
扁挤压筒优化方法研究
2017-08-07 19:32成小乐郭永安
重型机械 2017年4期
成小乐,尹 君,杨 建,张 君,郭永安
(金属挤压与锻造装备技术国家重点实验室,陕西 西安 710032)
·实验研究·
扁挤压筒优化方法研究
成小乐1,2,尹 君3,杨 建1,2,张 君1,2,郭永安1,2
(金属挤压与锻造装备技术国家重点实验室,陕西 西安 710032)
扁挤压筒是挤压大型扁宽薄壁板材最有效的工具。综述了扁挤压筒的一般设计原则、研究现状及扁挤压筒的优化方式。发现可以通过改变扁挤压筒整体结构、孔型、新结构、温度场和新材料等方面降低其应力峰值,达到延长其使用寿命的效果。
扁挤压筒;孔型;温度场
0 前言
随着大飞机、高速列车及城市地铁等现代交通运输工具的广泛应用,大宽幅壁板型材的需求量逐年递增[1-3]。“中国制造2025” 规划对现代交通运输工具提出了绿色化、轻量化的更高要求,其最有效的方式是在不影响其使用功能前提下减轻自重,从而达到绿色节能的目的。这一类优化设计后的壁板型材的横截面必然非常复杂,制造此类横截面复杂壁板型材可通过3D打印技术或挤压加工技术实现[4-5]。挤压加工技术适用于多种金属及合金的成型,利用金属的塑性压力加工,将金属锭坯一次加工成管、棒、空心型材,成型在瞬息之间,其生产效率、成本和成品质量是目前3D打印技术所不能匹敌的。
挤压筒是挤压设备的核心部件,当生产中等批量的挤压产品时,挤压筒的成本往往占挤压总成本的30% 以上。由于圆筒挤压机的开发与应用已十分成熟,工厂多采用圆筒挤压大型扁宽、薄壁和断面形状复杂壁板型材。与圆挤压筒相比,扁挤压筒具有几何形状上的优越性,由于扁挤压筒形状与壁板类型材相似,这样使得金属的流动速度平缓匀称,产品质量高,有效挤压宽幅大,挤压过程中挤压筒结构也更加紧凑,从而模具耗损度大大降低[6-7]。相同挤压能力下,扁挤压筒允许挤压出的最大壁板宽度大于圆挤压筒,如表1所示。小、中型扁筒挤压机足够代替大型圆筒挤压机生产更大幅宽的扁宽壁板型材,所用挤压力大大降低,更贴合节能减排的理念。使用扁挤压筒是挤压大型扁宽、薄壁和断面形状复杂壁板型材更好的方式。

表1 圆筒与扁筒挤压能力对比
扁挤压筒要在高温、高压、高摩擦等苛刻条件下反复承受交变应力作用,由于内孔形状不对称,容易应力集中,产生裂纹。以5 MN挤压机为例,通过有限元分析得出的数据表明,当工作内压达到438 MPa,挤压筒的最大工作应力分布在内衬内侧圆弧顶端附近,其工作状态应力值1 060 MPa,接近扁挤压筒材料的屈服强度,极易破坏,如图2所示。扁挤压筒的材料一般选用H13(4Cr5MoSiV1),是一种空冷硬化热作模具钢,其弹性模量为208 GPa,泊松比为0.3,抗拉强度为2 040 MPa,屈服强度为1 460 MPa,有较高的韧性和耐冷热疲劳性能。扁挤压筒的成型要通过冶炼、锻造、两次热处理、一次粗加工、两次精加工和热套装配等多道复杂工艺。国内扁挤压筒材料与国际水平依然存在差距并且其成型工艺繁琐,是设计制造性能优良的扁挤压筒的最大难点。
