Sn对电真空Ag-Cu钎料组织和性能的影响
2016-11-21 06:34顾小龙
材料工程 2016年10期
石 磊,崔 良,周 飞,顾小龙,何 鹏
(1 浙江省冶金研究院有限公司 浙江省钎焊材料与技术重点实验室,杭州 310007;2 哈尔滨工业大学 先进焊接与连接国家重点实验室,哈尔滨 150001)
Sn对电真空Ag-Cu钎料组织和性能的影响
石 磊1,2,崔 良1,周 飞1,顾小龙1,何 鹏2
(1 浙江省冶金研究院有限公司 浙江省钎焊材料与技术重点实验室,杭州 310007;2 哈尔滨工业大学 先进焊接与连接国家重点实验室,哈尔滨 150001)
利用扫描电镜及其能谱仪、同步热分析仪以及对比实验来分析Sn对电真空Ag-Cu钎料微观组织、熔化特性和钎焊性能的影响。结果表明:Sn添加4%(质量分数,下同)时,Ag60Cu钎料中没有脆性β-Cu相生成,对钎料的加工性能影响不大;随着Sn含量的增加,Ag60Cu钎料的液相线温度逐渐降低,同时固相线温度降低幅度更大,导致熔化温度范围扩大,钎料的填缝性能变差;对于含Sn为4%的Ag60Cu钎料,与紫铜的铺展性能以及冶金结合性能都接近于BAg72Cu钎料,并可通过压力加工制成片状钎料,可以用来替代BAg72Cu片状钎料使用。
电真空Ag-Cu钎料;Sn;微观组织;熔化特性;钎焊性能
BAg72Cu钎料作为一种Ag-Cu二元共晶合金钎料,具有如下优点:(1)钎料熔点779℃,流点与熔点相近,钎焊温度适中(800~850℃);(2)钎料对铜、镍等都具有良好的润湿性和流动性,钎焊工艺性好;(3)钎料清洁,不含高蒸汽压、易挥发性元素;(4)钎料导电性好,并且强度和塑性较高,可以加工制成片、带、箔、丝等各种形状。BAg72Cu钎料被广泛应用于真空开关管、发射管、微波器件等真空电子器件的钎焊,是真空电子行业首选的电真空钎料[1]。然而,BAg72Cu钎料中贵金属银的含量很高(71%~73%),钎料的价格昂贵。如何降低电真空钎料的成本,是真空电子行业亟待解决的一个迫切问题。
针对Ag-Cu二元合金钎料,通过直接减少Ag-Cu钎料中的银含量将是降低真空电子器件用电真空钎料成本的一种有效措施。然而,如果仅是简单地减少Ag-Cu钎料中的银含量,将会引起钎料熔点升高,熔化区间增大,导致钎料润湿性和流动性下降等一系列钎焊性问题。从国内外相关研究报导可知,向银基钎料中添加一些合金元素可以改善钎料的性能:添加Sn,In,Ga可以降低银基钎料的熔化温度,增强钎料的流动性和铺展性[2-9];添加Ni可提高银基钎料对不锈钢的润湿性能和接头强度[10-12];添加Ti可明显改善银基钎料与陶瓷的润湿性能[13-16];添加Ce能改善银基钎料的铺展、润湿性能[17-19];添加Sb能显著提高银基钎料的抗氧化性[19];此外,添加B,Ce还能明显提高钎料的塑性,改善钎料的加工成形性能[20]。其中,Sn,In是银基钎料最有效的降低熔点以及改性的元素,而从降低成本角度考虑,则首选Sn。
