
铝/铜异种金属搭接无倾角微搅拌摩擦焊接工艺特性*
2017-05-16 02:32赵慧慧尹玉环
航空制造技术 2017年12期
李 颖,赵慧慧,张 聃,徐 奎,尹玉环
(上海航天设备制造总厂,上海 200245)
铝合金和铜合金性能差异较大,使用传统的熔焊,焊缝中极易生成低熔共晶相和脆性金属间化合物,并且由于铝、铜的线膨胀系数差异较大,受热时二者的内应力和变形不一致,从而加剧了接头的裂纹倾向。此外,在熔焊过程中还存在气孔、氧化等问题[1-3]。
搅拌摩擦焊接技术(FSW)是由英国焊接研究所(TWI)发明的一种新型固相连接方法[4],具有热输入低、焊接变形小、焊接缺陷少、力学性能好、无需焊接填充材料等优点[5-6]。飞机机翼结构、机身结构、舱门结构、裙翼结构、货物装卸结构等结构[7]在国内外航空制造领域已得到广泛应用。传统的搅拌摩擦焊接顶锻力较大,焊缝宽度大,并且在焊接过程中,搅拌工具时刻需要与工件表面法向保持2~5°倾角,因此传统搅拌摩擦焊接主要针对2mm以上的材料进行连接。无倾角微搅拌摩擦焊接技术(μ-FSW)是在传统搅拌摩擦焊接技术上发展起来的,具有转速高、焊缝窄等特点,其材料产热、流动机制与传统搅拌摩擦焊技术有显著区别,主要适用于1mm以下薄板材料连接。
本研究以0.5mm厚6061铝合金和2mm厚T2紫铜搭接接头为对象,开展了无倾角微搅拌摩擦焊接试验,对搅拌工具选材、焊缝的成形、接头的性能进行了研究。
试验条件
试验过程中采用上海航天设备制造总厂自行研发并制造的HTMFSW-01型无倾角微搅拌摩擦焊接设备,如图1所示,主机头采用高速电主轴,最高转速36000r/min。焊接过程中,搅拌工具以高转速ω进行自转,并且与试板表面垂直,同时沿着焊接线以一定的焊接速度前进(见图2)。
6061铝合金和T2紫铜的主要化学成分如表1、2所示。
试验结果与讨论
1 搅拌工具材料选择
在微搅拌摩擦焊接过程中,主要依靠轴肩和搅拌针的产热使材料软化,然后利用轴肩和搅拌针的搅拌作用使得材料聚集从而形成焊缝,因此搅拌工具所选用的材料必须在高温下具有较好的红硬性和耐磨性。
选取热作模具钢和高速工具钢两种材料分别制作成外形尺寸一致的搅拌工具,轴肩直径4mm,在轴肩上加工有四流道渐开形式的花纹,利用两种搅拌工具分别进行铝/铜搭接微搅拌摩擦焊接试验,焊接完成之后观察搅拌工具端部的磨损情况,如图3所示。在焊接完相同长度的焊缝之后,热作模具钢搅拌头端部出现了明显的磨损,搅拌针长度几乎为零,而对于高速工具钢搅拌头,虽然端部附着了少量铝屑,但通过测量发现搅拌针的长度与焊接之前差别不大。
相比铝合金搅拌摩擦焊接,在涉及到铜合金的搅拌摩擦焊接过程中,由于铜合金的塑性温度区间较铝合金要高,因此搅拌工具需要在更高的温度区间内具有足够的红硬性和耐磨性,高速工具钢在600℃时仍然具有较高的硬度和耐磨性能,因此相比热作模具钢,其更加适合铝/铜搭接接头微搅拌焊接。
2 焊缝成形分析
