中职双线梯形螺纹加工及检测教学探讨
2017-01-11 00:12毛明剑毛明剑
广东教育·职教版 2016年11期
毛明剑+毛明剑
双线梯形螺纹具有参数多、精度高、加工耗时久等特点,是普通车工加工训练中的重点和难点项目之一。双线梯形螺纹的加工在中职普通车工中级考证中占有很重要的地位,是中级证重要考点之一,中职校备考,应把双线梯形螺纹的加工作为重点培训项目之一,而观察近年考证情况,很多学生在梯形螺纹的加工中失分比较严重,导致整体成绩不高,影响过级率。所以,如何快速让学生认识梯形螺纹的加工方法并熟练加工梯形螺纹是教师当务之急。
本文主要以单线梯形螺纹的加工方法为基础,逐渐引入双线梯形螺纹的加工,将参数的检测与加工注意事项相结合,对加工中容易出现的问题进行分析,使中职学生更容易巩固本项目学习,提高考证过级率。
一、单线梯形螺纹的加工
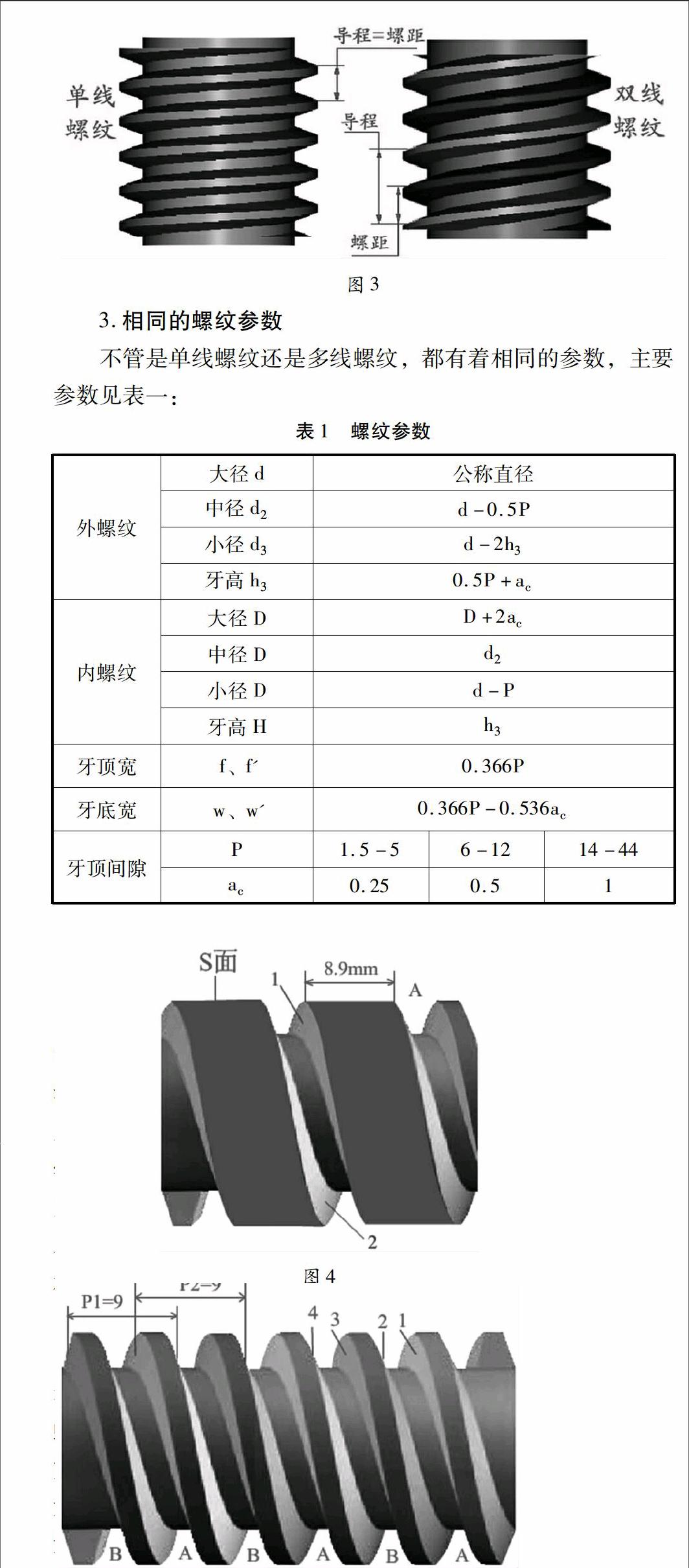
单线梯形螺纹是双线梯形螺纹的基础,它们有很多加工步骤和检测参数是一样的,所以,在认识双线梯形螺纹之前,先回顾一下单线梯形螺纹的加工步骤。
1.检验螺距
有部分学生不习惯检验螺距是否调整正确,待发现螺距不对时已不可挽回,所以我们要养成检验螺距的好习惯。即调好螺距后,在外圆面轻车两到三个螺距,然后用游标卡尺检验螺距是否正确。这一步操作起来很简单却很重要,它是一个合格螺纹的基础。
2.粗加工
螺距检测正确以后进入粗加工,以P=6mm为例。通常我们都是采用左右车削法加斜进法进行加工。初学者适宜利用车床最低转速进行加工,稍熟练的可以利用高一点的转速,以提高加工速度,降低练习周期,充分利用设备。粗加工过程中,要注意两个参数:牙顶宽度f和牙型高度h3,特别是牙型高度很容易被学生忽略。根据梯形螺纹中牙顶宽和牙型高度的参数要求,粗加工,牙顶宽度宜保留2.5mm,每牙侧保留约0.15 mm的精车余量,牙型高度车到3.4mm,保留0.1mm精车余量。