本工作以电真空Ag60Cu钎料作为基础合金,通过向Ag60Cu钎料中添加不同含量的Sn,来研究Sn对电真空Ag-Cu钎料的微观组织、熔化特性和钎焊性能的影响行为,为研制能够替代BAg72Cu钎料的新型低银电真空钎料提供实验基础和理论依据。
1 实验材料与方法
实验用Ag-Cu钎料都是通过真空熔炼制得,原料Ag,Cu,Sn的纯度为99.99%。首先按质量百分比配制Ag60Cu基础合金钎料并利用真空感应熔炼炉熔化,然后向Ag60Cu合金液中分别添加2%(质量分数,下同),4%和8%的Sn后浇铸成锭,再将上述不同Sn含量的Ag60Cu钎料铸锭经轧制、真空退火等工序加工成厚度为0.10mm的薄带。由于含Sn为8%的Ag60Cu钎料较脆,在轧制过程中容易发生断裂,不能进行压力加工成形。作为对比的BAg72Cu钎料也通过相同方法制得。
利用HV-01-043扫描电子显微镜(SEM)及Detector5010能谱仪(EDS)对Ag-Cu钎料的微观组织进行观察;并利用STA449F3同步热分析仪(DSC)对Ag-Cu钎料的熔化特性,包括固、液相线温度以及熔化温度范围进行测量。
利用VAF-30真空钎焊炉对Ag-Cu钎料的钎焊性能,包括铺展性能、填缝性能以及冶金结合性能进行测试,示意图如图1所示。通过观测钎料在紫铜基板上的铺展面积,来评价钎料的铺展性能;通过观测钎料在紫铜间隙中的填缝长度,来评价钎料的填缝性能;通过观察钎料与紫铜的钎焊接头以及界面线扫描分析,来评价钎料的冶金结合性能。测试铺展和填缝性能的钎料块尺寸分别为2mm×2mm×2mm和10mm×4mm×4mm,直接从钎料铸锭上制取;测试冶金结合性能的钎料片尺寸为20mm×20mm×0.1mm,从轧制的薄带上剪取;所用紫铜板的尺寸分别为40mm×40mm×3mm,20mm×20mm×3mm,100mm×20mm×3mm和100mm×30mm×3mm。

图1 Ag-Cu钎料钎焊性能测试示意图Fig.1 Schematic of testing brazing performance of Ag-Cu filler metals
2 结果与分析
2.1 Sn对Ag-Cu钎料微观组织的影响
图2为不同Sn含量的Ag60Cu钎料微观组织的SEM照片。从图2可以看出,Sn含量的变化对Ag60Cu钎料微观组织的影响较为明显。通过对组织中各相进行EDS分析(分析结果见表1),发现Ag60Cu基础钎料的微观组织主要由铜基富银相α-Cu和Ag-Cu共晶相组成;当添加2%的Sn后,钎料中出现了银基富铜相α-Ag,微观组织主要由α-Cu相、α-Ag相和Ag-Cu-Sn共晶相组成;当添加4%的Sn后,钎料的微观组织也由α-Cu相、α-Ag相和Ag-Cu-Sn共晶相组成;而当添加8%的Sn后,钎料中又出现了大量的铜基富锡相β-Cu。由于α-Cu和α-Ag相是塑性相,具有良好的强度和塑性,使得含Sn为2%和4%的Ag60Cu钎料依然能通过压力加工轧制成薄带;而β-Cu相是脆性相,导致含Sn为8%的Ag60Cu钎料的加工性能急剧恶化,不能进行压力加工成形。
