奥氏体304不锈钢钢管A-TIG焊接工艺研究
2016-12-29 09:19王振华
钢管 2016年5期
王振华
奥氏体304不锈钢钢管A-TIG焊接工艺研究
王振华
(西安石油大学材料科学与工程学院,陕西西安710065)
以Φ45 mm×8 mm规格奥氏体304不锈钢钢管为研究对象,采用A-TIG焊(添加活性剂的钨极氩弧焊)进行对接焊接工艺试验,研究不同焊接起始点对焊缝成型的影响,并检测外观质量符合要求的焊件的性能和微观组织等。分析认为:采用A-TIG焊接工艺焊接Φ45 mm×8 mm规格奥氏体304不锈钢钢管时,可在不开坡口、不填丝的情况下,实现一次性焊透,并达到单面焊双面成型的目的;焊缝组织为奥氏体+铁素体,其组织与未添加活性剂时的一致,但添加活性剂可明显改善组织性能;焊接接头的性能满足标准要求。
不锈钢钢管;A-TIG焊;全位置焊接;单面焊双面成型;工艺参数
钨极氩弧焊(TIG)是一种高质量的焊接方法,在不锈钢、铝、铜和钛等各种金属及其合金焊接方面具有很多优越性,它不仅能充分保证母材根部的良好熔透,焊缝成型良好,还可提高根部焊缝的塑性和韧性,减少焊接应力,从而避免产生根部裂纹,施焊中不易出现未焊透、夹渣和气孔等缺陷,目前已广泛应用于一些重要设备中,如承压管道、高压容器和高温高压锅炉中钢管的焊接。但由于普通TIG焊的单道焊的焊缝熔深浅,熔敷率低,对施焊材料中微量元素敏感,特别在焊接壁厚超过2 mm的环形接头时,焊接接头根部一般采用不填丝非熔化极氩弧焊方法进行打底焊,然后采用焊条电弧焊等方法填充熔覆坡口,焊接工艺复杂。