针对无倾角微搅拌摩擦焊接过程中,主轴转速和焊接速度两个最重要的工艺参数进行工艺试验,并对焊缝的成形情况进行分析,如表3所示。

图1 微搅拌焊接设备Fig.1 Micro FSW equipment
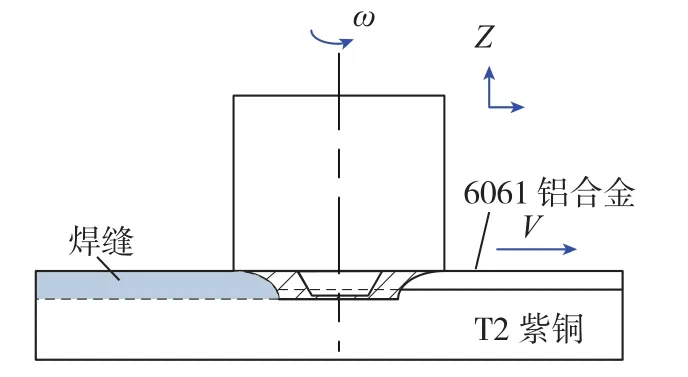
图2 无倾角微搅拌摩擦焊接过程Fig.2 Sketch of micro FSW with zero tile angle
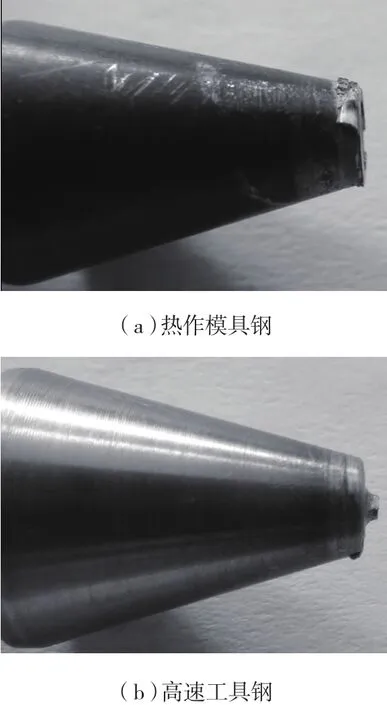
图3 两种搅拌头比较Fig.3 Comparison of two welding tools
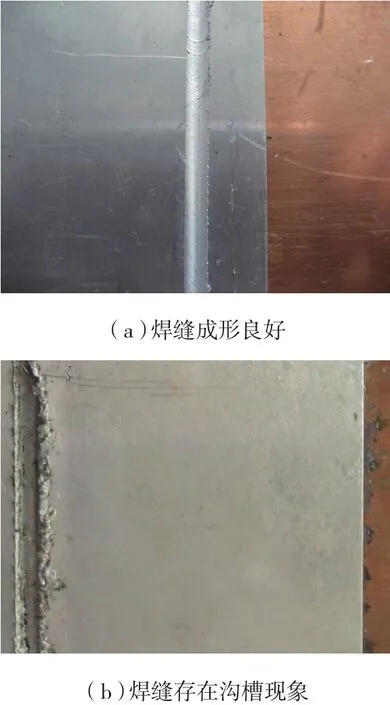
图4 焊缝表面成形状况Fig.4 Forming of weld surface

表1 6061铝合金主要成分%

表2 T2紫铜主要成分%

表3 焊接参数及成形状况
当主轴转速设定为20000r/min时,焊接速度在150~300mm/min范围内变化,所获得的焊缝成形无明显差别,焊缝表面光滑、无缺陷,几乎不存在飞边现象,这表明此时焊接的工艺参数窗口较为宽泛,典型的焊缝如图4(a)所示。
当焊接速度设定为200mm/min时,在主轴转速为15000r/min和20000r/min的情况下,能够获得成形良好的焊缝,而当主轴转速增加到25000r/min以上时,焊缝表面出现了沟槽现象,并且伴随着严重的飞边现象,如图4(b)所示。这是由于主轴转速提高之后,搅拌工具轴肩与搅拌针上的线速度相差量也相应的增大,从而导致焊缝上部和下部的产热量相差较大,位于搭接接头上层的铝合金由于所受热量的增大,从而使其流动性能增加,而位于搭接接头下层的铜合金由于所受到的产热增加量较小,其流动性能变化不大。另外,由于铜合金本身散热效果较好,从上层铝合金中传递下来的热量对于改善下层铜合金的流动性能贡献也不大,因此主轴转速提高之后,搭接接头上层铝合金和下层铜合金的流动性能差异变大,导致了焊缝沟槽的产生。
对焊缝横截面进行观察,如图5所示,在接头搭接面处出现了Hook现象,这是由于该处所受的搅拌作用不够充分,下层的铜合金不能完全被打碎,搭接面未能充分结合,从而形成了Hook现象[8]。而在焊核区形成了一系列同心圆环状结构,形状类似于“洋葱环”,并且可以清楚地观察到金属流动的痕迹。此外,在焊核区还可以观察到铜合金在搅拌针作用下被击碎成小块,并与上层铝合金充分混合。
3 接头性能分析
对0.5mm厚6061铝合金与2mm厚T2紫铜搭接接头进行拉剪试验,测试结果如表4所示,当主轴转速为20000r/min,焊接速度为150mm/min时,拉剪力平均值为1859N,而当焊接速度增加到300mm/min时,拉剪力平均值变化不大为1845N。对0.5mm厚6061铝合金进行拉伸试验,其承载力的平均值为1919N,铝/铜搭接接头的平均拉剪力达到6061铝合金的95%以上,表明铝/铜无倾角微搅拌摩擦焊接工艺窗口宽泛,接头的力学性能优异。
