
浅谈数控机床故障诊断及典型故障分析与排除
2017-03-23 09:09张勇维
科学与财富 2016年34期
张勇维
(广州华立科技职业学院 广东 广州 511325)
摘 要:数控系统种类繁多,故障千变万化,维修方法自然也不尽相同,故障的诊断与维修在数控生产中的地位愈来愈重要,直接目的和结果是使数控系统恢复正常运行,从而保证生产的顺利进行。
关键词:数控机床;故障诊断;分析;排除
数控机床作为一种高效的生产设备在许多行业中,往往是关键岗位的关键设备,其出现故障后若不及时找到故障的原因,就不能使其恢复生产,将会给企业带来巨大的损失。故采用正确的故障诊断方法,及时排除故障,在企业中尤其重要。本人这里浅谈数控机床故障诊断及典型故障分析与排除,希望对维修人员有所帮助。
一、数控机床故障的常用诊断方法
数控机床的故障诊断有故障检测、故障判断及隔离和故障定位。为了及时发现系统出现故障,快速确定故障所在部位并能及时排除,要求:1)故障检测应简便,不需要复杂的操作和指示。2)故障诊断所需要的仪器应尽可能少,为此可以采用以下的诊断方法:
1、直观法
就是利用人的感官注意发生故障的各种外部现状并判断故障的可能部位,这是处理数控机床故障最直接且行之有效的方法,可通过问、看、听、嗅和触摸等方法进行诊断。
问:由于机床发生故障的前后机床操作人员都在现场,他们对故障发生的前因,过程和结果都是非常清楚的,所以从他们的回答可以了解到机床故障的一些重要信息。 看:即通过观察机床变化进行诊断故障,有无烧焦和打火现象;有无机械卡死和部件变形;有无接线松动,断路,虚焊等。听 :根据声音来判断故障原因,维修过程可听的声音,如主轴噪音;进给轴移动声;各电机转动声;继电器,接触器动作声等。嗅和触摸:有时机床出故障时,通过嗅和触摸也可以定位出故障点,一般有芯片和电线烧焦的糊味,而手摸电器表面感觉温度,机械部件的振动和反向间隙等。
2、 互换法
在数控系统中常有型号完全相同的电路板,模块,集成电路和其它零部件。我们可将相同部分互相交换,观察故障转移情况,以快速确定故障部位。当数控系统某个轴运动不正常,如爬行,抖动,时动时不动,一个方向另一个方向不动等故障时。常采互换法来确定故障部位。
3、隔离法
在维修过程中,有些故障是关系到一个很长的链,如果一个个部件排除,既费时,又烦琐。以某一部件为界隔离一部分后再进行排除,有时起到事半功倍的效果。
4、自诊断
自诊断技术是当今数控系统的一项十分重要技术,它是评价系统性能一项重要技术的主要指标。当数控系统一旦出现故障,借助系统的诊断功能可以迅速,准确地查明原因并确定故障部位。因此,对维修人员来说,熟悉系统的自诊断功能是十分重要。
1)开机自诊断
数控系统通电后,系统自诊断软件会对系统最关键的硬件和控制软件检查,如CPU、RAM、ROM等芯片、I/O口及监控软件,如果正常,将进入正常操作界面。如检测不通过,即在液晶上显示报警信息或报警号。指出哪个部分发生了故障,将故障原因定位在一定的范围内,然后通过维修手册找出造成故障的真正原因,根据书上的说明进行排除。
2) 运行自诊断
运行自诊断是数控系统正常时,运行内部诊断程序对系统本身,位置伺服单元以及数控装置相连的其它外部装置进行自动测试并显示有关信息和故障信号。只要系统不断电,这种诊断将会反复进行下去,不会停止。诊断信息有:CNC与机床之间的I/O接口;CNC内部各存储器的信息;伺服系统的状态信息;MDI面板操作面板的状态信息等。
二、典型故障分析与排除
案例1 一台CJK6140O数控车床配置GSK980TD+DA98A伺服系统,X轴驱动器出现ERR4报警.