2.2 Sn对Ag-Cu钎料熔化特性的影响
依据国家标准GB/T 1425-1996《贵金属及其合金熔化温度范围的测定 热分析试验方法》,钎料的固相线温度由熔化过程中第一个峰的外推始点温度给出,液相线温度由熔化过程中最后一个峰值的峰温给出,固、液相线温度之间的间隔即为熔化温度范围。表2列出了不同Sn含量对Ag60Cu钎料的固、液相线温度以及熔化温度范围的影响。从表2可以看出,添加Sn可以降低Ag60Cu钎料的液相线温度,但同时钎料的固相线温度降低更多,导致钎料的熔化温度范围增大;随着Sn含量的增加,Ag60Cu钎料的液相线温度逐渐降低,但同时固相线温度降低幅度更大,钎料的熔化温度范围越来越大。

图2 不同Sn含量Ag60Cu钎料的SEM照片 (a)Sn 0%;(b)Sn 2%;(c)Sn 4%;(d)Sn 8%Fig.2 SEM photographs of Ag60Cu filler metals with different Sn content (a)Sn 0%;(b)Sn 2%;(c)Sn 4%;(d)Sn 8%
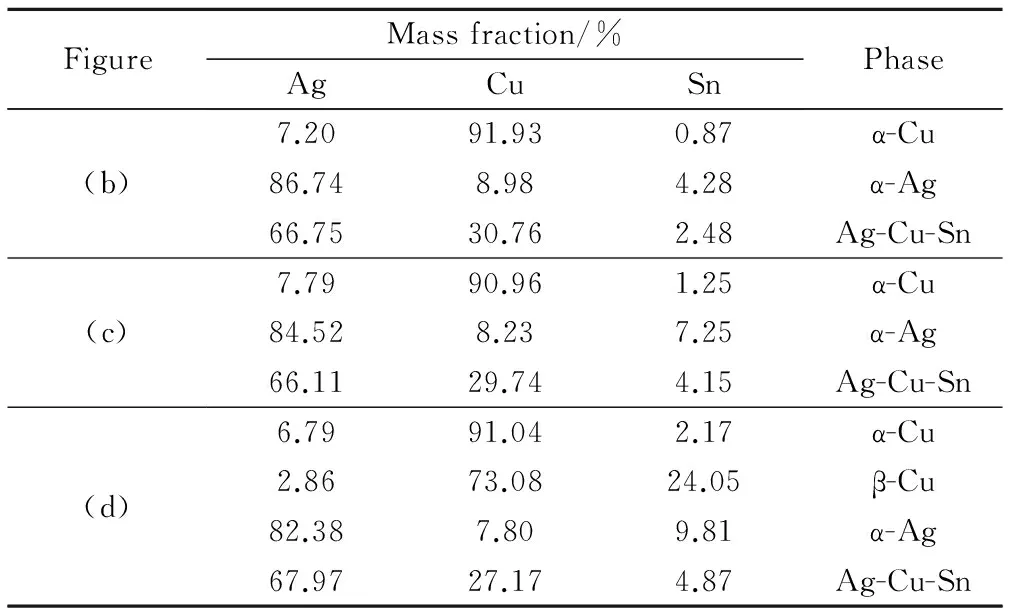
FigureMassfraction/%AgCuSnPhase(b)(c)(d)7.2091.930.87α-Cu86.748.984.28α-Ag66.7530.762.48Ag-Cu-Sn7.7990.961.25α-Cu84.528.237.25α-Ag66.1129.744.15Ag-Cu-Sn6.7991.042.17α-Cu2.8673.0824.05β-Cu82.387.809.81α-Ag67.9727.174.87Ag-Cu-Sn
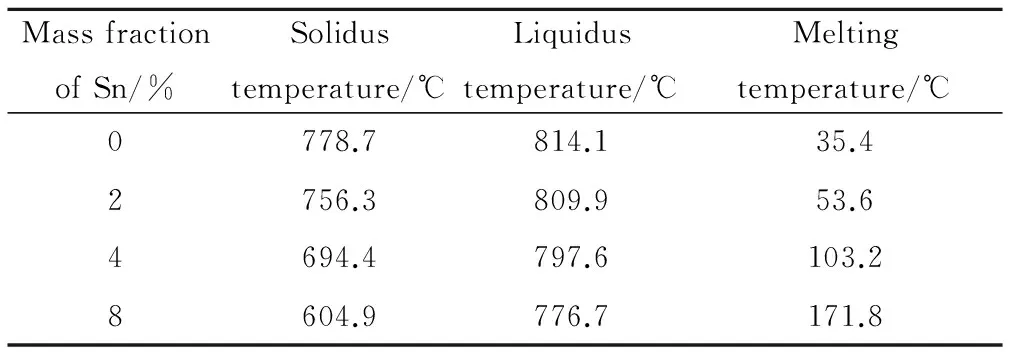
表2 Sn含量对Ag60Cu钎料熔化特性的影响
2.3 Sn对Ag-Cu钎料钎焊特性的影响
从上述实验结果可以看出,含Sn为4%的Ag60Cu钎料的性能比较接近于BAg72Cu钎料,其不仅加工性能较好,可以压力加工制成薄带;而且液相线温度接近BAg72Cu钎料的熔点,是一种较有可能作为替代BAg72Cu钎料的新型低银电真空钎料。下面对(Ag60Cu)96Sn4与BAg72Cu钎料的钎焊性能进行对比分析,BAg72Cu钎料的钎焊性能在温度820℃、保温5min条件下进行测试;(Ag60Cu)96Sn4钎料的熔点比BAg72Cu钎料高约20℃,作为对比,(Ag60Cu)96Sn4钎料的钎焊性能在温度840℃、保温5min条件下进行测试。
