
冷精锻工艺设计
2017-04-05 08:35图5表示的锻造坯料制作工序由预成形和闭式镦粗二道工序组成图6表示与成形件外径相差大的小直径原始坯料的三工序生产工艺流程利用矫平上下端面的预成形工序确保坯料的圆度平行度利用自由镦粗使外径接近成形件外圆直径利用闭式镦粗提高坯料外圆直径的精度
兵器装备工程学报 2017年3期
图5表示的锻造坯料制作工序由预成形和闭式镦粗二道工序组成。图6表示与成形件外径相差大的小直径原始坯料的三工序生产工艺流程。利用矫平上下端面的预成形工序确保坯料的圆度、平行度;利用自由镦粗使外径接近成形件外圆直径;利用闭式镦粗提高坯料外圆直径的精度。
【实用精密锻造知识系列介绍之七】
冷精锻工艺设计
图5表示的锻造坯料制作工序由预成形和闭式镦粗二道工序组成。图6表示与成形件外径相差大的小直径原始坯料的三工序生产工艺流程。利用矫平上下端面的预成形工序确保坯料的圆度、平行度;利用自由镦粗使外径接近成形件外圆直径;利用闭式镦粗提高坯料外圆直径的精度。

图5 利用閉式镦粗的锻坯制作工序
3.法兰的端部成形工序设计(正挤压和镦粗)
法兰成形的典型工序配置有两种。不同的成形工序所得到的锻件硬度分布也不同。
图7表示大直径坯料正挤后,经过1~2次镦粗使法兰成形的工序配置。变形件的法兰与杆部都发生加工硬化。图8表示小直径锻造坯料,用2~3次工序的镦粗完成法兰成形的工序配置,成形件杆部与坯料硬度基本相同,仅法兰部产生加工硬化。

图7 大直径坯料成形法兰
图9所示为正挤压后进行镦粗加工的凸缘螺栓。与图7的法兰成形基本上同样的工序配置,采用三次镦粗加工进行带六角形状凸缘的成形。
图10是采用预成形和镦粗进行螺杆成形的实例,与图8的应用情况基本相同。
要科学合理进行工序配置,使进行镦粗、挤压、挤薄的基本工序时金属塑性流动通畅,容易成形,不要拘泥于一种形式而一成不变。
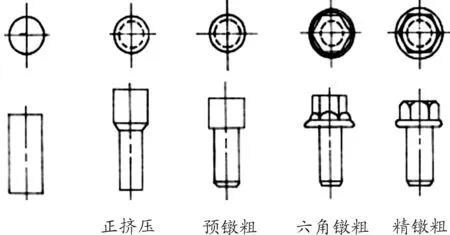
图9 带凸缘螺栓的成形工序配置
江苏中兴西田数控科技有限公司董事、总经理 张清林
猜你喜欢
液压与气动(2022年10期)2022-11-27
建筑与预算(2022年10期)2022-11-08
科学技术与工程(2022年25期)2022-10-12
云南冶金(2022年2期)2022-07-26
轴承(2022年5期)2022-06-08
轴承(2022年5期)2022-06-08
电动工具(2020年3期)2020-06-24
电子制作(2019年19期)2019-11-23
科技风(2019年30期)2019-11-10
文化交流(2019年3期)2019-03-18