粗加工是为精加工做准备的,也是为加工节省时间的关键,所以在加工的过程中,尽量加大背吃刀量,而加大背吃刀量的同时要保证工件的表面不能起太多的毛刺而影响后面的精加工难度,所以学生要多练习,在练习的过程中发现问题并解决问题。
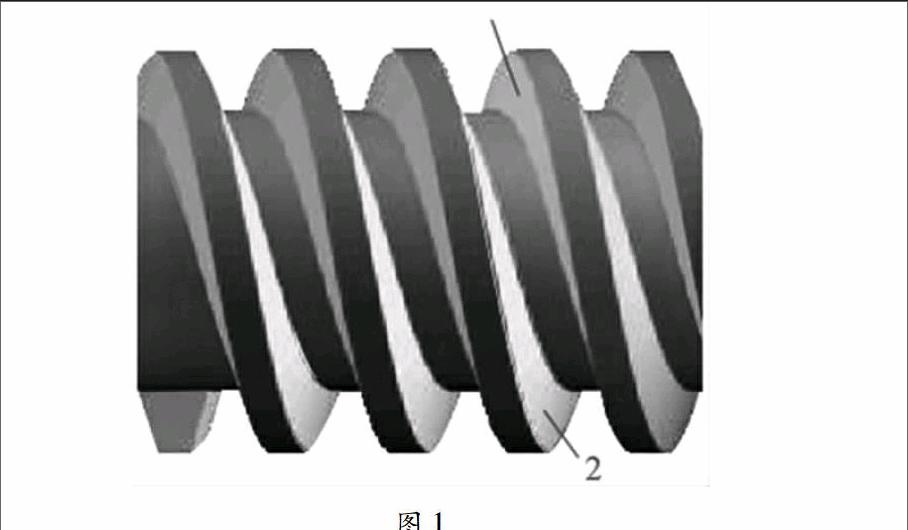
3.精加工
精加工既要保证尺寸精度,也要保证表面粗糙度。主要保证的尺寸精度有牙型高度和中径,需在加工的过程中测量数值并得出。精加工第一步先要保证牙型高度为3.5mm,在这个基础上进行向牙侧2进行借刀(见图1)。为了保证有较好的表面粗糙度,应使用最低车床转速进行加工。当其中一个牙侧加工达到满意的表面粗糙度后逐步向牙侧1借刀,在加工牙侧2的同时,使用单针进行检测螺纹中径。结合资料计算,使用3mm的量针,因为中职学生很多对于计算不敏感,所以,在中径的检验中,宜给出固定的中径公差值,让学生熟练应用的情况下再独立进行计算。经计算,测量中径的公差是d+0.35+0.25。
二、双线梯形螺纹与单线梯形螺纹的异同
以上可见,单线梯形螺纹加工检验的项目主要有螺距、牙型高度、中径及表面粗糙度;那么双线梯形螺纹是不是也是检验这些参数呢?在加工过程中与测量方面它们有哪些不同之处呢?下面就它们的异同作一个简单的介绍。
1.标注方法(如图2)
三、双线梯形螺纹的加工
双线梯形螺纹与单线梯形螺纹有着很多共同的参数,所以基本加工方法是一样的,比如左右车削法粗车,精车,单针测量中径等。有单线梯形螺纹加工为基础,双线梯形螺纹的加工相对就容易多了。因为面对的是中职生,笔者采用最容易让学生接受的方法进行阐述,而这种方法不一定符合加工规律,只是起到一个抛砖引玉的作用,让学生在熟悉的基础上再深入去探究。下面就双线梯形螺纹加工进入分析(如图5所示)。
1.粗车A槽
双线梯形螺纹一共有两条槽,按图示我们把它们叫A槽和B槽。粗车时,先选择A槽进行加工。粗加工与单线梯形螺纹相同,但要注意的是使用左右切削法进行加工,粗车的槽宽要达到多少才算适合呢?根据单线梯形螺纹粗车所留的余量进行计算,双线梯形螺纹加工第一条槽时,两牙侧所留的余量大概是8.9mm,如图4所示。
