
工艺参数对石英质多孔材料孔性能的影响
2017-01-19 00:30余思远李垚圻李世哲邱治文宋杰光李世斌
现代技术陶瓷 2016年6期
王 芳,余思远,李垚圻,李世哲,李 新,邱治文,宋杰光,李世斌
工艺参数对石英质多孔材料孔性能的影响
王 芳,余思远,李垚圻,李世哲,李 新,邱治文,宋杰光,李世斌
九江学院机械与材料工程学院江西省材料表面再制造工程技术研究中心, 江西九江332005
以长江沿岸低品位石英砂为主要原料,采用真空烧结制备了石英质多孔材料。通过实验分析发现:随烧结温度的升高、水料比的增大或发泡剂含量的增加,多孔材料的气孔率增大,抗压强度降低;而随着保温时间的延长,多孔材料的气孔率降低,抗压强度升高。通过优化得出最佳配比为:石英砂60 wt%、高岭土30 wt%、助烧剂9.6 wt%、发泡剂0.4 wt%。按这一最佳配比配料,在水料比为0.9的条件下球磨2 h制浆发泡,而后在1175°C烧结1 h,可以制备得到性能较佳的石英质多孔材料。
石英;多孔材料;孔性能;真空烧结
多孔陶瓷又称为微孔陶瓷、泡沫陶瓷,是一种由骨料、粘结剂和发泡剂等组分混合并经高温烧结而成的一类新型陶瓷材料。多孔陶瓷具有耐高温、抗氧化、耐化学腐蚀、微孔均匀、原料来源广泛、易于清洗等特点,广泛应用于化工、石油、环保、冶金、机械、矿山、食品、医药、生物等行业[1-3]。但是,多孔陶瓷材料的网状微孔结构导致其强度受到限制,影响产品的使用寿命[4-6]。因此,孔结构的调控是多孔陶瓷研制的一个关键问题。
在过去几年中,作者以长江沿岸低品位石英砂为主要原料,研究了石英砂基多孔陶瓷的制备技术,探讨了工艺参数与材料密度、气孔率、显微结构间的关系[7-10]。本文将在以往研究基础上,系统探讨石英质多孔材料的孔结构控制机理,以进一步优化石英质多孔材料的制备工艺。