由于重力作用,焊道会产生焊道塌陷、焊道边缘不规整等缺欠。因此,如何改善厚壁钢管环形焊缝焊接工艺以获得高质量的焊接接头,一直是厚壁钢管焊接中亟待解决的问题。本文通过在钨极氩弧焊基础上添加活性焊剂的焊接技术(A-TIG焊),对奥氏体304不锈钢钢管厚壁环焊全位置焊接进行分析;焊接的焊缝性能优良、质量良好,完全满足相关技术要求。
1 A-TIG焊接技术的发展及研究现状
所谓“A-TIG焊”或“活性化TIG焊”,就是将活性剂与TIG焊相结合的焊接方法,即在工件被焊位置处,预先在工件表面均匀地涂上一层很薄的、细粒状的活性剂,然后进行TIG焊的方法[1]。20世纪60年代中期,乌克兰巴顿焊接研究发现在TIG焊时,母材表面涂敷卤素化合物可以使钛合金的焊接熔深增加[1]。从20世纪90年代末开始,国内也对A-TIG这一技术进行研究。近年来,越来越多的高校、研究所和企业开始关注活性焊接技术,引起了研究高潮。哈尔滨工业大学的刘风尧等以不锈钢为研究对象认为:SiO2增加熔深是等离子体收缩、阳极斑点收缩和表面张力温度梯度由负变正共同作用的结果,TiO2增加熔深只是表面张力温度梯度由负变正的结果[2]。兰州理工大学的张瑞华、樊丁等针对304不锈钢研制了由B2O3、Fe2O3、Al2O3、SiO2、TiO2、Cr2O3和NaF等组成的活性剂,分析了各单一活性剂对焊接熔深的影响规律[3]。本文采用A-TIG焊接工艺,进行了8 mm以上厚壁奥氏体304不锈钢钢管全位置焊接,并研究了304不锈钢钢管焊接工艺。