图3为BAg72Cu与(Ag60Cu)96Sn4钎料在紫铜板上的铺展情况。从图3可以看出,BAg72Cu钎料与紫铜的铺展性能良好,在紫铜板上的铺展面积约为1.32cm2;(Ag60Cu)96Sn4钎料在紫铜板上的铺展面积约为1.30cm2,与BAg72Cu钎料的铺展面积相当,表明与紫铜的铺展性能也较好。
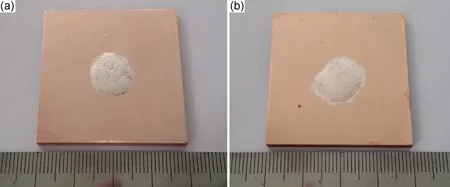
图3 Ag-Cu钎料在紫铜板上的铺展情况 (a)BAg72Cu;(b)(Ag60Cu)96Sn4Fig.3 Spreading ability of Ag-Cu filler metals on copper plate (a)BAg72Cu;(b)(Ag60Cu)96Sn4
BAg72Cu和(Ag60Cu)96Sn4钎料与紫铜钎焊接头的外观一样,钎缝饱满,钎脚圆滑、美观。图4为BAg72Cu和(Ag60Cu)96Sn4钎料与紫铜钎焊接头的SEM照片。从图4可以看出,BAg72Cu钎料与紫铜钎焊接头的钎缝致密,钎缝中有一些α-Cu相出现,表明钎料与母材发生了一定程度的扩散、溶解;(Ag60Cu)96Sn4钎料与紫铜钎焊接头的钎缝也致密,在钎缝界面上有较大的α-Cu相生成,这是由于接头在凝固过程中,钎料中的α-Cu相优先沿着母材Cu向钎缝中生长造成的。
图5为BAg72Cu和(Ag60Cu)96Sn4钎料与紫铜钎焊接头界面的成分线扫描图。从图5可以看出,BAg72Cu钎料中的Ag元素向母材中有一定程度的扩散;(Ag60Cu)96Sn4钎料中的Ag元素也向母材中有一定程度扩散,Sn元素则还是分布在钎缝中,这是由于Sn的原子尺寸较大,向母材Cu中扩散比较困难所致,并且在界面上没有含Sn的金属间化合物生成。从图4和图5的对比结果可以看出,BAg72Cu钎料对紫铜的冶金结合性能良好,(Ag60Cu)96Sn4钎料对紫铜的冶金结合性能也较好。
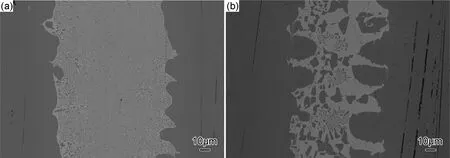
图4 Ag-Cu钎料与紫铜钎焊接头的SEM照片 (a)BAg72Cu;(b)(Ag60Cu)96Sn4Fig.4 SEM photographs of Ag-Cu filler metals and copper brazed joints (a)BAg72Cu;(b)(Ag60Cu)96Sn4
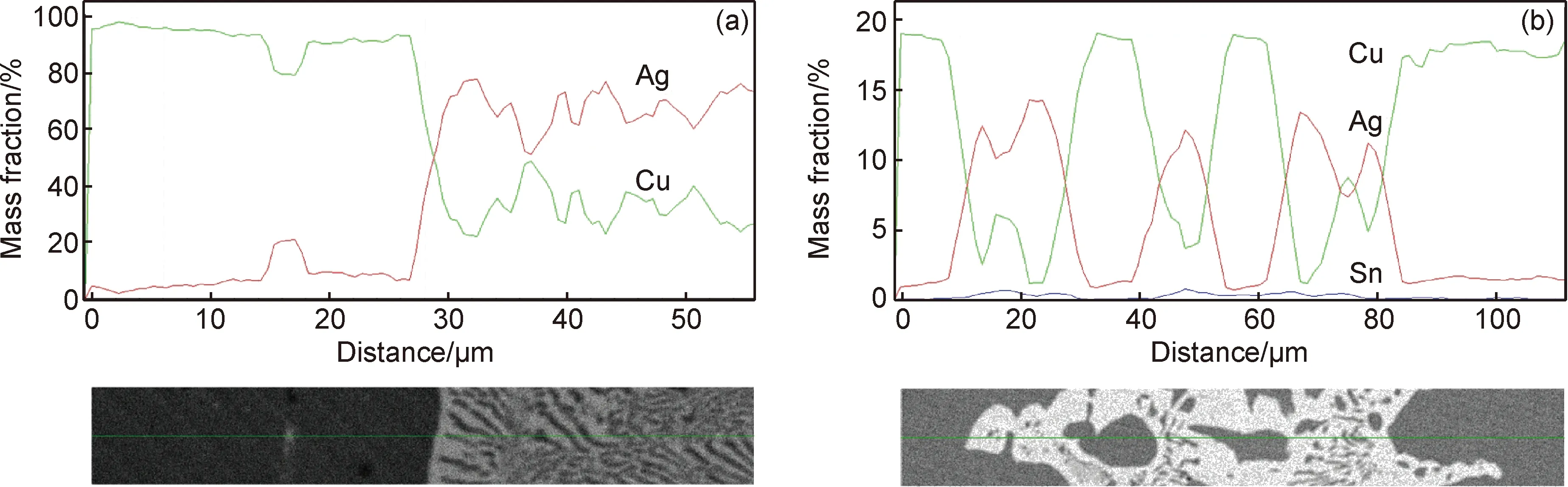