1实验材料及方法
1.1主要原料
本研究所用的原料为采自九江地区长江沿岸的低品位石英砂 (河沙),呈黄色。原料的化学成分列于表1。
将石英砂原料在阳光下自然晒干后,首先对其进行粗选,然后过50目筛,去除其中尺寸较大的矿物颗粒,避免影响球磨。最后在QM-BP型行星式球磨机 (上海卓的仪器设备有限公司) 上球磨1 h后取出备用。球磨后颗粒的平均粒径为14mm。

表1 石英砂的化学成分 (wt%)
1.2 试样制备
按60 wt% 石英砂、30 wt% 商业高岭土和10 wt% 的助烧剂 (碳酸钙) 和发泡剂(十二甲基磺酸钠) 的比例进行配料,加水球磨2 h后获得浆料;采用浇注成型法将浆料浇注到模具中;将装有浆体的模具一并放入烘箱在80°C烘干12 h后形成Φ80 mm × 60 mm坯体;将坯体放入ZT-50-22型真空碳管炉 (上海晨华电炉有限公司) 中烧结。
1.3性能测试
采用捷克TESCAN公司的VEGA II型扫描电镜 (SEM) 观察烧结试样的显微结构;采用密度天平测定烧结试样的容重,再由容重、理论密度和气孔率之间的关系式计算出气孔率;采用济南时代试金仪器有限公司的WDW-E100D型电子万能力学实验机测定烧结试样的抗压强度,测试采用的试样尺寸为Φ75 mm × 58 mm,加载速率为5 N/min。
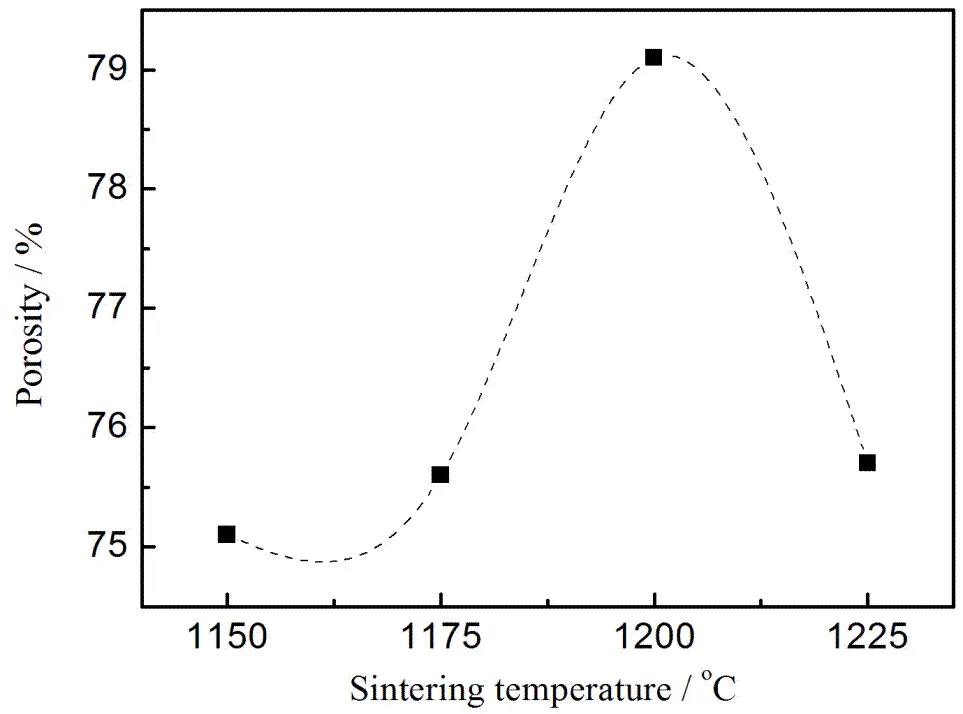
图1 烧结温度对多孔材料气孔率的影响
Figure 1 Effect of sintering temperature on the porosity of porous materials
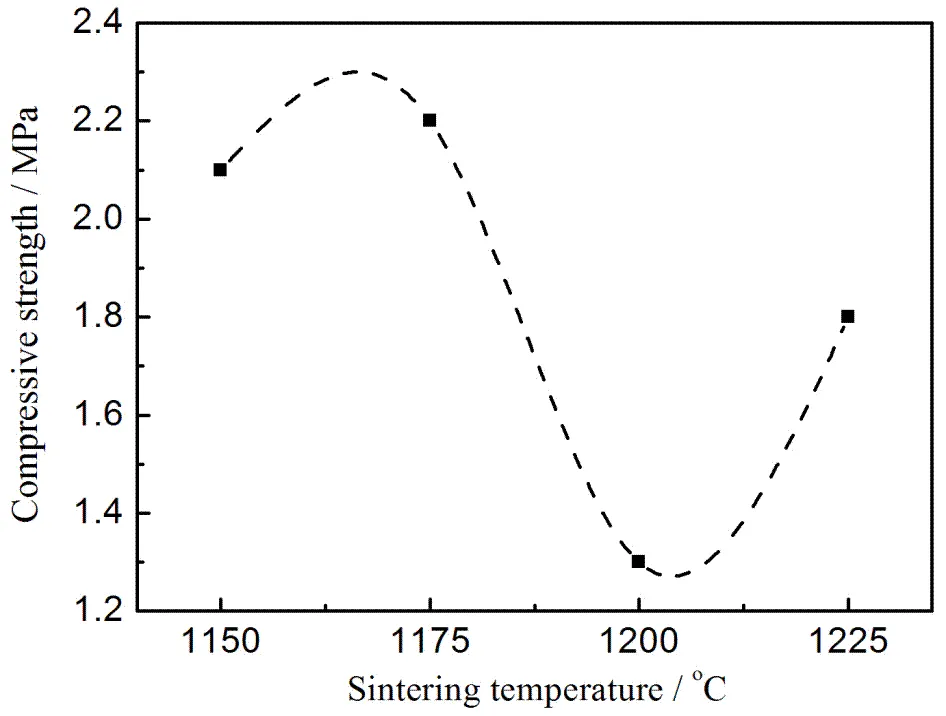
图2 烧结温度对多孔材料抗压强度的影响