2 试验方法及参数
试验材料为Φ45 mm×8 mm规格304不锈钢钢管。焊接前将管道对接端面切平,并找好基准点进行对中、紧固和点焊,然后采用砂纸和抛光机打磨对接表面,并去除毛刺。使用丙酮擦拭工件表面以去除表面的油污。将准备好的不锈钢钢管固定在焊接平台上,密封住工件一端端口,并从另一端通入氩气,以便对焊缝背面进行保护。
试验采用全自动中文焊机,对安装固定好的不锈钢对接钢管,在其待焊表面涂敷用丙酮调制成的活性剂,涂敷厚度以遮盖母材本色为宜,涂敷宽度为10~20 mm,每米焊道的活性剂涂敷量约为0.3 g,待丙酮挥发后方可进行焊接。
待以上所有准备工作完成后,对304不锈钢钢管进行A-TIG焊接试验。焊接方法为直流正接TIG焊接,钨极直径2.4 mm,钨极伸出喷嘴长度一般为5~10 mm。钨极端部应磨成锥形,锥顶有直径为0.5 mm的平行台。保护气体为99.99%的纯氩气,采用的气流量为12~14 L/min。为了确保焊接过程中电弧稳定性及熔池的成型性,将试验钢管分成12等分,并从4个区段依次进行焊接,304不锈钢钢管装配定位如图1所示,A-TIG焊接试验参数见表1[4-10]。
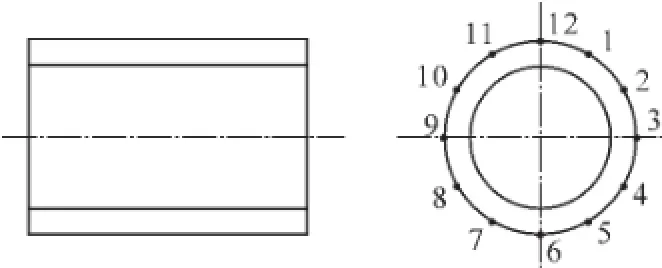
图1 304不锈钢钢管装配定位示意
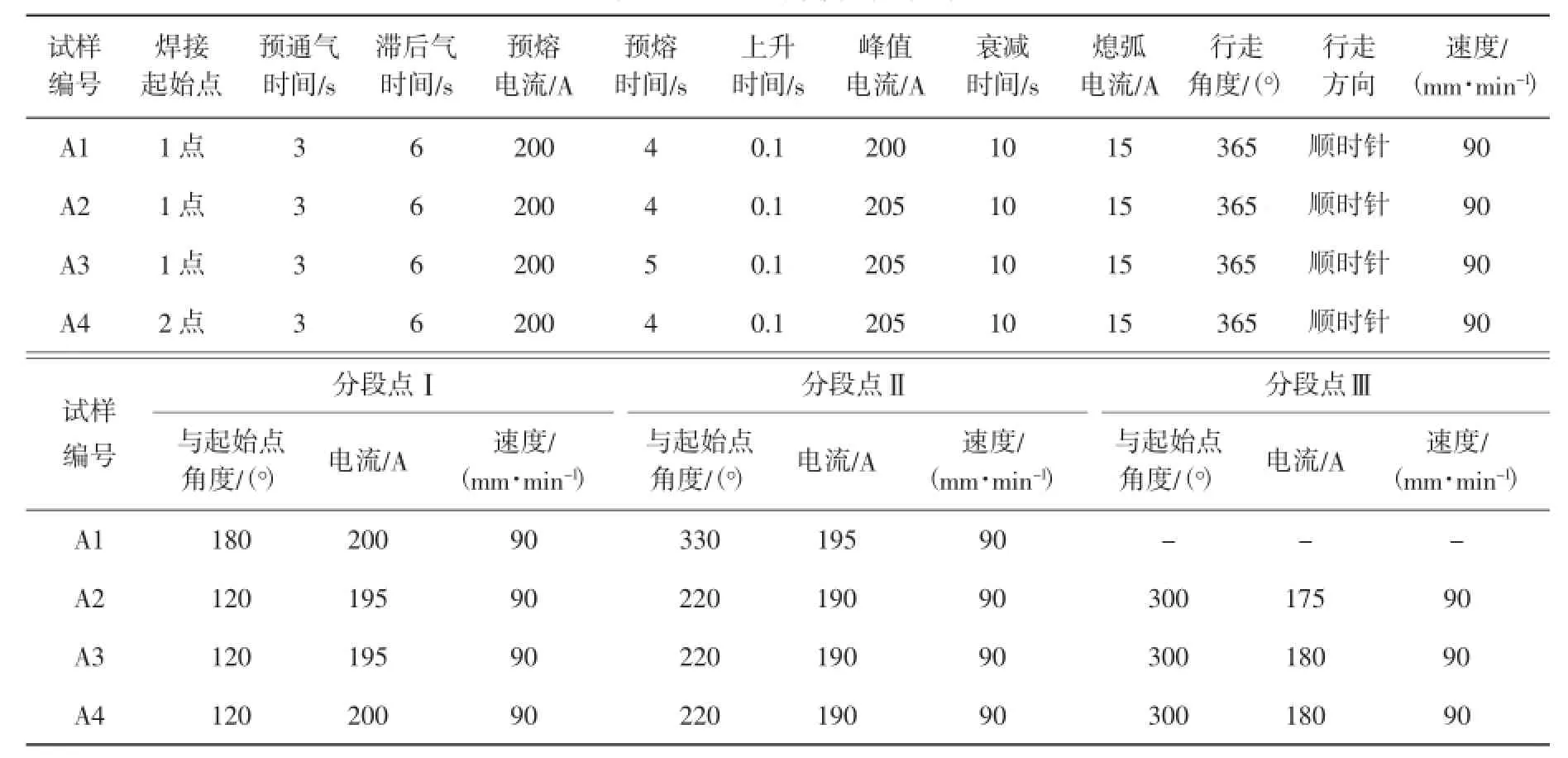
表1 A-TIG焊接试验参数
3 试验结果及检验
3.1 外观检验