精车A槽的1、2两牙侧,精车的方法和过程跟单线梯形螺纹一样,测量的方法也一样,都是用单针测量梯形螺纹的中径,除了中径要符合要求(d+0.35+0.25)外,还要用齿厚游标卡尺保证P2=9mm,这两个参数确定后,A槽精加工完毕。
3.粗车B槽(如图5)
A槽加工完后,通常用小拖板把车刀移动到S面中间(如图4)加工第二条槽。粗车第二条槽与粗车第一条槽方法一样,但粗车的过程要注意二槽两牙顶厚度不能过小,宜保持在2.35mm,留0.15精车余量。牙深车至3.4mm,留0.1mm精车余量。
4.精车B槽
B槽精加工和A槽精加工是一样的,除了要保证B槽中径参数正确,还要保证P1=9mm。双线梯形螺纹的加工方法其实与单线一样,只是要保证齿厚的正确性,所以难度稍有提高,加上要合理使用齿厚卡尺,保证P1与P2一致,这个对于大多数中职生来说是一个难点。B槽完成加工后,至此,双线梯形螺纹加工完毕。
四、结束语
双线梯形螺纹与其它加工项目不一样,要花的时间比较多,测量的参数多,表面粗糙度要求比较高,所以学习的过程也是要按部就班,特别是中职学生,缺乏耐性及对复杂数字的计算,更要一步一个脚印去学习。方法是简单的,但要练就过硬的加工本领还需要不断训练,要有不怕苦不怕累的精神,加上理论知识为指导,才能成为一个优秀的技术人员。
责任编辑陈春阳
猜你喜欢
数码设计(2020年3期)2020-08-21
科学与财富(2018年18期)2018-08-09
科学与财富(2017年27期)2017-10-17
环球市场信息导报(2017年6期)2017-06-15
科技视界(2017年3期)2017-05-20
高等建筑教育(2017年2期)2017-05-17
中学课程辅导·教师通讯(2016年20期)2017-02-15
中学课程辅导·教师通讯(2016年20期)2017-02-15
小学语文教学·人物版(2016年5期)2016-06-12
企业文化·中旬刊(2016年1期)2016-03-10