对接头的断裂位置进行分析,如图6所示,接头的断裂主要发生在上层铝合金焊缝边缘,这是由于在焊接过程中,搅拌工具有一定的压入量导致焊缝产生了一定的减薄量,从而导致焊缝区域的承载面积减少。此外,焊缝边缘的Hook末端呈现弱连接状态,在拉剪过程中弱连接张开成为裂纹源,Hook为裂纹的扩展提供路径,因此接头的断裂失效容易从焊缝边缘产生。
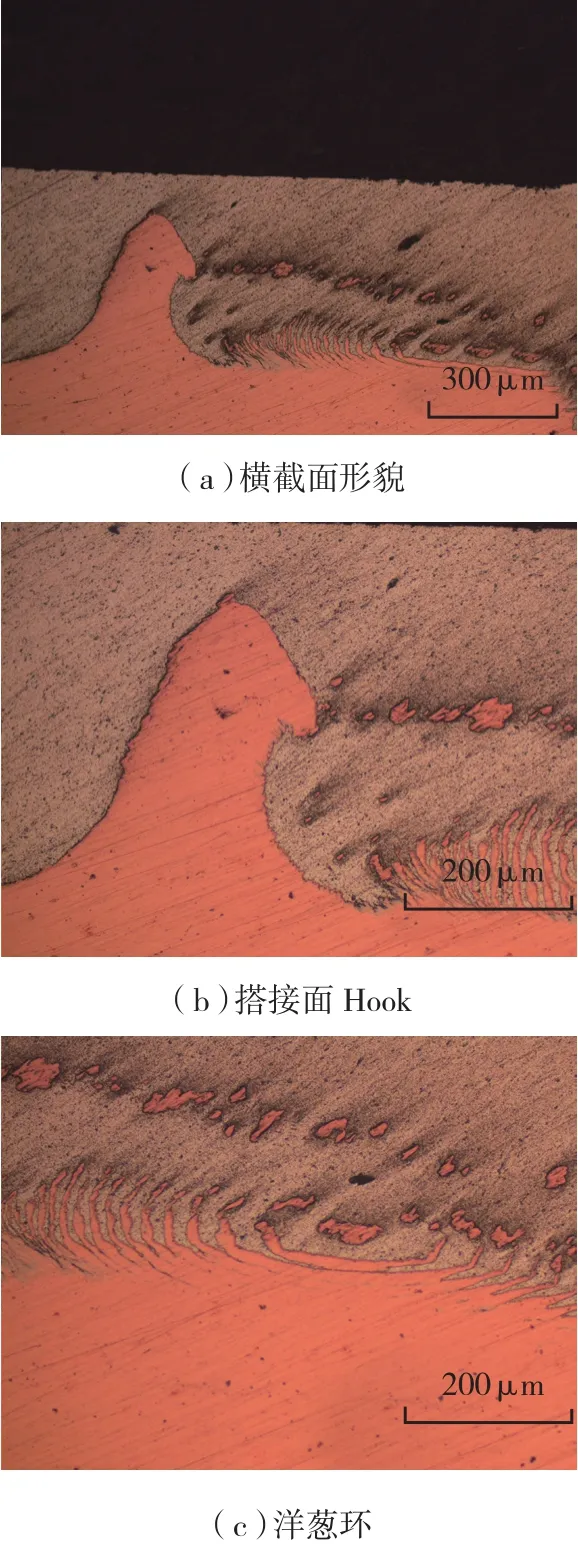
图5 焊缝横截面形貌Fig.5 Weld cross sections

表4 拉剪试验结果
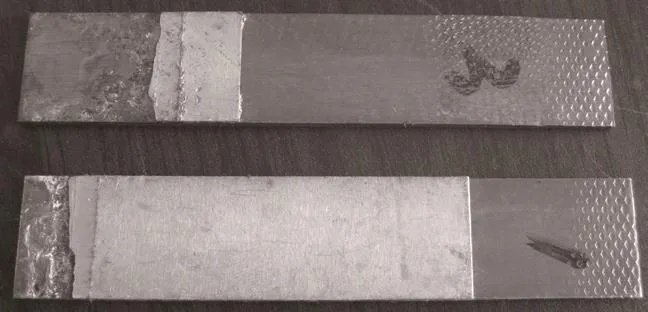
图6 接头断裂位置Fig.6 Fracture location of the joint
结论
(1)相比热作模具钢,在铝/铜搭接接头无倾角微搅拌摩擦焊接过程中,使用高速工具钢制成的搅拌头不易磨损具有更长的使用寿命。
(2)对于铝/铜搭接接头,利用无倾角微搅拌摩擦焊接能够获得成形良好的焊缝,并且工艺窗口较为宽泛,但是当主轴转速过高时,焊缝易出现沟槽缺陷,在焊接接头中依然存在着Hook现象,焊核区域能观察到洋葱环。
(3)在焊缝成形良好无缺陷的前提下,铝/铜搭接接头力学性能良好,并且对工艺参数的变化不敏感,其承载能力可达铝合金母材的95%以上,断裂位置集中在焊缝边缘。
参 考 文 献
[1]刘中青. 异种材料的焊接[M]. 北京∶科学出版社, 1990∶ 76-83.
LIU Zhongqing. Welding of dissimilar materials[M]. Beijing∶ Science Press, 1990∶ 76-83.
[2]张满. 铝/铜异种材料焊接的研究现状[J]. 金属铸锻焊技术, 2009, 38(9)∶116-122.
ZHANG Man. Present status of research on welding technique for Al/Cu dissimilar materials[J]. Casting Forging Welding, 2009,38(9)∶116-122.
[3]董丰波, 陈文华, 宿国友, 等. 铝/铜异种材料搅拌摩擦焊接工艺的优化[J]. 电焊机 , 2011, 41(2)∶76-78.
DONG fengbo, CHEN Wenhua, SU Guoyou,et al. Optimization on friction stir welding processing parameters of dissimilar materials,aluminum alloy/copper[J]. Electric Welding Machine, 2011, 41(2)∶76-78.
[4]THOMAS W M, NICHOLAS E D, NEEDHAM J C, et al. Friction stir butt welding[P]∶ PCT/GB 92/02203, GB 9125978.8.1991.
