面向机床涂装的分区式喷漆室控制系统设计与实现
2017-03-08 11:11魏新生李龙雨卢家鑫李志刚
成组技术与生产现代化 2017年4期
刘 勇,魏新生,李龙雨,卢家鑫,李志刚
(机械工业第六设计研究院有限公司,河南 郑州 450007)
机床涂装一般采用小批量生产模式,很难按不同工件分类来组织连续涂装作业,只能采用离散喷涂的组织方式.对于常见的固定喷漆室、移动喷漆室作业方式[1],喷漆室的送排风及水循环系统多为整体式结构,在喷涂小型工件时,仍需开启与喷涂大型工件一样的整个喷漆室设备而导致能耗居高不下,喷涂作业经济性较低.目前在喷漆室节能降耗方面,主要通过排风循环[2]、烘房热回收利用[3]等来实现.而基于PLC和触摸屏的分区式喷漆室,采取自动化分区变频控制模式,使喷漆室送排风及水循环实现分区控制,可满足重大部件及较小零部件的喷涂需求,有效降低较小零部件喷漆时的能耗,降低生产成本.
本文在分析分区喷漆室工作原理的基础上,开发一套基于触摸屏和PLC的控制系统来实现分区式喷漆室的自动控制.
1 分区喷漆室系统分析
分区式喷漆室既可应用于湿式水旋喷漆室、干式喷漆室,也可应用于移动喷漆室、固定喷漆室、打磨室等.其技术核心在于对喷漆室内部工作区域进行分区送风、排风及水循环,通过送风、排风、水循环的变频控制来满足不同工况下喷漆的需求,避免传统喷漆室在喷涂工件或产品长度较小时仍需开启整个喷漆室设备的弊端.
使用该套设备时,先将待喷涂工件运抵喷漆室内,然后,作业工人将喷漆室的PLC控制系统设置为就绪模式,并携带定位装置通过人行出入门进入喷漆室内部.在工人进入喷漆室后,喷漆室PLC控制系统接收定位装置的信号.若工人进入单元A,则喷漆室PLC控制系统开启A喷涂单元对应的送风、水路和排风电动调节阀,待调节阀全部到位后开启A喷涂单元相应的送风空调、循环水泵和排风风机,而其他喷涂单元的设备则不需要开启;当工人在喷漆室内部移动到下一单元B时,单元A相应的阀门、设备逐渐关闭,B单元的设备开启;当多人同时工作时,喷漆室PLC智能控制系统对多个工人进行定位,同时开启多个喷漆单元的送风、排风及水循环装置.
(1)送风系统主要由送风空调、送风风管、送风电动调节阀和室体均压层组成.室体均压层分A、B、C、D 4个区域,中间由夹芯板物理隔离.4个区域与送风主管道通过电动调节阀连接.控制系统通过电动调节阀的开关对各区域的送风进行控制,送风量则由送风风机变频器来控制.图1所示为分区式喷漆室的送风分区示意图.
(2)水循环系统主要由循环水泵、水路电动调节阀、循环管路、分区水槽组成.分区水槽用钢板隔离为A、B、C、D 4个区域.4个区域与送水主管路通过水路电动调节阀连接.控制系统通过电动调节阀的开关对各区域的供水进行控制,送水量则由水泵变频器来控制.图2所示为分区式喷漆室水循环分区示意图.
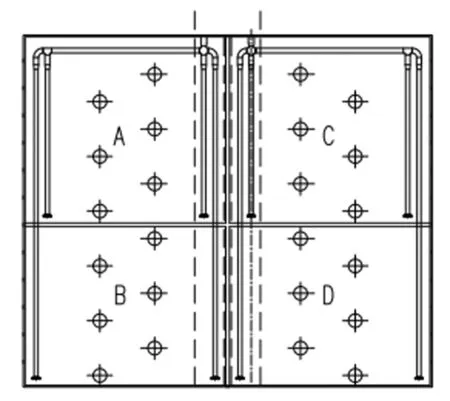
图2 分区式喷漆室的水循环分区
排风系统主要由排风风机、排风电动调节阀、排风风道和喷漆室排风区组成.4个排风风机分别对应A、B、C、D 4个不同区域.喷漆室4个排风区之间用钢板或混凝土隔离开来.4个区域与排风主管道通过电动调节阀连接.控制系统通过电动调节阀的开关对各区域的排风进行控制,排风量控制则通过4个排风风机的启停来实现.
2 控制系统硬件设计
该分区式喷漆室控制系统以PLC为控制核心,触摸屏为显示操作系统,接触器、变频器、软启动器为控制主体.各种按钮、继电器与PLC的输入端相连接.PLC的输出端与接触器、指示灯相连.其逻辑计算全部在PLC内部实现.该控制系统为连锁控制,能够进行故障自动识别,喷漆室设备运行状况及其故障信号可以在触摸屏上动态显示[4-5].
针对分区式喷漆室的工艺要求,系统控制分为两种模式.自动模式采用“一键精灵”控制模式,即只要操作者点击触摸屏上的一个键,各控制对象就可以按工艺和连锁控制要求启动,操作者可以通过触摸屏了解各控制对象的工作状态,并可根据系统发出的报警、故障信号以及对应的处理建议信息采取相应的动作.在手动模式下,通过触摸屏上手动按钮或现场按钮对单台设备可进行手动控制,以便于设备检修和调试.