304不锈钢钢管焊件内外表面情况如图2所示,根据JB/T 7949—1999《钢结构焊缝外形尺寸》检测焊件外观,检测结果均未发现未焊透、裂纹、气孔和焊瘤等缺陷。焊缝的外表面与母材相平,内表面焊缝余高均小于1.5 mm,完全达到了预期要求。
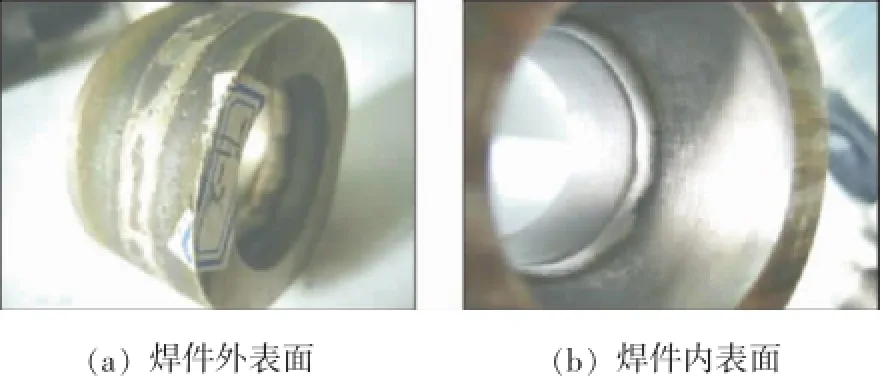
图2 304不锈钢钢管焊件内外表面情况
3.2 无损探伤
根据GB/T 12605—1990《钢管环缝熔化焊对接接头射线透照工艺和质量分级》,对钢管裂纹、未熔合、夹杂及内凹等缺陷进行射线探伤检测。304不锈钢钢管射线探伤照片如图3所示。检验结果表明:304不锈钢钢管焊缝宏观形貌良好,无明显裂纹,射线探伤评定级别在Ⅱ级以上,焊接接头质量符合GB/T 1205—1990标准要求。
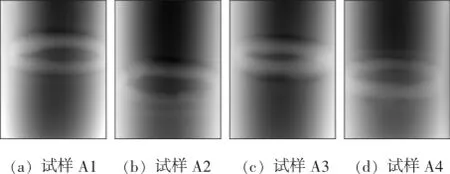
图3 304不锈钢钢管射线探伤照片
3.3 焊接接头拉伸试验
按标定的区域,对每个区域焊接接头沿焊缝纵向制取170 mm×20 mm×8 mm拉伸试样,采用上海美特斯工业系统(中国)有限公司生产的SHT5106-P微机控制液压电子万能试验机,依照ASTM A 370—2016《钢产品机械性能试验的方法与定义》标准要求进行试验。304不锈钢钢管焊接接头拉伸试验数据见表2,应力-应变曲线如图4所示。
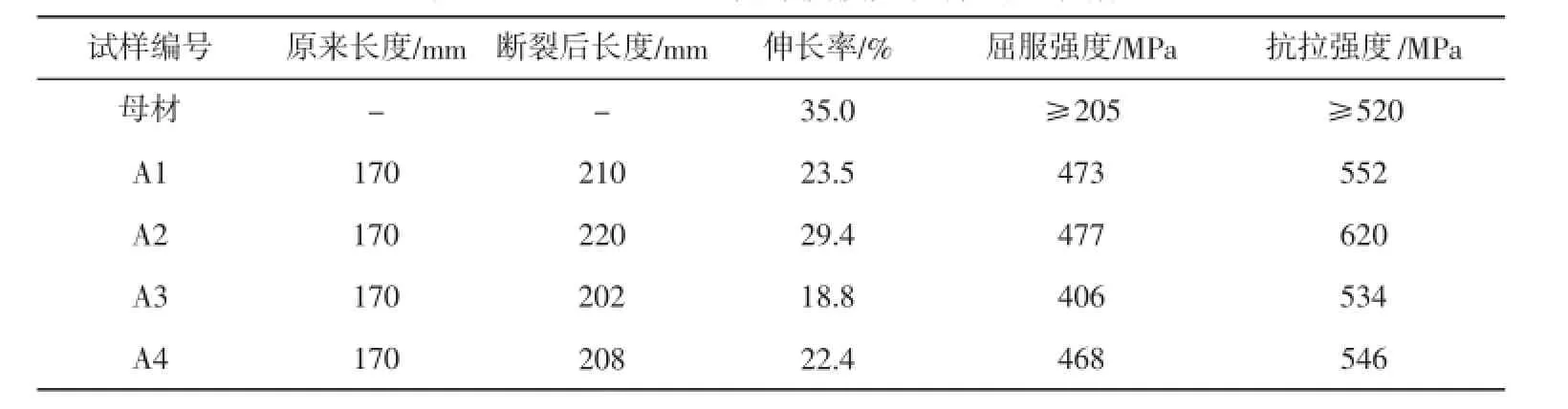
表2 304不锈钢钢管焊接接头拉伸试验数据