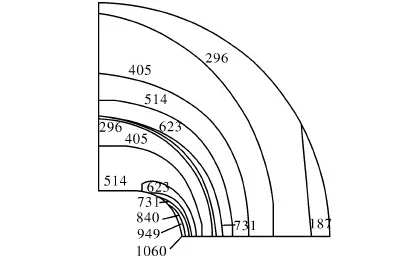
图2 扁筒内应力分布
1 扁挤压筒设计一般原则
由扁挤压筒受力情况可以看出,因挤压力会在扁挤压筒内壁引起很大的集中应力,一般采用组合式挤压筒,可利用装配产生的压应力来抵消挤压力而引起的拉应力。在此类预应力组合的扁挤压筒中,将允许采用比单层扁挤压筒高得多的工作应力。挤压筒层数应根据扁挤压筒内衬的最大工作应力小于材料屈服强度的70 % 为宜。由于在挤压筒的全长上的挤压应力分布不均,所以挤压筒长度不宜过长,其长度与内径之比一般介于2.5~5之间。
目前,中小型扁挤压筒以两层扁挤压筒较为常见,三层、四层也能见到。组合式扁挤压筒一大优点是可以根据各层热应力及机械应力情况,采用不同材质。由于内衬所受应力最大且易磨损,应选用更高级材料。
扁挤压筒尺寸示意见图3。R1和R2分别表示扁挤压筒内衬与外套外径,A、B分别为扁挤压筒的长短轴,结合实际经验与理论数据可得
径比K=R2/R1=1.6~2
(1)
长短轴比A/B=2~2.8
(2)
长轴与内衬外径之比A/R1=0.4~0.8
(3)
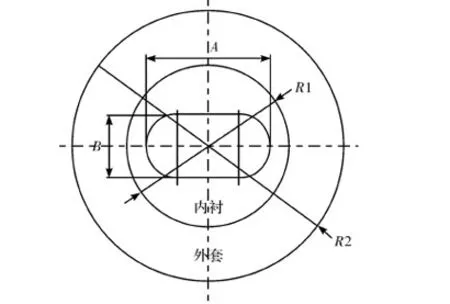
图3 扁挤压筒尺寸示意图
实际的扁挤压筒设计中,其长短轴之比的取值应考虑比压P及型材尺寸。当挤压比λ为15 ~ 50时,比压P≥450 MPa~600 MPa,特殊情况则要求达到600 MPa~1000 MPa,为了保证扁挤压轴强度可靠,比压P一般取450 MPa~800 MPa,扁挤压筒的规格如表2所示[8-9]。
装配时,内衬与外套要用压力使之成为一体。装配应力的大小可由配合面之间的过盈量来控制。一般,装配在室温下进行,把内衬推入经过预热处理的外套中,形成过盈配合。配合面最小径向压力产生的摩擦力应能克服挤压力的作用。最小径向压力
psmin≥FπRlf
(4)
式中,psmin为最小装配径向压力;R为装配面直径;l为锭坯长度;f为金属与挤压内衬内表面的摩擦系数。
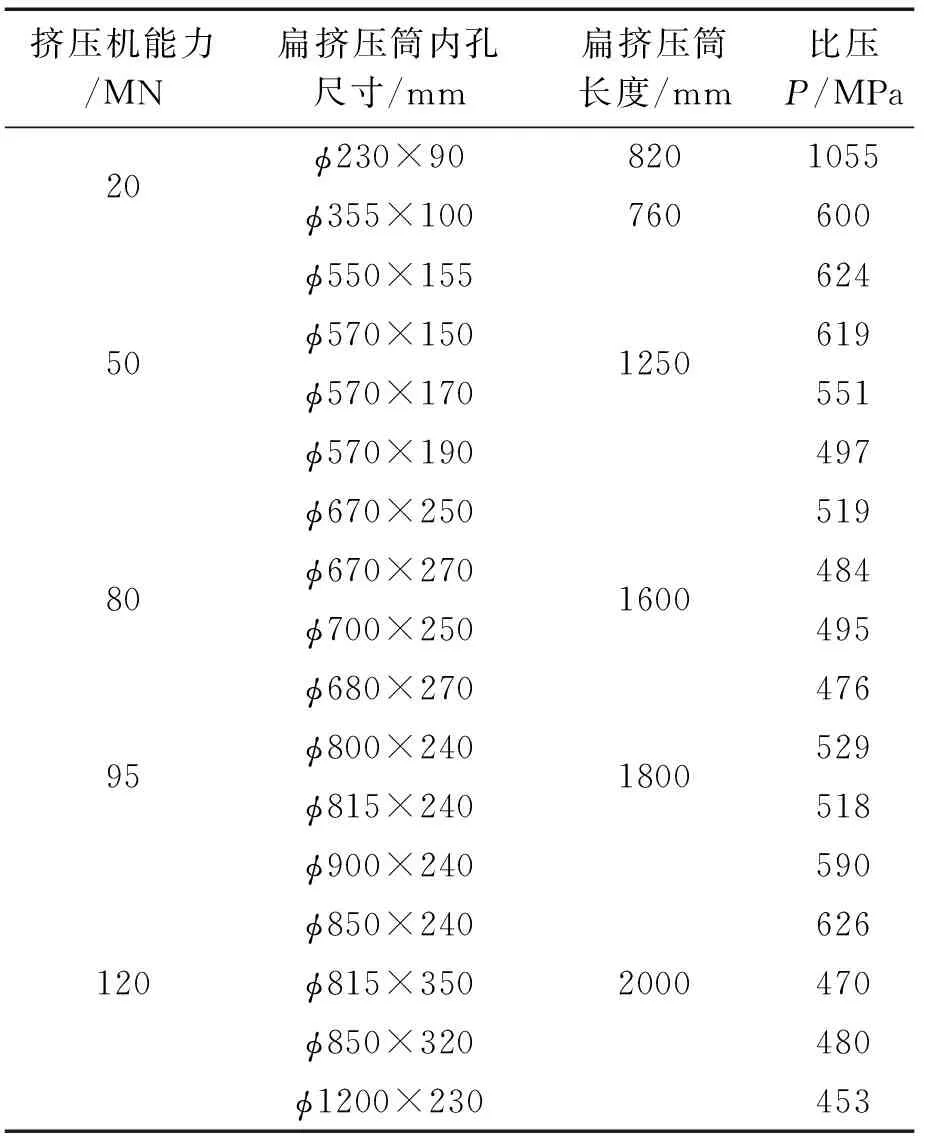
表2 扁挤压筒规格
挤压筒配合面的最小过盈量应根据最小径向压力确定。
江苏省在工程建设中,注重加强资金管理,按照分级管理、分级负责、专款专用的原则严格财务制度,规范财务行为,坚决杜绝资金截留、挤占和挪用情况的发生,为工程建设顺利进行提供资金保障。
δmin=psminRE×1K2-1
(5)
