基于PLC的多工位粘合机控制系统设计
2016-11-22 08:20石平义姜莉莉
化工自动化及仪表 2016年5期
石平义 姜莉莉 余 辉
(广东工业大学机电工程学院,广州 510006)
基于PLC的多工位粘合机控制系统设计
石平义 姜莉莉 余 辉
(广东工业大学机电工程学院,广州 510006)
为解决耳机制造过程中存在的用工量大、装配精度低、效率低及粘合不牢靠等问题,提出一种“PLC+交流伺服系统+人机界面”的多工位粘合机控制系统。对整个系统进行了现场运行和调试,结果表明:该系统提高了自动化程度和工作效率。
粘合机控制系统 PLC 多工位 耳机
耳机是人们日常生活不可或缺的工具,随着电子产品的飞速发展,人们对耳机质量的要求也越来越高,这给耳机制造商带来机遇同时也带来制造难题。耳机产品制造过程现状为工序繁杂、自动化程度低、生产效率低下、劳动密集、生产成本高。耳机的关键部分——海绵与胶件粘合工序,从供料、抓料、海绵与胶件准确粘结由多人人工完成。由于人工操作随机性大,造成产品质量存在隐患,次品、不良品随时产生。而国内耳机制造企业与设备制造商对该制造过程自动化操作的设备较少,这势必造成耳机生产质量、数量难以满足要求。国内耳机生产厂家在很多工序方面的自动化水平还比较低,这样严重影响了整个产品的质量和生产效率[1]。因此,为解决上述问题笔者率先提出了一种以PLC为控制核心的耳机专用自动粘合机控制系统。
1 设备工艺流程和工作原理
耳机的关键装配部件胶件来料为注塑成型,海绵是经过专用冲床冲压成型出来的。按照设计方案,自动粘合机(图1)能实现自动送料、自动涂胶、自动粘合、自动卸料。根据耳机生产要求和工艺要求,该设备主要包含3个部分:胶件送料部分、海绵送料部分和工作台部分。
自动粘合机的主要工艺流程为:胶件、海绵人工放料→推料装置推送料→放料到工作台→工作台旋转→胶件自动涂胶→海绵与胶件的粘合→卸料。