图5 Ag-Cu钎料与紫铜钎焊接头界面的成分线扫描图 (a)BAg72Cu;(b)(Ag60Cu)96Sn4Fig.5 Composition line scans of Ag-Cu filler metals and copper brazed joints interface (a)BAg72Cu;(b)(Ag60Cu)96Sn4
图6为BAg72Cu与(Ag60Cu)96Sn4钎料在紫铜板上的填缝情况。从图6可以看出,BAg72Cu钎料已经填满整条钎缝(钎缝间隙0~1mm,长90mm),并且在放置端没有钎料残留,表明BAg72Cu钎料在紫铜上的填缝性能良好;(Ag60Cu)96Sn4钎料虽然也能填满整条钎缝,但在放置端有钎料残留(见图6(b)中圆圈处)。这是因为(Ag60Cu)96Sn4钎料的熔化温度范围较大,在熔化过程中钎料的低熔点Ag-Cu-Sn共晶相先熔化流走,高熔点α-Cu(Ag)相后熔化,但由于其黏度较大没能流走,在原处形成残留,导致(Ag60Cu)96Sn4钎料在紫铜上的填缝性能较差。

图6 Ag-Cu钎料在紫铜板上的填缝情况 (a)BAg72Cu;(b)(Ag60Cu)96Sn4Fig.6 Gap filling ability of Ag-Cu filler metals on copper plate (a)BAg72Cu;(b)(Ag60Cu)96Sn4
通过上述对比实验,可以看出含Sn为4%质量分数的Ag60Cu钎料对紫铜的铺展性能以及冶金结合性能较好,接近于BAg72Cu钎料。该(Ag60Cu)96Sn4钎料可通过压力加工轧成薄带,制成片状钎料,可以用来替代BAg72Cu片状钎料使用。片状钎料是预先放置于接头钎缝中,在钎焊加热过程中直接原位熔化并与母材产生冶金结合,待冷却凝固后形成密封、牢固的钎焊接头,无需长距离流动填缝,故对钎料的填缝性能要求不高。
3 结论
(1)Sn添加2%和4%时,Ag60Cu钎料的微观组织主要由塑性的α相和共晶相组成,可通过压力加工制成薄带;但当Sn含量增加到8%时,Ag60Cu钎料的微观组织中有大量的脆性β-Cu相生成,导致加工性能急剧恶化,不能进行压力加工成形。
(2)随着Sn含量的增加,Ag60Cu钎料的液相线温度逐渐降低,但同时固相线温度降低幅度更大,导致钎料的熔化温度范围越来越大。
(3)含Sn 4%的Ag60Cu钎料对紫铜的铺展性能以及冶金结合性能较好,接近于BAg72Cu钎料,但其在紫铜上的填缝性能较差。
(4)含Sn 4%的Ag60Cu钎料可通过压力加工制成片状钎料,预先放置在接头钎缝中,可以用来替代BAg72Cu片状钎料使用。
[1] 张启运, 庄鸿寿. 钎焊手册[M].2版. 北京: 机械工业出版社, 2008. 410-426.
ZHANG Q Y, ZHUANG H S. Brazing and soldering manual[M]. 2nd ed. Beijing: China Machine Press, 2008. 410-426.