Figure 2 Effect of sintering temperature on the compressive strength of porous materials
2结果与讨论
2.1烧结温度对石英质多孔材料孔结构的影响
按助烧剂9.6 wt% 和发泡剂0.4 wt% 配料,以水料比为0.9进行球磨获得料浆并制备坯体;将坯体在不同温度下保温1 h,测定了所得样品的气孔率和抗压强度,结果如图1和图2所示。可以看出,随着烧结温度升高,石英质多孔材料的气孔率先增大后降低,抗压强度则先降低后增大。
图3为样品的显微结构SEM照片。由图3可以看出,烧结温度为1150°C时材料处于欠烧状态,气孔较多。烧结温度上升到1175°C时,石英质多孔材料的孔隙变少。随着烧结温度的升高,气孔率呈上升趋势,这主要是因为随着烧结温度升高,液相量增多,部分小气泡被液相包裹;温度的升高将导致小气泡的体积逐渐增大,最终形成大气孔,使气孔率增大,坯体中呈现碗状的闭气孔;这些闭气孔进一步发生位移并发生合形成大气孔,甚至出现穿孔[9,11],致使密度下降,气孔率上升,如图3所示。烧结温度越高,多孔材料中的液相就越多,液相填充到孔隙内,小孔逐渐消失且烧结颈变大,最终使得材料中骨架逐渐增大。
Figure 3 Effect of sintering temperature on pore microstructure of porous materials
因此,综合烧结温度、气孔率和抗压强度三个方面性能比较,择优选取,在气孔率相似,则优先选取抗压强度高的条件,为了得到一个最好的结合点,烧结温度选择为1175°C较为适宜。
2.2保温时间对石英质多孔材料孔结构的影响