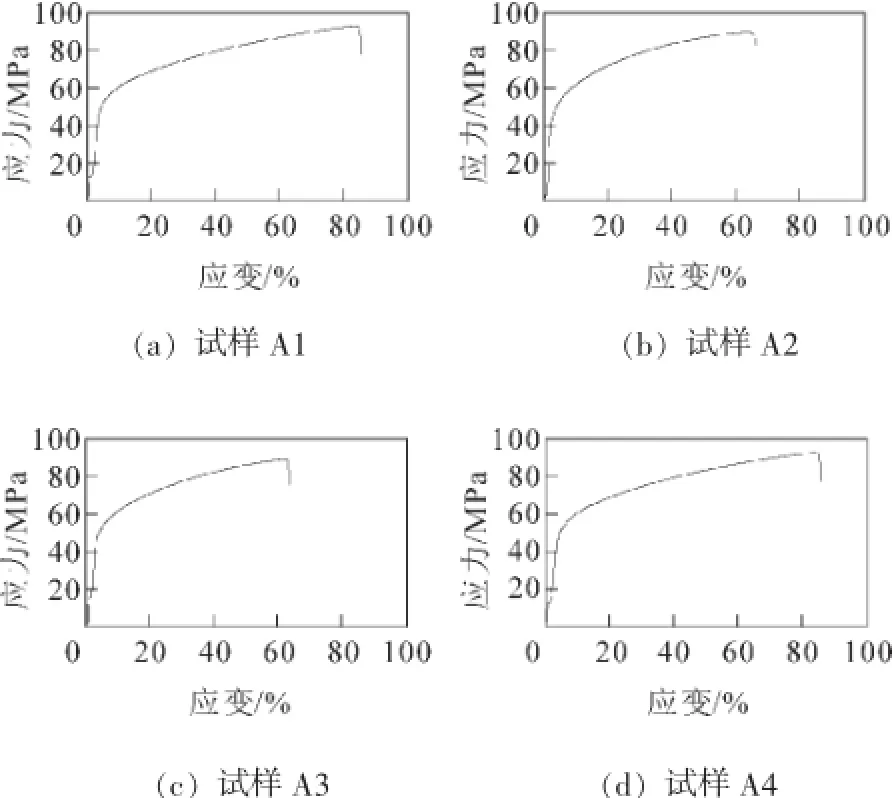
图4 304不锈钢钢管焊接接头的应力-应变曲线
由表2和图4可知:试样屈服强度及抗拉强度结果均高于304不锈钢钢管母材,试样形变量稳定,应力-应变曲线平稳,未出现突起及异常现象,达到了技术要求。
3.4 焊接接头弯曲试验
焊接接头弯曲试样的形状和尺寸应符合GB/T 2649—1989《焊接接头机械性能试验取样方法》中相关规定,试样尺寸205 mm×15 mm×8 mm,环焊缝焊接接头弯曲试验方法按照GB/T 2653—2008《焊接接头弯曲试验方法》执行。试验采用三点弯曲法,两个支撑滚轮和动压头的直径都是20 mm,两个支撑滚轮中心间距为42 mm,可获得最大弯曲角度≥150°,加载速率10 mm/min。304不锈钢钢管焊接接头弯曲试验结果见表3。
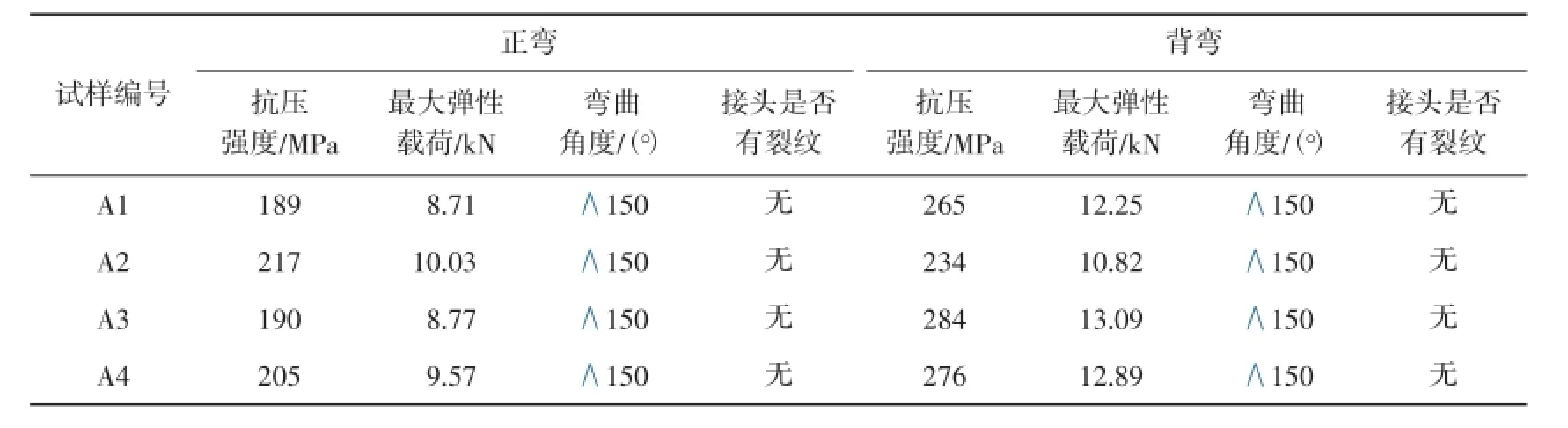
表3 304不锈钢钢管焊接接头弯曲试验结果
由表3可知:对焊接完成的不锈钢钢管按照标定的焊接区域,对每个区域制取背弯、面弯试样各一件进行检测,在正弯、面弯试样弯角达到150°时,内外表面焊缝均未出现裂纹和开裂现象,满足要求。
3.5 焊接接头压扁试验
焊接接头压扁试样的形状和尺寸应符合GB/T 2649—1989中相关规定,焊接接头焊缝余高采用机械方法去除,使其与母材原始表面齐平。环焊缝焊接接头压扁试验方法按照GB/T 2653—2008执行,环焊缝应位于加压中心线上。当两压板间距离为H时停止,标准一般要求下压量大于1/3钢管内径。304不锈钢钢管焊接接头压扁试验结果见表4。