图1 自动粘合机
设备工作原理为:人工一次性将一定量的海绵、胶件放入装料芯轴,此时位于芯轴下方的贯通式伺服电机推送物料上升一个位置,吸嘴吸取推上来的胶件,放到工作台对应位置,工作台旋转到涂胶工位,对胶件自动涂胶。涂胶时,海绵送料部分同时动作。位于海绵送料部分的机械手抓取海绵并等待涂胶完毕,工作台旋转到该工位准确将海绵送到工作台上与胶件配合(海绵推送机构类似于胶件部分),此时,位于该工位上方的气缸动作,将海绵与胶件压好。最后,工作台旋转到卸料工位,相应的机构动作,完成自动卸料。整机动作流程如图2所示。
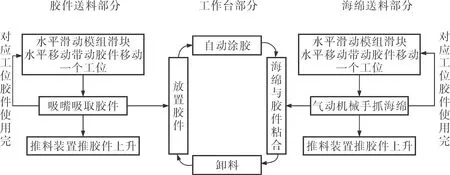
图2 整机动作流程
2 粘合机控制系统设计
2.1设计要求
根据设计目的和粘合机的工作原理,控制系统应满足以下要求:
a. 为保证控制系统运行的安全性,电气系统应有开机初始化、自诊断和急停保护装置。
b. 为保证控制系统的可靠性和易维护性,应采用气缸、电机为动力源,具备触摸屏人机界面。
c. 针对操作、调试要求,需要有手动、自动两种工作模式。
d. 为了调试与生产,出胶量、涂胶速度、送料速度及工作台旋转时间等参数应可调。
e. 为保证加工质量和管理,应具有实时监控与自动原点检测功能。
2.2总体设计
自动粘合机控制系统由上位机触摸屏、下位机可编程控制器PLC组成。PLC输入有数字量和模拟量,数字量输入端连接手动/自动开关、开机/停机按钮、伺服电机信号及限位开关信号等;模拟量输入采用A/D模块,连接传感器。PLC输出也有数字量和模拟量,数字量输出连接伺服系统、电磁阀及交流接触器等,模拟量输出采用D/A模块,与变频器、电阻丝等连接[2]。系统通过PLC编程控制电磁阀、接触器的动作,以实现工作台定位与旋转、滑动模组x、y向的运动、气缸动作及涂胶系统动作等一系列功能。
2.3硬件选型
根据动作流程与控制系统要求,控制系统用到的输入有31个,输出有21个。考虑到成本和余量[3],笔者选用三菱FX3U-64MT型PLC,它具有32个输入,满足控制系统要求。另外采用3个特殊功能模块,其中一个是模拟量输入模块FX2N-4AD,此模块是将传感器的位置信号转换为电信号(1~5V,4~20mA)[4]发送至PLC处理。另外两个是脉冲量输入模块FX3U-1PG,用来分别实现对工作台、送料与抓料的准确定位。人机界面选用威纶通TK6070ip系列触摸屏。PLC与上位机之间采用RS-232C协议进行通信,要对PLC进行通信设置,将DM6645的值设为“1000”,即RS-232C通信方式。该串行通信可顺利完成参数设定与状态监控功能[5]。粘合机控制系统框图如图3所示。
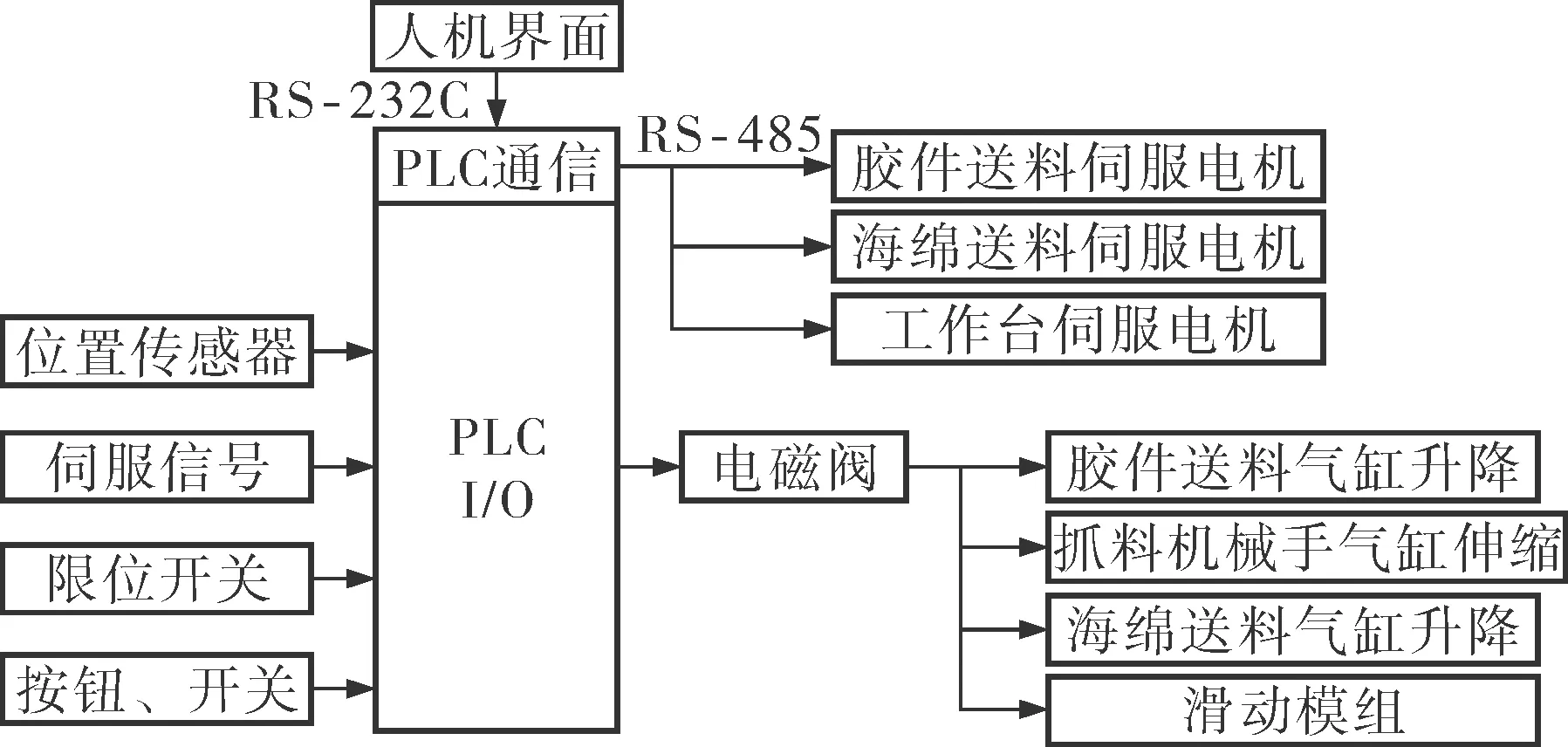
图3 粘合机控制系统框图
2.4I/O地址分配
控制系统的I/O地址分配见表1。