按助烧剂9.6 wt% 和发泡剂0.4 wt% 配料,以水料比为0.9进行球磨获得料浆并制备坯体;而后将坯体在1175°C温度烧结,通过改变保温时间获得了不同样品并进行检测。图4为所得样品的气孔率随保温时间的变化关系,图5则给出了所得样品的抗压强度随保温时间的变化关系。
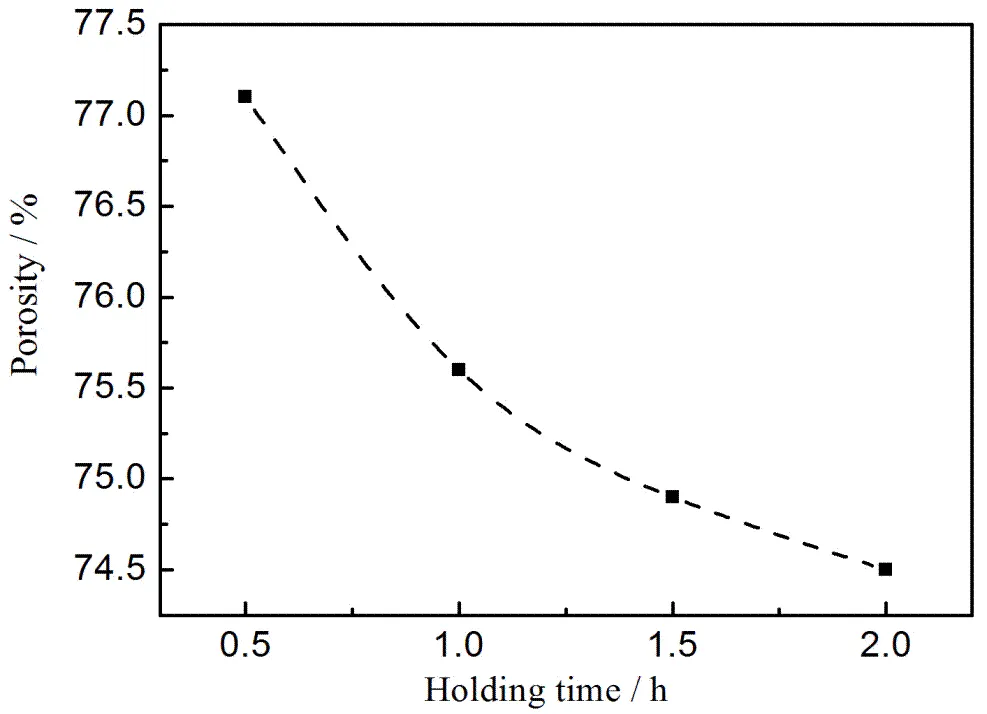
图4保温时间对多孔材料气孔率的影响
Figure 4 Effect of holding time on the porosity of porous materials
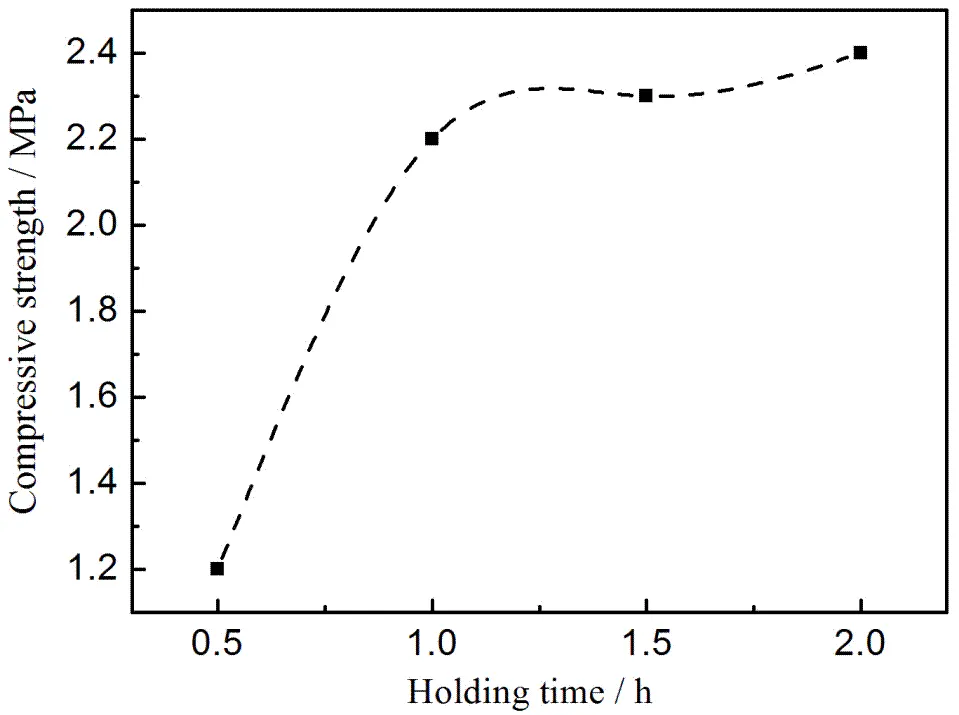
图5保温时间对多孔材料抗压强度的影响
Figure 5 Effect of holding time on the compressive strength of porous materials
从图4可以看出,随着保温时间的延长,石英质多孔材料的气孔率呈降低趋势;这是因为随着保温时间的延长,多孔材料中的液相会逐渐增多并填充到孔隙内,排除孔隙中的气体,导致气孔数量减少[8,12]。相应地,材料的抗压强度明显增大 (图5)。
图6所示的SEM照片也证实,随着保温时间的延长,石英质多孔材料气孔率呈下降趋势。从图6可以看出,保温1 h时,多孔材料气孔较多,当保温时间延长到2 h时气孔有所减少。
图6保温时间对多孔材料孔结构的影响
Figure 6 Effect of holding time on the pore microstructure of porous materials
比较图4和图5可以发现,保温时间从0.5 h增加到2 h,导致的气孔率变化量并不大,但是抗压强度却相应上升了一个级别。注意到保温时间从0.5 h增加1 h这一阶段,抗压强度变化迅速。保温时间越长,消耗电能越多。因此,综合性价比考虑,保温1 h是一个较为适宜的选择。