表4 304不锈钢钢管焊接接头压扁试验结果
由表4检验结果可见,未发现裂纹。压扁试验通过对管体的径向压缩,考核管材的径向抗变形的能力,主要包括延塑性和变形抗力两部分。试验结果表明,焊接接头均具有良好的径向变形能力。
3.6 硬度测试
硬度测试试样的制备、截取位置、方法及数量按GB/T 2649—1989的规定执行。硬度试验测试面为焊缝除去余高的外表面和内表面,间距2 mm,硬度测试点如图5所示。焊接接头硬度试验方法按GB/T 232.1—2002《金属布氏硬度试验方法》标准中的有关规定执行。304不锈钢钢管焊接接头焊缝硬度测试结果见表5。
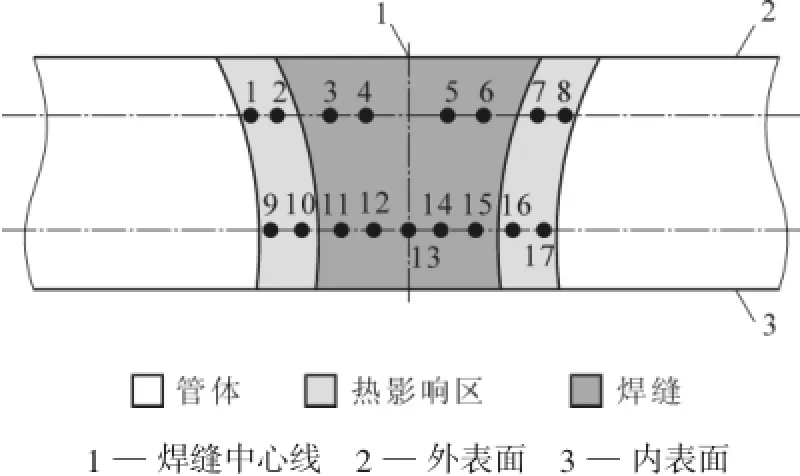
图5 304不锈钢钢管焊接接头硬度测试点示意
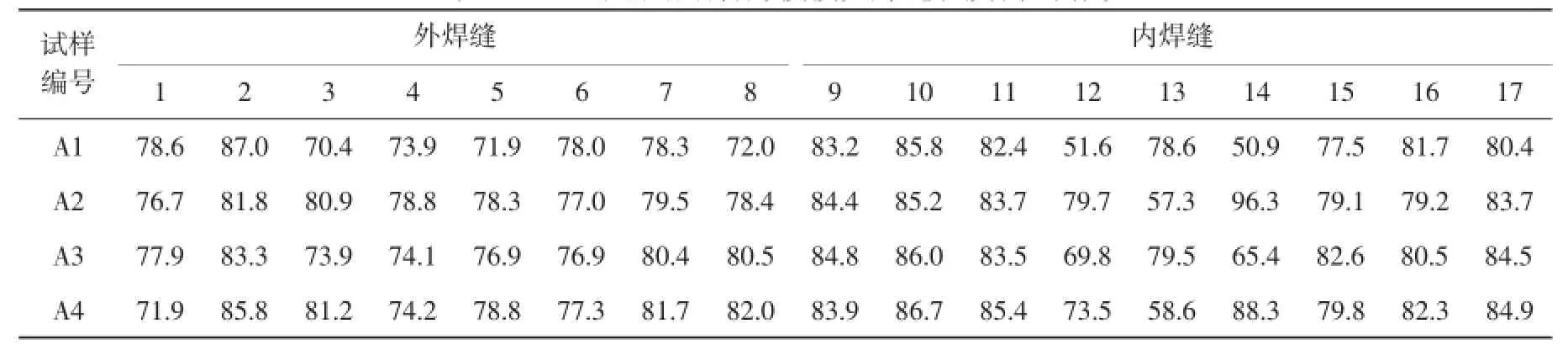
表5 304不锈钢钢管焊接接头焊缝硬度测试结果HRB
由图5和表5可知:从外表面焊缝中心到熔合线附近,硬度先变小后变大,但基本接近母材,内表面有不同程度的软化现象。加入活性焊剂,并没有改变管材的基本组织成分,也没有改变金相组织形态,在同一区域内的各组试样硬度相差不大。而外表面硬度较大是因为在焊接过程中相当于进行了一次热处理,外表面的粗晶区增宽。奥氏体晶粒粗大的前提下,在适当的空冷速度下,钢中的先共析相以针片状形态与片状珠光体混合存在的复相组织即魏氏体组织出现,这样的淬硬组织硬度大、韧性低[11-14]。