表1 I/O地址分配
2.5主电路
粘合机控制系统主电路中主要有5个电机、PLC模块接口等,其中工作台伺服电机M1,用来为回转工作台提供90°分度回转;M2~M5为4个推送物料贯通式直线伺服电机,用来将物料一个个推送到预定位置以便于抓取。每个电机支路上安装有热继电器,对电机起到过载保护作用[6]。在主电路中设有熔断器(FU6)以保护电路,并设有空气开关(QS)。PLC由外部提供110V电压进行工作。主电路如图4所示。

图4 粘合机控制系统主电路
2.6软件设计
2.6.1程序设计
根据控制系统要求,软件设计包括手动工作模式与自动工作模式。手动工作模式主要方是便运行前调试,通过触摸屏上不同的按钮实现不同的操作。而自动工作模式是设备的主要工作方式,也是该设计的重点。在自动模式下,设备以数字量和模拟量作为转移信号,按预定的程序流程进行。笔者采用顺序控制设计方法,即按照生产的工艺流程预先规定的顺序,在各个输入信号的作用下,根据内部状态和时间顺序,在工作过程中各个执行机构自动有序地进行动作[7]。该设计方法可以减少设计时间,而且方便仿真与调试。运用顺序控制设计方法时,应根据控制系统程序流程,画出顺序功能图,再根据顺序功能图画出梯形图。该控制系统程序采用步进梯形指令进行编程,这是目前比较流行和简单易懂的编程方法,编程人员可以方便地进行维护[8]。粘合机控制系统程序流程如图5所示。
为了保证各动作的顺序性,系统在软件设计上采用了前后动作互锁功能,使得前后动作严格按照工作节拍运行。

图5 粘合机控制系统程序流程
2.6.2触摸屏界面设计
采用维纶通的TK6070ip系列HMI触摸屏,该屏能够直观地显示PLC、单片机和PC机上的数据信息,并支持与大多数PLC直接通信。PLC传输数据不需要运行其他任何特殊程序即可快速、有效地实现现场数据的采集、处理、监控和输出。
人机界面的开发基于EB8000组态软件,该软件支持离线模拟和在线模拟功能,极大地方便了程序的调试[9]。触摸屏界面由初始页面、模式选择页面、参数设置和开机原点检测页面组成。该系统触摸屏主页面如图6所示。

图6 触摸屏主界面
3 结束语
笔者提出的自动粘合机将多道工序动作在一台设备上完成,实现了耳机关键零部件的自动化送料与加工功能。通过理论分析和现场调试,证明该设备的粘合精度和效率能够满足设计和生产要求,运行稳定可靠,自动化程度高,大幅提高了耳机的生产效率与质量。目前,该设备已投入企业生产线,帮助企业实现部分自动化改造。
[1] 郭慧斌.滴胶粘合机的设计与研究[D].哈尔滨:哈尔滨工业大学,2008.
[2] 王成福.PLC控制系统设计与调试[M].北京:人民邮电出版社,2010:34~35.
[3] 管文博,孙以泽,孟婥,等.基于PLC和组态王的纤维改性控制系统[J].化工自动化及仪表,2013,40(12):1466~1469.
[4] 孟凡芹,朱焕勤,耿光辉.PLC控制油封供油装置的研制[J].化工机械,2011,38(2):220~221.
[5] 许菱,劳扬健,王金诺.基于PLC的堆垛机控制系统设计[J].组合机床与自动化加工技术,2005,(1):72~73.
[6] 荀群德,杨超君,王宏睿,等.基于PLC的六工位组合机床的控制系统设计[J].组合机床与自动化加工技术,2009,(7):53~55.
[7] 李金成.三菱FX2NPLC功能指令应用详解[M].北京:电子工业出版社,2011.
[8] 谢晓燕,滕荣华.基于PLC的打包机控制系统设计[J].制造业自动化,2012,34(19):144~145.
[9] 何益,胡姗姗,刘增强.基于PLC和WinCC的化工精馏塔控制系统设计[J].化工自动化及仪表,2011,38(6):711~712.
PLC-basedControlSystemforMulti-stationFusingMachine
SHI Ping-yi,JIANG Li-li,YU Hui
(CollegeofMechanicalEngineering,GuangdongUniversityofTechnology,Guangzhou510006,China)
In order to reduce labor cost, improve assembly accuracy and efficiency as well as eradicate poor bonding, a control system for multi-station fusing machine which integrating PLC and AC servo system and man-machine interface was proposed. Practical application and debugging in-situ prove this system’s level of automation and operating efficiency.
control system for fusing machine, PLC, multi-station, headset
TH865
A
1000-3932(2016)05-0533-04
2016-04-15(修改稿)
猜你喜欢
科学技术创新(2021年15期)2021-06-25
粘接(2021年1期)2021-06-10
航空制造技术(2020年14期)2020-09-06
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
制造技术与机床(2017年8期)2017-11-27
邢台学院学报(2016年4期)2016-02-28