实际选取的过盈量δ值,应大于最小过盈量δmin值,保证装配的可靠性。但最大装配应力值不能大于最大工作应力值。对于最初设计过盈量一般取配合直径的2.0‰~2.6‰[10]。
2 国内外使用现状
据统计,世界各国已装备有不同类型、结构、用途和吨位的挤压机达8 000台以上,其中美国700多台,日本500多台,德国300多台,俄罗斯500多台,中国5 000台左右,大部分为 8~35 MN之间的中小型挤压机[11-12]。经过几十年的发展,目前全世界已正式投产使用的80 MN级以上的大型挤压机约60台,拥有的国家是美国、俄罗斯、中国、日本和西欧[13]。
近年来,由于计算机、有限元计算、工模具材料及热处理等技术的进步,扁挤压筒的设计制造技术有了突破性进展[14-16]。俄、美、德、日等国已研制出850 mm ×330 mm、1100 mm×300 mm 等比压达600 MPa 以上的大型扁筒,使用寿命在10 000次左右[17]。MARX公司所生产的拥有18个热电偶组成的八区加热系统的中、小型挤压筒能够在恶劣条件下承受20000次挤压。美国通用合金(Universal Alloy)公司对购进的二手125 MN挤压机进行了技术改造,完成波音公司研发的787型飞机、欧洲空中客车公司研发的A380 飞机从机身到机翼的各种特大型材,如纵梁、板条、一体化带筋壁板等的生产,该挤压机可生产长32 m,最宽壁板1016 mm、单位质量134 Kg/m的铝型材[18]。德国VAW公司72MN油压驱动卧式挤压机上配备有内孔尺寸为720 mm×280 mm与675 mm×280 mm的扁挤压筒和日本KOK公司的油压驱动卧式挤压机上720mm×280mm扁挤压筒[19]。2014 年德国西马克美尔公司推出一款新型的铝材挤压机 (SMS Meer) ,与常规挤压机相比,能源节约 55% 以上,生产效率提高20%[20]。出现了多种抗拉强度达到1 500 MPa以上的高强度耐热工模具材料。俄罗斯制造的120 MN重型卧式挤压机用扁挤压筒内衬,在450℃~480℃工作条件下允许使用了几千小时,上万次挤压周期[19]。
3 扁挤压筒优化设计方法
为了提高扁挤压筒的使用寿命及挤压成品的质量,国内外的专家学者对扁挤压筒的结构、工艺方法及挤压过程提出了大量的改良,取得了显著成果。
3.1 扁挤压筒整体结构优化
赵云路[21]等通过改变内层厚度,将扁筒内层套外径由1130 mm减小为1040 mm,扁挤压筒最大工作应力下降7%~8%,内孔尺寸由850 mm × 250 mm变为850 mm×320 mm,扁挤压筒最大工作应力下降10%~12%,如表3所示。谢水生[22]等应用有限元法对过盈装配扁挤压筒的结构参数进行了系统的分析,通过参数优化,获得最佳的内中套、中外套过盈量及各层厚度,如图4、5所示。谷泽林[23]结合有限元软件、MATLAB优化工具箱和PYTHON 语言,以各衬等效应力最小为目标,各衬尺寸及过盈量为设计变量,使用遗传算法对挤压筒进行优化,通过21次迭代收敛,得到挤压筒最小应力的结构尺寸及过盈参数,提高了挤压筒的寿命,收敛情况如图6所示。