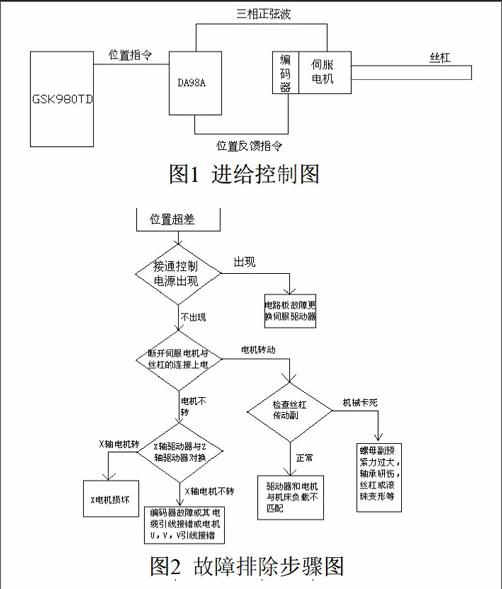
故障分析 通过查询DA98A说明书,ERR4报警解释为:位置超差。引起这报警是由于位置偏差计数器的脉冲个数值超过“位置超差检测范围”这个参数设定的值。 GSK980TD+DA98A的配置的控制图如图1所示,从系统发出来的位置指令脉冲与伺服电机光电编码器反馈回来的脉冲在驱动器进行运算,位置指令脉冲到来进行加法运算,伺服电机光电编码器反馈回来的脉冲进行减法运算,得到的偏差值即为位置偏差计数器的计数值。由此可以判定故障有可能由以下原因引起:1)系统或伺服相关的参数设置异常,引起指令脉冲频率过高,转矩不足等。2)光电编码器故障或电缆引线接错,使当前位置脉冲反馈失效。3)伺服电机或丝杠机械卡死,光电编码器转不起来。4)转矩不足。5)驱动器损坏。6)电机U,V,W引线接错。
故障排除 排除故障步骤图如图2,由于原因有可能是电气故障,也有可能是机械故障,所示先上电观察X轴驱动是否报警,如有,一般是驱动器电路板故障,只能更换同型号的驱动器。如没有报警,可检查系统和驱动器相关的参数是否设置正确,如系统的电子齿轮比、快速定位速度、加减速时间常数等;伺服驱动器的位置超差检测范围,位置比例增益、转矩限制值等。然后再按图2步骤进行排除。在维修过程中,当断开伺服电机与丝杠时,发现丝杠机械卡死,同时其表面附有一层铁粉,怀疑有铁粉浸进了螺母座里面使滚珠卡死无法传动,从而丝杠机械卡死,拆下丝杠和螺母座用汽油清洗,重新安装后工作正常。
案例2 在济南CJK6136车床上加工零件,在检验过程中发现工件X轴方向的实际尺寸与程序编制的理论数据存在不规则的偏差;
故障分析处理:首先检查X轴有关参数,发现系统参数与说明书所要求的十分相近,暂确定系统参数设置合理,排除参数设置不正确;其次检查加工工艺(如装夹)也合理;再检查X轴传动链;将一个百分表座吸附在横梁上;将机床操作面板上的工作方式为:单步方式,单步增量为:1m m,按X轴正方向进给键,观察百分表读数的变化,理论上应该每按一下,百分表读数增加1m m,经测量,X轴正、负方向的增量运动都存在不规则的偏差(由于是在使用中的机床,可以排除驱动电子齿轮比设置不正确);找一粒滚珠置于滚珠丝杠的端部中心,用百分表的表头顶住滚珠,如下,按X轴正、负方向的进给键,主轴箱沿X轴正、負方向连续运动,观察百分表读数无明显变化,故排除滚珠丝杠轴向窜动的可能;检查与X轴伺服电动机和滚动丝杠联接的同步齿形带轮,发现与伺服电动机转子轴连接的带轮锥套有松动,使得进给传动与伺服电动机驱动不同步,由于在运动中松动是不规则的,从而造成位置偏差的不规则,最终使零件加工尺寸出现不规则的偏差,在拧紧锥环后,再加工工件,尺寸正常,问题解决。
三、结束语
数控系统种类繁多,故障千变万化,维修方法也不尽相同,从以上两个例子,我们知道,在进行数控机床的维修时,要多思多想,认真仔细,注意合理使用逐层深入、层层分析的方法。遇到问题时要先想、问、再分析、然后深入分析、最后动手解决问题,切忌盲目动手,这样才有利于更快、更准的解决问题。
参考文献
[1] GSK980TA、GSK980TD车床CNC操作说明书,2006.1.
[2]《GSK数控系统维修手册》,2006.5.
[3]《现代数控机床故障诊断与维修》邓三鹏,国防工业出版社,2009.
猜你喜欢
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年10期)2018-08-04
电子制作(2017年20期)2017-04-26
俪人·教师版(2016年15期)2016-11-22
农机使用与维修(2016年10期)2016-11-10
农机使用与维修(2016年10期)2016-11-10
重庆工商大学学报(自然科学版)(2015年10期)2015-12-28
振动、测试与诊断(2014年5期)2014-03-01
机械与电子(2014年1期)2014-02-28