2.3水料比对石英质多孔材料孔结构的影响
按助烧剂9.6 wt% 和发泡剂0.4 wt% 配料,在不同水料比条件下进行球磨获得料浆并制备坯体;而后将坯体在1175°C温度下烧结1 h获得了不同样品。图7为所得样品的气孔率随保温时间的变化关系,图8则给出了所得样品的抗压强度随保温时间的变化关系。

图7水料比对多孔材料气孔率的影响
Figure 7 Effect of the ratio of water to raw materials on the porosity of porous materials
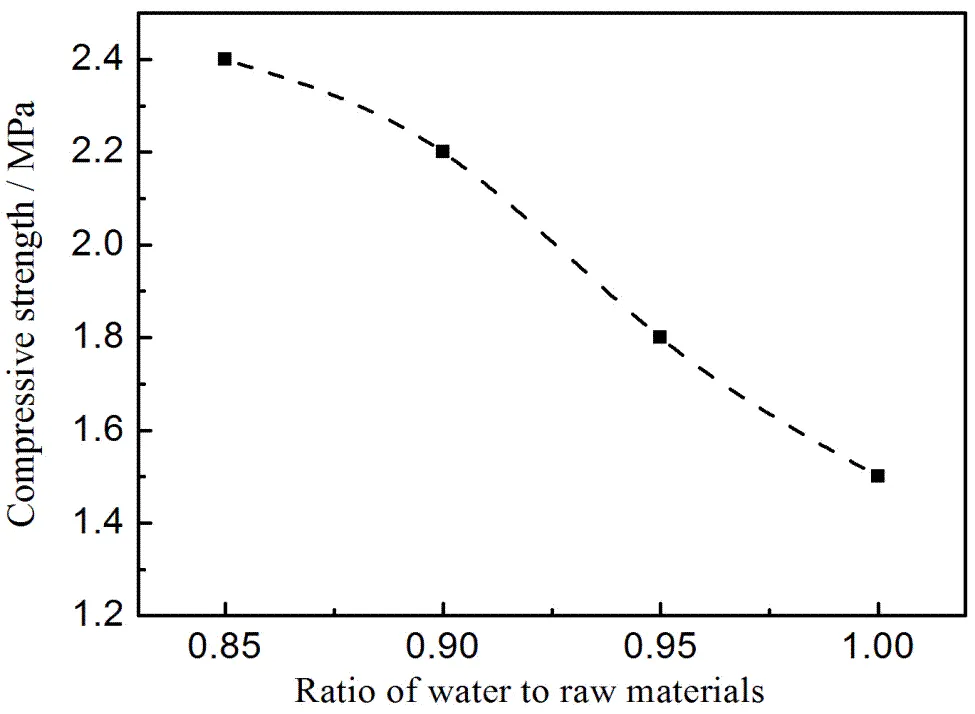
图8水料比对多孔材料抗压强度的影响
Figure 8 Effect of the ratio of water to raw materials on the compressive strength of porous materials
由图7和图8可知,随着水料比的逐渐增大,石英质多孔材料的气孔率逐渐增大,而抗压强度则逐渐降低。这是因为当球磨时加入水量增多,水在浆体中所占领的位置就越多,干燥后,水占领的位置就成为坯体中的空隙,最后导致气孔率呈增大趋势,而抗压强度相应即呈降低趋势。
从图9所示的SEM照片可以看出,当水料比为0.8时,其成品与水料比为0.9和1.0的情况相比气孔率最小,显现出来的结构更统一且更致密。水料比为1.0时可以看到样品扫描时有放电现象,这是因为其气孔率太大导致了喷金过程中连续金属导电膜的形成受到了一定阻碍。水料比为0.8时消耗的混料很多,在混料的过程中容器壁会黏结很多原料,混料之后不易清除,不利于大规模。因此,考虑到成本因素,选择水料比为0.9较为适宜。
图9水料比对多孔材料显微结构的影响