3.7 焊接接头金相显微组织分析
对焊接后不锈钢钢管的4个区域任意一个区域焊缝进行金相组织分析,并与未加活性剂的焊缝金相组织进行对比。304不锈钢钢管焊缝金相组织如图6所示。由图6可知,加入活性剂与未加活性剂焊接后焊缝金相组织均为奥氏体+铁素体+少量σ相。其中,加活性剂奥氏体组织细密、均匀,且铁素体组织沿奥氏体晶界及晶内析出,奥氏体晶粒细小,晶界线明显;未加活性剂奥氏体组织呈拉长状,且铁素体呈粒状及树枝状分布在晶界及晶内,晶界不清晰。由此可见,添加活性剂焊接可明显改善焊缝组织,晶粒细小、组织均匀,有利于力学性能的提升[15]。
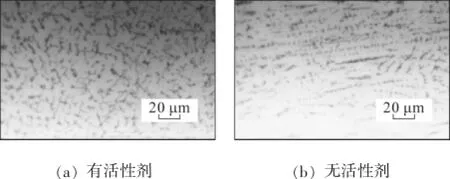
图6 304不锈钢钢管焊缝金相组织
4 结论
(1)通过采用A-TIG焊接方法,8 mm厚不锈钢可在不开坡口、不填丝的情况下,实现一次性焊透,并达到单面焊双面成型的目的,焊缝宏观形貌良好。
(2)采用A-TIG进行不锈钢焊接后,焊缝组织为奥氏体+铁素体的双相组织,其组织与未添加活性剂焊缝组织一致,但添加活性剂可明显改善组织性能。
(3)在4个不同的区域进行焊接试验后,焊缝宏观形貌良好,无塌陷,且经无损检测后,焊接接头质量符合标准要求。
(4)通过对焊接后4个不同区域焊接接头进行机械性能测试,拉伸、弯曲及压扁试验结果均能够满足相关标准要求。
[1]张仲国,张宇鹏,罗子艺,等.A-TIG焊技术的研究进展与应用[J].热加工工艺,2013,42(5):191-194.