[5]张昭, 刘会杰. 搅拌头形状对搅拌摩擦焊材料变形和温度场的影响[J]. 焊接学报 , 2011, 32(3)∶ 5-8.
ZHANG Zhao, LIU Huijie. Effect of pin shapes on material deformation and temperature field in friction stir welding[J]. Transactions of the China Welding Institution, 2011, 32(3)∶ 5-8.
[6]董丰波, 张春杰, 易宏强, 等. 铝/铜搅拌摩擦焊接头力学性能与断口形貌分析[J]. 金属铸锻焊技术 , 2011, 40(23)∶137-139.
DONG Fengbo, ZHANG Chunjie, YI Hongqiang, et al. Analysis on mechanical properties and fracture appearance of Al/Cu FSW joint[J]. Casting Forging Welding, 2011,40(23)∶137-139.
[7]董春林, 栾国红, 关桥. 搅拌摩擦焊在航空航天工业的应用发展现状与前景[J].焊接 , 2008(11)∶25-31.
DONG Chunlin, LUAN Guohong, GUAN Qiao. Prospects of application and development of friction stir welding in aerospace and aviation industry[J]. Welding & Joining, 2008(11)∶25-31.
[8]张婧, 黄珲, 封小松, 等. 薄壁铝合金异种材料微搅拌摩擦焊工艺特征[C]//第二十次全国焊接学术会议, 兰州, 2015.
ZHANG Jing, HUANG Hui, FENG Xiaosong, et al. Micro friction stir welding technology research of Al/Cu dissimilar materials thin plate[C]//The 20th National Conference on Welding, Lanzhou, 2015.
猜你喜欢
中国水运(2022年4期)2022-04-27
有色金属材料与工程(2021年2期)2021-11-28
科学大众(2021年19期)2021-10-14
北京汽车(2021年3期)2021-07-17
粉末冶金技术(2021年1期)2021-03-29
科学大众·小诺贝尔(2021年10期)2021-01-22
当代陕西(2019年24期)2020-01-18
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