[2] 薛松柏, 钱乙余, 胡晓萍. 元素锡、铟在银基钎料中的作用及其机理[J]. 焊接, 1998, (11): 28-31.
XUE S B, QIAN Y Y, HU X P. Effect of tin and indium in silver filler metal and its mechanism[J]. Welding & Joining, 1998, (11): 28-31.
[3] 王世伟. 合金元素对铜基低银钎料性能的影响[J]. 中国有色金属学报, 1995, 5(2): 108-111.
WANG S W. Effect of alloy elements on performances of copper-based low-silver filler metals[J]. Transactions of Nonferrous Metals Society of China, 1995, 5(2): 108-111.
[4] HE Z Y, DING L P. Investigation on Ag-Cu-Sn brazing filler metals[J]. Materials Chemistry and Physics, 1997, 49: 1-6.
[5] 赵文杰, 王俊勃, 王瑞娟, 等. 掺杂对Cu/SnO2电触头材料的性能影响[J]. 航空材料学报, 2015, 35(6): 60-64.
ZHAO W J, WANG J B, WANG R J, et al. Influence of doping on properties of Cu/SnO2contact materials[J]. Journal of Aeronautical Materials, 2015, 35(6): 60-64.
[6] SISAMOUTH L, HAMDI M, ARIGA T. Investigation of gap filling ability of Ag-Cu-In brazing filler metals[J]. Journal of Alloys and Compounds, 2010, 504: 325-329.
[7] 卢方焱, 薛松柏, 张亮, 等. 微量In对AgCuZn钎料组织和性能的影响[J]. 焊接学报, 2008, 29(12): 85-88.
LU F Y, XUE S B, ZHANG L, et al. Effects of trace indium on properties and microstructure of Ag-Cu-Zn filler metal[J]. Transactions of the China Welding Institution, 2008, 29(12): 85-88.
[8] 韩宪鹏, 薛松柏, 顾立勇, 等. 镓对Ag-Cu-Zn钎料组织和力学性能的影响[J]. 焊接学报, 2008, 29(2): 45-48.
HAN X P, XUE S B, GU L Y, et al. Effect of gallium on microstructure and mechanical properties of Ag-Cu-Zn filler metals[J]. Transactions of the China Welding Institution, 2008, 29(2): 45-48.
[9] 卢方焱, 薛松柏, 赖忠民, 等. 镓对AgCuZn钎料组织和性能的影响[J]. 焊接学报, 2009, 30(1): 55-59.
LU F Y, XUE S B, LAI Z M, et al. Effect of gallium on microstructure and properties of Ag-Cu-Zn filler metal[J]. Transactions of the China Welding Institution, 2009, 30(1): 55-59.
[10] 李卓然, 刘彬, 冯吉才. 镍对Ag20CuZnSnP钎料铺展润湿性和接头抗剪强度的影响[J]. 焊接学报, 2008, 29(9): 19-22.
LI Z R, LIU B, FENG J C. Effect of Ni on wettability and shear strength of joints of Ag20CuZnSnP filler metal[J]. Transactions of the China Welding Institution, 2008, 29(9): 19-22.
[11] YEN Y W, LEE C Y, HUANG D P, et al. Interfacial reactions between Ni/430 stainless steel as the interconnect material and Ag-Cu alloy fillers in a solid oxide fuel cell system[J]. Journal of Alloys and Compounds, 2008, 466(1-2): 383-386.
[12] YEN Y W, LEE C Y, HUANG D P, et al. Interfacial reactions between Ni/430 stainless steel as interconnect material and Ag-Cu alloy fillers in SOFC system[J]. Fuel Cells Bulletin, 2008, 2008(2008): 12-15.
[13] NING H L, GENG Z T, MA J S, et al. Joining of sapphire and hot pressed Al2O3using Ag70.5Cu27.5Ti2 brazing filler metal[J]. Ceramics International, 2003, 29: 689-694.
[14] LIU G W, QIAO G J, WANG H J, et al. Pressureless brazing of zirconia to stainless steel with Ag-Cu filler metal and TiH2powder[J]. Journal of the European Ceramic Society, 2008, 28: 2701-2708.
[15] YANG Z W, HE P, ZHANG L X, et al. Microstructural evolution and mechanical properties of the joint of TiAl alloys and C/SiC composites vacuum brazed with Ag-Cu filler metal[J]. Materials Characterization, 2011, 62: 825-832.