根据需求,控制系统选用CP1H型可编程控制器、FR系列变频器、NS8型触摸屏.
3 控制系统软件设计
整个系统的工作原理是利用定位装置对工人进行定位,当喷漆室控制系统接到指令后,完成相应区域的设备启停工作.
3.1 PLC程序设计
软件设计的中心任务是实现PLC控制,根据分区式喷漆室工艺要求对输入地址进行分配.I/O端口的地址分别为输入81点、输出46点,模拟量输入点为3个.采用梯形图编程方法,利用OMRON可编程控制器的专用编程软件CX-Programmer进行PLC程序设计,以便于调试、修改与扩充.PLC与触摸屏采用OMRON的专用电缆连接,PLC与上位计算机采用ETN网络接口连接,以便于管理者对车间现场运行情况进行监控[6].
3.2 触摸屏设计
在工业自动化领域,人机界面可以为操作和管理人员提供越来越多的信息.目前喷漆室设备的控制界面一般分为两类:一类采用按钮式操作,自动化程度较低,只是在电控柜上安装控制按钮;另一类采用触摸屏操作方式完成系统监控和参数设置,以及风机、泵、燃烧机、电动阀等的启停、报警显示任务.
触摸屏的软件设计采用CX-Designer软件完成编程.在软件参数选择中可选择不同型号的触摸屏.程序设计完成后下载到触摸屏,用通信电缆将触摸屏和PLC相连接,就可实现对设备的控制.触摸屏界面由进入界面、一键界面、报警界面、调试界面、参数界面和曲线界面组成.
(1) 进入界面包括项目名称显示、进入按钮.进入按钮可设置相应管理人员的属性.
(2) 一键界面包括喷漆室状态显示、定位显示、温度显示、压力显示、系统模式切换控制、系统启停控制和各风机、水泵、风阀启闭及到位状态显示.
(3) 调试界面.单台设备启停应进入调试界面进行操作,包括单台设备的启动、停止、故障、运行、到位信号显示.调试界面根据设备数目不同可由若干界面构成.
(4) 报警界面包括喷漆室温度检测、压力监测、电机过载保护、电机短路保护、到位超时保护、液面监测等.报警信号与相应的设备连锁.
(5) 参数界面.利用触摸屏设置温度、时间、压力控制参数,主要对喷漆室内空气温度、过滤层压力、设备使用时间、电动阀开启进行设置.
(6) 曲线界面主要对温度、压力、设备的开启情况进行记录,并可存入U盘,进行打印.
4 生产应用
在实际生产中,根据工件位置的不同开启分区式喷漆室设备后,对应送排风电动调节阀、水路电动调节阀开启,风机、水泵按设定参数变频启动并运行,实现了送、排风及循环水的分区功能.在设备运行过程中,如果蜂鸣器报警,同时控制柜顶部红色报警灯闪烁,则说明系统存在故障报警,此时系统将显示自动报警页面,工人可根据触摸屏的信息进行设备检修.该套设备2013年被用于实际生产,取得了很好的预期效果.图3为使用中的喷漆室图片.

图3 喷漆室图片
5 结束语
针对机床喷涂的特点,采用先进的触摸屏和PLC控制系统,实现了分区喷漆室的自动控制功能,解决了机械工厂实际工程的技术难题.该设备已在多地工厂投入使用,具有较好的实际应用效果.
除机床行业外,工程机械、矿山机械、港口机械及机车车辆等行业也可使用分区式喷漆室.
[1] 杨 昀,杨凤军.移动喷漆室的设计应用[J].成组技术与生产现代化,2008,25(4):58-61.
[2] 王锡春,李文刚,蒋小平.喷漆室排风循环利用的技术分析——谈喷漆室节能减排技术[J].现代涂料与涂装,2013,16(12):13-22.
[3] 王 玮,周巧煜,胥培军.汽车涂装喷漆废气处理系统的节能规划[J].现代涂料与涂装,2016,19(9):35-41.
[4] 陈小贝,汪志成,叶宝安.基于嵌入式系统的PLC触摸屏控制系统设计[J].电子测量技术,2015,38(3):54-56.
[5] 肖 渊,金守峰,张 慧,等.基于触摸屏和PLC的B423型针梳机自调匀整装置控制系统设计[J]. 制造业自动化,2009,31(9):104-106.
[6] 朱君君,冯 毅.基于PLC 的制冷压缩机外壳自动清洗生产线设计[J]. 制造业自动化,2009,31(11):132-134,155.
猜你喜欢
资源节约与环保(2022年8期)2022-09-20
建筑热能通风空调(2022年1期)2022-03-08
上海涂料(2021年5期)2022-01-15
化工管理(2021年7期)2021-05-13
小星星·阅读100分(低年级)(2020年4期)2020-05-12
电子制作(2018年19期)2018-11-14
制冷技术(2016年2期)2016-12-01
汽车维护与修理(2016年10期)2016-07-10
同煤科技(2015年4期)2015-08-21
中国水利(2015年2期)2015-02-28