Figure 9 Effect of ratio between water and raw materials on pore microstructure of porous materials
2.4发泡剂含量对石英质多孔材料孔结构的影响
按助烧剂和发泡剂总量为10 wt%配料,系统改变发泡剂含量,在水料比为0.9的条件下进行球磨获得料浆并制备坯体;而后将坯体在1175°C温度下烧结1 h获得了不同样品。图10为所得样品的气孔率随保温时间的变化关系,图11则给出了所得样品的抗压强度随保温时间的变化关系。
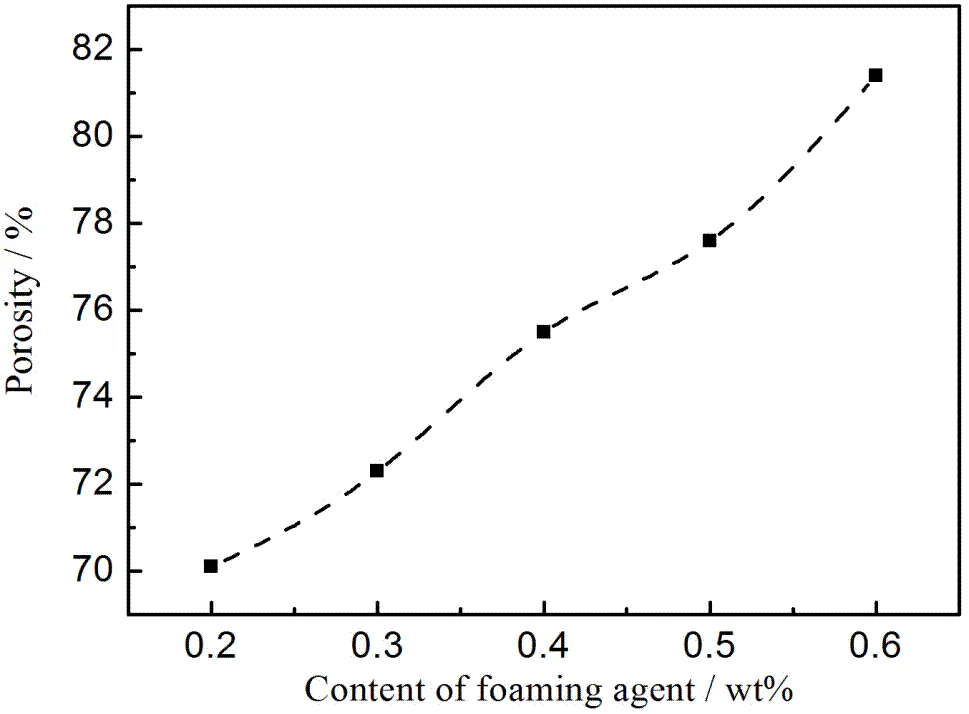
图10发泡剂含量对多孔材料气孔率的影响
Figure 10 Effect of foaming agent content on the porosity of porous materials
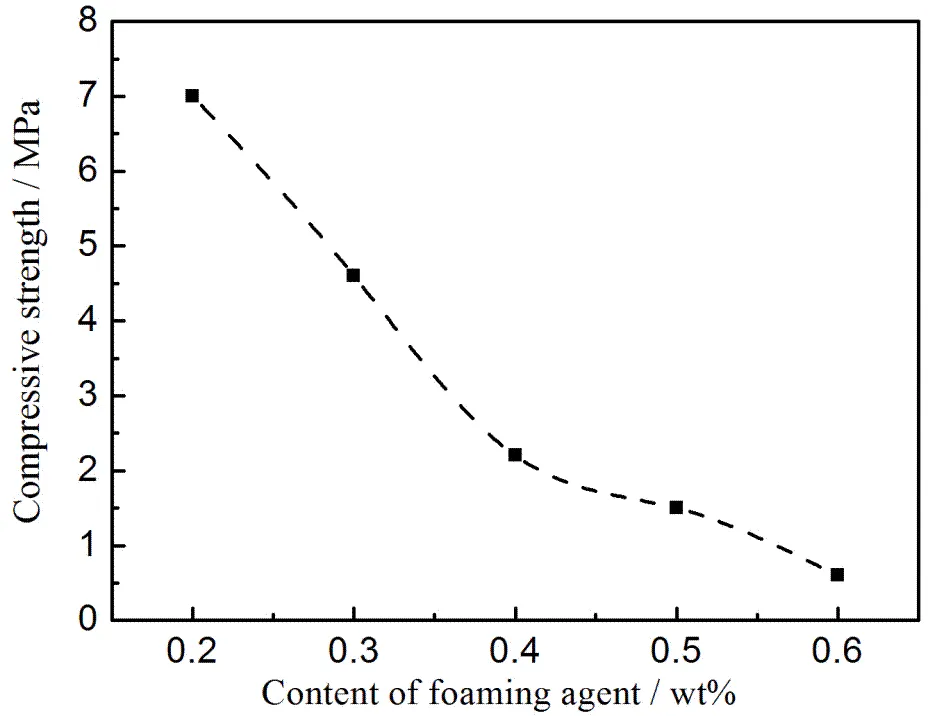
图12发泡剂含量对多孔材料抗压强度的影响
Figure 12 Effect of foaming agent content on the compressive strength of porous materials
由图10可以看出,石英质多孔材料的气孔率随着发泡剂含量的增加而增大。这是因为发泡剂含量越高,在浆体发泡过程中所获得的气泡就越多,相应地坯体中的气孔就越多。但是,当发泡剂含量过高,在浆体发泡过程中会形成较多的大气泡,如图12所示。
对比图10和图11可以看出,材料的抗压强度与气孔率几乎成反比关系:发泡剂含量逐渐增大,其抗压强度逐渐递减。结合气孔率和抗压强度综合考虑,发泡剂含量选择为0.4 wt% 较为适宜。
图12发泡剂含量对多孔材料孔结构的影响
