derakhshandeh B, Kerekes R J, Hatzikiriakos S G, et al. Rheology of pulp fibre suspensions: A critical review[J]. Chemical Engineering Science, 2011, 66(15): 3460.
[3]Dumont G A, Ein-Mozaffari F, Bennington C P J. Suspension yield stress and the dynamic response of agitated pulp chests[J]. Chemical Engineering Science, 2005, 60(8): 2399.
[4]Olson J A, Delfel S, Ollivier-Gooch C, et al. COMPUTATIONAL FLUID DYNAMICS IN THE PULP AND PAPER INDUSTRY-THE DESIGN OF A HIGH PERFORMANCE PULP SCREEN ROTOR[C]//Seventh International Conference on CFD in the Minerals and Process Industries. Melbourne, Australia, 2005.
[5]Kerekes R J. Rheology of fibre suspensions in papermaking: an overview of recent research[J]. Nordic Pulp and Paper Research Journal, 2006, 21(5): 598.
[6]Bennington C P J, Kerekes R J, Grace J R. The yield stress of fibre suspensions[J]. Canadian Journal of Chemical Engineering, 1990, 68(10): 748.
[7]Kerekes R J, Schell C J. Characterization of fibre flocculation by a crowding factor[J]. Journal of Pulp and Paper Science, 1992, 18(1): 32.
[8]Mason S G. The motion of fibres in flowing fluids[J]. Pulp and Paper Canada Magazine, 1950, 51(5): 93.
[9]Martinez D M, Buckley K, Lindstrom A, et al. Characterizing the mobility of papermaking fibres during sedimentation[C]//The Science of Papermaking 12th Fundamental Research Symposium. Oxford, 2001.
[10]Gullichsen J, Harkonen E. Medium Consistency Technology[J]. TAPPI Journal, 1981, 64(6): 692.
[11]Kerekes R J, Soszynski R M, Doo P A T. The flocculation of pulp fibres[C]//Papermaking Raw Materials, Proc. Fundamental Res. Symp. London, 1985.
[12]Wikström T, Rasmuson A. Yield stress of pulp suspensions: the influence of fibre properties and processing conditions[J]. Nordic Pulp Paper Resource Journal, 1998, 13(3): 243.
[13]Andersson S R, Rasmuson, A. The network strength of non-flocculated fibre suspensions[J]. Nordic Pulp and Paper Research Journal, 1999, 14(1): 61.
[14]Swerin A, Powell R L, Odberg L. Linear and nonlinear dynamic viscoelasiticity of pulp fibre suspensions[J]. Nordic Pulp and Paper Research Journal, 1992, 7 (3): 126.
[15]Damani R, Powell R L, Hagen N. Viscoelastic characterization of medium consistency pulp suspensions[J]. Canadian Journal of Chemical Engineering, 1993, 71 (5): 676.
[16]Chen Ke-fu, Chen Shu-mei. The determination of the critical shear stress for fluidization of medium consistency suspensions of straw pulps[J]. Nordic Pulp and Paper Research Journal, 1991, 6(1): 20.
[17]Dalpke B, Kerekes R J. The influence of fibre properties on the apparent yield stress of flocculated pulp suspensions[J]. Journal of Pulp and Paper Science, 2005, 31(1): 39.
[18]TATSUMI D, ISHIOKA S, MATSUMOTO T. Effect of Fiber Concentration and Axial Ratio on the Rheological Properties of Cellulose Fiber Suspensions[J]. Journal of the Society of Rheology, 2002, 30(1): 27.
[19]Ventura C, Blanco A, Negro C, et al. Modeling pulp fiber suspension rheology[J]. TAPPI Journal, 2007, 6(7): 17.
[20]Derakhshandeh B, Hatzikiriakos S G, Benningto C P J. Rheology of pulp suspensions using ultrasonic Doppler velocimetry[J]. Rheologica Acta, 2010, 49(11/12): 1127.
[21]Sha J, Nikbakht A, Wang C, et al. The effect of consistency and freeness on the yield stress of chemical pulp fiber suspensions[J]. Bioresources, 2015, 10(3): 4287.
[22]Martinez D M, Kiiskinen H, Ahlman A K, et al. On the mobility of flowing papermaking suspensions and its relationship to formation[J]. Journal of Pulp and Paper Science, 2003, 29(10): 341.
[23]Farnood R R, Loewen S R, Dodson C T J. Estimation of intra-floc forces[J]. Appita, 1994,47(5): 391.
[24]Sha J, Sudipta M, Nikbakht A, et al. The effect of blending ratio and crowding number on the yield stress of mixed hardwood and softwood pulp fiber suspensions[J]. Nordic Pulp Paper Research Journal, 2015, 30(4): 634.
[25]Pettersson J, Rasmuson A. The yield stress of gas/liquid/fibre suspensions[J]. The Canadian Journal of Chemical Engineering, 2004, 82(6): 1313.
[26]Cullen P J, O’donnell C P, Houška M. Rotational rheometry using complex geometries—A review[J]. Journal of Texture Studies, 2003, 34(1): 1.
[27]Estellé, Patrice, Christophe Lanos. Shear flow curve in mixing systems—a simplified approach[J]. Chemical Engineering Science, 2008, 63(24): 5887.
[28]陈克复. 中高浓制浆造纸技术的理论与实践[M]. 北京: 中国轻工业出版社, 2007.
[29]陈克复, 赵学发, 卢晓江. 用广义雷诺数判别纤维悬浮液的流动类型和湍流程度[J]. 中国造纸学报, 1992, 7(1): 80.
[30]Coussot P, Nguyen Q D, Huynh H T, et al. Viscosity bifurcation in thixotropic, yielding fluids[J]. Journal of Rheology (1978-present), 2002, 46(3): 573.