表3 扁挤压筒外径及孔型对最大装配应力的影响
图4 各层厚度对最大等效应力值的影响

图5 各层过盈量对最大等效应力值的影响
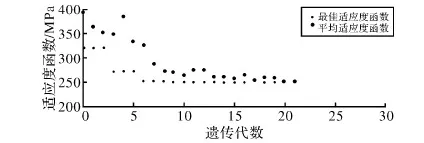
图6 适应度函数收敛情况
李燕[24]将神经网络技术和遗传算法思想引入到扁挤压筒结构优化设计中,得出一套可行的智能设计方法,如图7所示。冯秋红[25]等结合有限元模拟技术和BP 神经网络方法,建立了变过盈量下三层组合式扁挤压筒结构尺寸与各层等效应力分布、内腔位移之间的非线性映射模型,采用了向量评价法、最佳个体保存策略和小生境技术,选出满意解。范晔峰[26]等针对挤压筒结构设计、有限元强度计算、原材料选择、热处理及多层挤压筒过盈量的选定等影响挤压筒寿命的诸多问题进行了详尽的论述。对于两层扁挤压筒,当装配过盈量为2.9 ‰时,最大工作应力降低19.6% 。
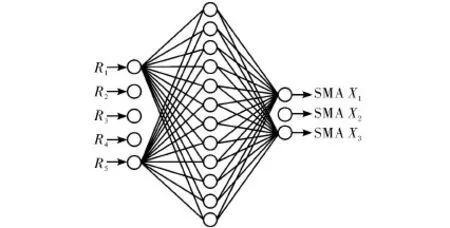
图7 两层BP神经网络模型
3.2 扁挤压筒内衬孔型优化
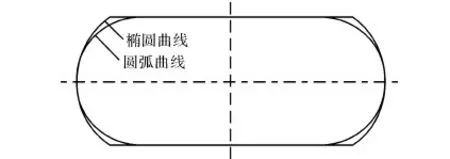
图8 内孔形状示意图
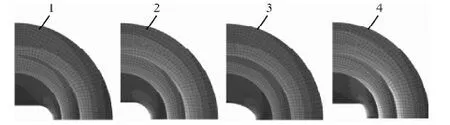
1、2.直线圆弧形优化前后 3、4.直线椭圆形优化前后图9 扁挤压筒孔型优化
刘全坤[30]等采用保角映射的方法,构造过渡曲面入口和出口复杂图形的解析函数,得出流线型过渡曲面有利于金属流动,并且有利于降低型腔面上的法向压力,可减少磨损、提高模具寿命。
3. 3 扁挤压筒新结构
在深入的研究扁挤压筒过盈量、尺寸结构及孔型对其应力峰值与过盈量的影响的同时,很多人另辟蹊径,考虑到扁挤压筒的新结构同样会给在某种程度上的增加扁挤压筒的使用寿命。前人提出了几种扁挤压筒新结构的设想,如图10所示。
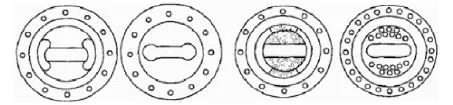
图10 内孔结构示意图
方清万[31]提出了一种扁筒的新结构,包括内衬圆环、上镶块和下镶块。上镶块和下镶块分别对称位于内衬圆环的内壁上共同形成扁筒的内套工作腔,改善内套工作腔直面与弧面交界处的应力分布,如图11所示。
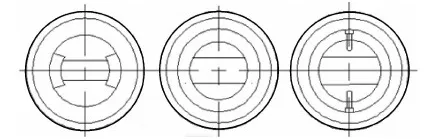
图11 上下镶块扁挤压筒新结构