[16] 吴世彪, 熊华平, 陈波, 等. 采用Ag-Cu-Ti钎料真空钎焊SiO2f/SiO2复合陶瓷与C/C复合材料[J]. 材料工程, 2014, (10): 16-20.
WU S B, XIONG H P, CHEN B, et al. Vacuum brazing of SiO2f/SiO2and C/C composite using Ag-Cu-Ti filler alloy[J]. Journal of Materials Engineering, 2014, (10): 16-20.
[17] 薛松柏, 钱乙余, 赵振清, 等. 银基钎料中铈与杂质元素铅、铋作用机制[J]. 中国稀土学报, 2002, 20(5): 436-439.
XUE S B, QIAN Y Y, ZHAO Z Q, et al. Mechanism of interaction relation between rare earth element cerium and impurity elements lead and bismuth in Ag-based filler metal[J]. Journal of the Chinese Rare Earth Society, 2002, 20(5): 436-439.
[18] 薛松柏, 钱乙余, 胡晓萍. 杂质元素铅、铋在银基钎料中的有害作用[J]. 焊接, 1998, (12): 6-9.
XUE S B, QIAN Y Y, HU X P. Harmful effect of impurities-Pb & Bi in silver filler metal[J]. Welding & Joining, 1998, (12): 6-9.
[19] 张冠星, 龙伟民. 微量元素Ce、Sb、Li对银基钎料润湿和抗氧化性能的影响[J]. 热加工工艺, 2011, 40(13): 4-6.
ZHANG G X, LONG W M. Effect of trace element Ce, Sb and Li on wettability and oxidation resistance of silver-based brazing filler metal[J]. Hot Working Technology, 2011, 40(13): 4-6.
[20] 王仕勤, 朱平. Cu基电真空低银钎料的力学性能[J]. 焊接技术, 1996, (3): 31-32.
WANG S Q, ZHU P. Mechanical properties of copper-based low-silver electric vacuum filler metals[J]. Welding Technology, 1996, (3): 31-32.
Influence of Sn on Microstructure and Performance of Electric Vacuum Ag-Cu Filler Metal
SHI Lei1,2,CUI Liang1,ZHOU Fei1,GU Xiao-long1,HE Peng2
(1 Zhejiang Provincial Key Laboratory of Soldering & Brazing Materials and Technology,Zhejiang Metallurgical Research Institute Co.,Ltd.,Hangzhou 310007,China;2 State Key Laboratory of Advanced Welding and Joining,Harbin Institute of Technology,Harbin 150001,China)
Influence of Sn on microstructure, melting characteristic and brazing performance of electric vacuum Ag-Cu filler metal was studied by using scanning electronic microscope (SEM) with energy disperse spectroscopy (EDS), differential scanning calorimetry (DSC) and contrast tests. The results show that, while the addition of Sn is 4% (mass fraction,the same below), there is no brittle β-Cu phase in Ag60Cu filler metal,the effect on the processing performance is not obvious; with the increase of Sn content, the liquidus temperature of Ag60Cu filler metal decreases gradually, but the solidus temperature drops drastically,resulting in wider melting temperature range, and worse gap filling ability of filler metal. The Ag60Cu filler metal with Sn content of 4% has good spreading and metallurgical bonding abilities on copper plates, which are closer to that of BAg72Cu filler metal, and it can be processed into flake filler metal to replace the BAg72Cu flake filler metal to be used.
electric vacuum Ag-Cu filler metal;Sn;microstructure;melting characteristic;brazing performance
10.11868/j.issn.1001-4381.2016.10.008
TG425+.2
A
1001-4381(2016)10-0054-06
浙江省科技计划开展协同创新项目(2015F50035);新型钎焊材料与技术国家重点实验室开放课题项目(SKLABFMT201406)
2014-10-27;
2016-07-08
石磊(1982-),男,博士,高级工程师,主要从事银基、铜基、铝基等钎焊材料的开发及应用研究工作,联系地址:杭州市西湖区西湖科技园区西园八路北,浙江亚通焊材有限公司(310030),E-mail:shileihit@163.com
猜你喜欢
机械工程材料(2022年1期)2022-03-15
小学生必读(低年级版)(2021年3期)2021-05-12
中国有色冶金(2018年4期)2018-01-31
制造技术与机床(2017年3期)2017-06-23
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2015年10期)2015-07-18