[31]Nikbakht A, Madani A, Olson J A, et al. Fibre suspensions in Hagen—Poiseuille flow: transition from laminar plug flow to turbulence[J]. Journal of Non-Newtonian Fluid Mechanics, 2014, 212: 28.
[32]Lavenson D M, Tozzi E J, Mccarthy M J, et al. Yield stress of pretreated corn stover suspensions using magnetic resonance imaging[J]. Biotechnology and Bioengineering, 2011, 108(10): 2312.
[33]沙九龙, 王晨, 张辉. 基于资金时间价值的纸浆管路经济管径的算法[J]. 南京林业大学学报: 自然科学版, 2012, 36(5): 141.
[34]Moller K A. Correlation of Pipe Friction Data for Paper Pulp Suspensions[J]. Ind Eng Chem Process Des Dev, 1976(1): 16.
[35]Scanpump. PAPER STOCK FLOW—The Calculation of Friction Loss and Pump Performance[OL]. [2015- 04- 20]. http://www.docin.com/p-1704716357.html.
[36]Moller K, Elmqvist G. Head losses in pipe bends and fittings[J]. TAPPI Journal, 1980, 63(3): 101.
[37]Solomon J, Elson T P, Nienow A W, et al. Cavern sizes in agitated fluids with a yield stress[J]. Chemical Engineering Communications, 1981, 11(1/3): 143.
[38]Amanullah A, Nienow A W, Hjorth S A. A new mathematical model to predict cavern diameters in highly shear thinning, power law li-quids using axial flow impellers[J]. Chemical Engineering Science, 1998, 53(97): 455.
[39]Hui L K, Bennington C P J, Dumont G A. Cavern formation in pulp suspensions using side-entering axial-flow impellers[J]. Chemical Engineering Science, 2009, 64(3): 509.
[40]Wahren D. Fiber network structures in papermaking operations[C]//Proceedings of the Conference on Paper Science and Technology. Atlanta, 1980.
[41]Bennington C P J, Kerekes R J. Power requirements for pulp suspension fluidization[J]. TAPPI Journal, 1996, 79 (2): 253.
[42]陈奇峰, 陈克复, 杨仁党. 基于CFD方法优化离心式中浓泵湍流发生器的结构研究[J]. 中国造纸, 2006, 25(10): 25.
[43]付平乐, 陈克复, 刘焕彬. 纤维悬浮液圆管内二相流动数学模型的探讨[J]. 中国造纸学报, 1998, 13(S1): 57.
[44]陈永利, 张健, 张辉. 基于FLUENT的压力缝筛波纹形状的改进机制[J]. 南京林业大学学报: 自然科学版, 2012, 36(6): 105.
[45]Saeed S, Ein-Mozaffari F, Upreti S R. Using Computational Fluid Dynamics to Study the Dynamic Behavior of the Continuous Mixing of Herschel-Bulkley Fluids[J]. Ind Eng Chem Res, 2008, 47(19): 7465.
[46]Bennington C P J. Mixing in the pulp and paper industry[M]. John Wiley & Sons, Inc., 2004: 1187.
[47]Chowdhury A. Energy saving during pulp screening through addition of A-PAM[D]. Vancouver: University of British Columbia, 2011.
[48]Siqueira, Gilberto, Julien Bras, et al. Cellulosic bionanocompo-sites: a review of preparation, properties and applications[J]. Polymers, 2010, 2(4): 728.
Research Progress about the Yield Stress of Pulp Fiber Suspension and Its Application in Pulp and Paper Industry
(责任编辑:马忻)
SHA Jiu-long1,2,3WANG Chen1,2,3James Olson2ZHANG Hui1,3,*
(1.JiangsuProvincialKeyLabofPulpandPaperScienceandTechnology,NanjingForestryUniversity,Nanjing,JiangsuProvince, 210037; 2.PulpandPaperCenter,UniversityofBritishColumbia,Vancouver,V6T1Z4,Canada; 3.JiangsuCo-InnovationCenterforEfficientProcessingandUtilizationofForestResources,
NanjingForestryUniversity,Nanjing,JiangsuProvince, 210037)
(*E-mail: zhnjfu@163.com)
Pulp fiber suspension is multiphase heterogeneous mixture, within which fibers are considered as solid phase. Yield stress is one of most important rheological properties of pulp fiber suspension which plays an important role in design and effective operation of the equipment in pulp and paper industry. This paper reviewed past studies on the generation and measurements of yield stress of pulp fiber suspension and its impact factors, moreover, details about the applications of yield stress of pulp fiber suspension in pulp and paper industry were presented as well. In addition, further studies and applications of yield stress of pulp fiber suspension in relevant fields of papermaking industry were discussed.
pulp and papermaking; pulp fiber suspension; rheology; yield stress
2016- 01- 25
江苏省高校博士研究生科研创新计划资助项目(KYLX15_0933);江苏高校优势学科建设工程资助项目(PAPD)。
沙九龙,男,1988年生;在读博士研究生;主要从事制浆造纸节能减排技术与装备方向研究。
*通信联系人:张辉,E-mail:zhnjfu@163.com。
TS71
A
1000- 6842(2016)03- 0050- 08
猜你喜欢
中国造纸(2022年8期)2022-11-24
轻工机械(2021年1期)2021-03-05
矿业科学学报(2020年6期)2020-11-09
湖北理工学院学报(2020年4期)2020-08-22
含能材料(2020年8期)2020-08-10
中国制笔(2020年2期)2020-07-03
科技创新与应用(2017年10期)2017-04-26
中小企业管理与科技·中旬刊(2016年3期)2016-04-22
中国造纸学报(2015年1期)2015-12-16
中国造纸(2014年1期)2014-03-01