[2]刘凤尧,杨春利,林三宝,等.活性化TIG焊熔深增加机理的研究[J].金属学报,2003,39(6):661-665.
[3]张瑞华,樊丁,尹燕.低碳钢高效TIG焊的活性剂研制[J].甘肃工业大学学报,2001,27(4):8-10.
[4]贺晓娜,童彦刚,郭彦兵.活性化TIG焊接技术的研究与应用[J].热加工工艺,2010,39(17):155-158.
[5]张京海,鲁晓声,余巍,等.钨极氩弧焊用焊剂的发展与应用[J].焊接技术,2000,29(5):21-23.
[6]Yokoya S,Matsunawa S.Heat and mass transfer and their effect on penetration shape in stationary TIG arc weld pool[J].Transactions ofthe Japan Welding Society,1993,24(1):45-47.
[7]晏丽琴,徐宏彬,余国红.新型活性TIG焊工艺研究[J].自动化与仪器仪表,2014(2):23-24,27.
[8]赵朋成.全熔透TIG焊接熔池形态瞬时行为的数值模拟[D].济南:山东大学,2003.
[9]秦福相.小直径厚壁管全位置程控脉冲钨极氩弧焊接工艺和设备的研究[J].焊接学报,1980,12(8):78-81.
[10]Choo Tuck Chow.Mathematical modeling of heat and fluid flow phenomena in a mutually coupled welding arc and weld pool[D].Cambridge:Massachusetts Institute of Technology,1991.
[11]何德孚.焊接与连接工程学导论[M].上海:上海交通大学出版社,1998.
[12]胡礼木.焊接工艺参数对不锈钢A-TIG焊焊缝熔深的影响[J].焊接,2006(2):60-62.
[13]都东,韩赞东,张人豪,等.TIG焊提升引弧方法的研究与应用[J].焊接技术,1997(1):21-23.
[14]Paskell T,Lundin C,Castner H.GTAW flux increases weld jointpenetration[J].Welding,1997,76(4):57-62.
[15]渡边正纪,向井喜彦.不锈钢的焊接[M].北京:机械工业出版社,1975:1-113.
Reasearch on A-TIG Welding Process for 304 Austenitic Stainless Steel Pipe
WANG Zhenhua
(College of Materials Science and Engineering,Xi’an Shiyou University,Xi’an 710065,China)
Taking theΦ45 mm×8 mm austenitic 304 stainless steel pipe as the subject of study,the butt welding process applying A-TIG welding technology(argon tungsten arc welding with activating flux)is tested.The effects of different welding starting points on the formation of welds are studied,and the performances and microstructures of welding parts with satisfied appearance quality are tested.The analysis result shows that when A-TIG welding technology is applied on theΦ45 mm×8 mm austenitic 304 stainless steel pipe,the full welding penetration at one time and the double-sided formation by single-side welding are realized without bevelling or using of filler wire.The weld is of austenitic+ferritic structure,and although it is consistent with that of the weld when no activating flux being used,the adding of activating flux is able to significantly improve the structure performances.The perfomances of the weld joint is in compliance with applicable standard.
stainless steeltube;A-TIG welding;all position welding;single-side welding;process parameters
TG44;TG142.71
B
1001-2311(2016)05-0015-05
2016-03-14;修定日期:2016-07-26)
王振华(1985-),男,在职硕士研究生,工程师,从事螺旋缝埋弧焊管的焊接及其质量控制工作。
猜你喜欢
中国特种设备安全(2022年3期)2022-07-08
山东冶金(2019年5期)2019-11-16
山东冶金(2019年1期)2019-03-30
中学生数理化·八年级物理人教版(2017年10期)2018-01-22
制造技术与机床(2017年8期)2017-11-27
中国铸造装备与技术(2017年3期)2017-06-21
中国神经再生研究(英文版)(2017年4期)2017-01-12
中国造纸(2015年7期)2015-12-16
制造技术与机床(2015年10期)2015-04-09
中国洗涤用品工业(2015年2期)2015-02-28