Figure 12 Effect of foaming agent content on pore microstructure of porous materials
3结 论
通过对实验结果的分析和讨论,得出:(1) 随着烧结温度的升高,石英质多孔材料的气孔率升高,抗压强度下降;(2) 随着保温时间的延长,石英质多孔材料的气孔率降低,抗压强度明显升高;(3) 随着浆料中水料比的逐渐增大,石英质多孔材料的气孔率逐渐增大,而抗压强度逐渐降低;(4) 随着发泡剂含量的增加,石英质多孔材料的气孔率升高,抗压强度则逐渐递减。通过优化得出制备石英质多孔材料的最佳配料比例为:石英砂60 wt%、高岭土30 wt%、助烧剂9.6 wt%、发泡剂0.4 wt%;在水料比为0.9的条件下球磨2 h制浆发泡,在1175°C温度烧结1 h,可以制备得到性能较佳的石英质多孔材料。
[1] 朱小龙, 苏雪筠. 多孔陶瓷材料[J]. 中国陶瓷, 2000, 36 (4): 36-39.
[2] 鞠银燕, 宋士华, 陈晓峰. 多孔陶瓷的制备、应用及其研究进展[J]. 硅酸盐通报, 2007, 26: 969-974, 1035.
[3] 黄新友, 马旭, 王选, 等. 多孔陶瓷的制备工艺及应用的现状[J]. 中国陶瓷, 2015, 51 (9): 5-8.
[4] BAI JH, WEI CC, MENG FT. Fabrication of porous Al2O3-MgAl2O4ceramics using combustion synthesized powders containing in situ produced pore-forming agents [J]. Materials Letters, 2011, 65: 1559-1561.
[5] LU ZX, LIU Q, HAN HT, et al. Experiment and modeling on the compressive behaviors for porous silicon nitride ceramics [J]. Materials Science & Engineering A, 2013, 559: 201-209.
[6] 邱治文, 王志文, 马晓栋, 等. 养护工艺对石英砂免烧多孔砖的显微结构及力学性能影响[J]. 新型建筑材料, 2013, 40 (2): 26-29.
[7] 宋杰光, 黄进财, 刘勇华, 等. 等静压成型压力对石英砂烧结砖性能的影响研究[J]. 中国陶瓷工业, 2009, 16 (2): 29-32.
[8] 宋杰光, 王芳, 鞠银燕, 等. 烧成工艺制度对石英砂基多孔陶瓷材料孔结构及性能的影响[J]. 材料导报, 2011, 25 (11): 115-117.
[9] 宋杰光, 叶军, 王秀琴, 等. 烧结方式对石英多孔陶瓷的性能影响研究[J]. 粉末冶金技术, 2013, 31 (3): 196-200.
[10] 王芳, 王瑞花, 宋杰光, 等. 外形尺寸对石英质多孔材料的性能影响研究[J]. 粉末冶金技术, 2014, 32 (4): 271-275.
[11] ZOU CR, ZHANG CR, LI B. Microstructure and properties of porous silicon nitride ceramics prepared by gel-casting and gas pressure sintering [J]. Materials and Design, 2013, 44: 114-118.
[12] YAO DX, ZENG YP, Heinrich JG. The effect of fabrication parameters on the mechanical properties of sintered reaction bonded porous Si3N4ceramics [J]. Journal of the European Ceramic Society, 2014, 34: 3461-3467.
Effect of Process Parameters on the Pore Properties of
WANG Fang, YU Si-Yuan, LI Yao-Qi, LI Shi-Zhe, LI Xin, QIU Zhi-Wen, SONG Jie-Guang, LI Shi-Bin
Engineering & Technology Research Center for Materials Surface Remanufacturing of Jiangxi Province, School of Mechanical and Materials Engineering, Jiujiang University, Jiujiang 332005, China
Quartz porous materials were prepared via vacuum sintering with the low-grade quartz sand along the Yangtze River as the main raw material. The effect of process parameters on the pore properties of the porous materials was examined. It was found by analyzing the experimental data that, with the increasing sintering temperature, or/and the increasing ratio of the water to raw materials, and/or the increasing content of foaming agent, the porosity of quartz porous materials increases and the compressive strength decreases. When the holding time during sintering increases, however, the porosity of the prepared materials decreases and the compressive strength increases. The optimal composition for preparing the quartz porous materials was determined to be 60 wt% quartz sand, 30 wt% Kaoline, 9.6 wt% sintering aids and 0.4 wt% foaming agent. With this composition, quartz porous materials with best properties can be obtained by bill-milling slurry for 2 h with the ratio of water to raw materials of 0.9, and then vacuum-sintering the green body at 1175°C for 1h.
Quartz; Porous materials; Pore property; Vacuum sintering
TB321
1005-1198 (2016) 06-0442-07
A
10.16253/j.cnki.37-1226/tq.2016.09.004
2016-09-27
2016-11-06
江西省教育厅科技项目 (GJJ151074);九江学院科技项目 (2015LGYB11)。
王 芳(1985-), 女, 河北保定人, 实验师。E-mail: aprilfang@163.com。
宋杰光 (1977-), 男, 四川岳池人, 副教授。E-mail: songjieguang@163.com。
猜你喜欢
轮胎工业(2022年12期)2022-12-31
炎黄地理(2021年12期)2021-01-04
化学研究(2020年2期)2020-07-31
中国塑料(2016年4期)2016-06-27
弹性体(2016年5期)2016-05-21
中国非金属矿工业导刊(2015年5期)2015-12-22
陶瓷学报(2015年4期)2015-12-17
中国塑料(2015年8期)2015-10-14
汽车文摘(2014年9期)2014-12-13
中国非金属矿工业导刊(2014年3期)2014-02-28