肖大志[32]等提出来局部预压力结构扁挤压筒模型,通过模型的有限元分析结果可以看出,在同等条件下,可以使危险部位的等效应力降低32 %,如图12所示。李燕[33]等提出在椭圆形内层套的长轴和短轴方向上分别采用不同的过盈量,可以使内孔变形进一步均匀化,提高扁挤压筒的强度,如图13所示。通过削减扁筒外套两侧壁厚和在其内衬外表面打孔的新结构,与传统的扁筒设计结构相比,在同等条件下,可使危险部位的等效应力分别降低10 % 和2.5 %,如图14所示。

图12 局部预压力结构模型
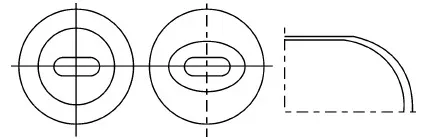
图13 局部过盈量扁挤压筒新结构
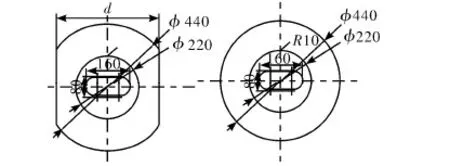
图14 扁挤压筒新结构尺寸图
3.4 温度场、应力场协同控制
因扁挤压筒结构不对称性造成同不同部位的温度边界条件不同,因此其内部热应力也是不均匀分布的。温度分布的均匀化能在一定程度上的改善其应力分布不均程度。
赵云路[21]等通过在衬套之间设有加热圈,使温度场变得更加均匀,进而使热应力下降,较之不带加热圈时热应力下降14 ‰,如图15、16所示。
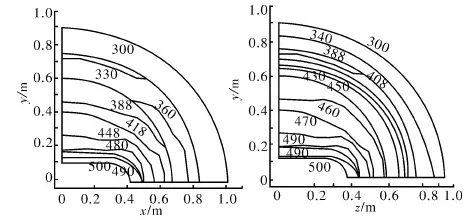
图15 有无加热圈时4层套扁挤压筒的温度场(左为无)
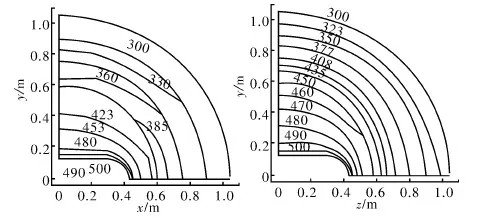
图16 有无加热圈时4层套扁挤压筒热应力分布图(左为无)
Robbins[34]等设计了一种衬套上加热孔分布的新结构,放置加热元件后使扁筒能够均匀受热,以降低开裂的可能,如图17所示。

图17 放置加热元件改善应力结构
侯文荣[35]提出,在坯料温度550℃、挤压筒温度520℃、挤压速度1mm/s的挤压条件较坯料温度500℃、挤压筒温度470℃、挤压速度3 mm/s的挤压条件下,型材横截面最大温差降低至31℃,有效减低挤压筒磨损,提高其寿命。杨文一[36]等提出加热器安装应接近挤压筒中心,尽可能减小外套与内衬之间温差,对挤压筒前、后两端以及顶部和底部应采用独立加热系统,如图18所示,通过多区加热元件正确定位,控制挤压筒温升和温差,可以使挤压筒温度及应力分布均匀,提高其使用寿命。
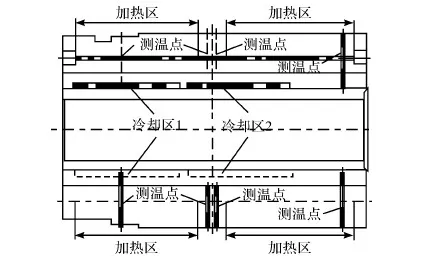
图18 多区加热系统
William Gordon[37]等利用适应性设计方法与上限模型结合,通过控制挤压变形过程的速度场,能够确定最佳模具形状。Amin Farjad Bastani[38]等制定不同的横向温度梯度,如图19所示,Zhi Peng[39]等通过改变垫片挤压速度,均为了实现等温挤压进而提高扁挤压筒的使用寿命。
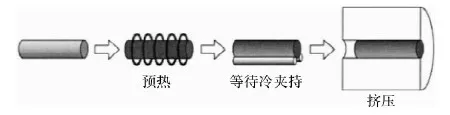
图19 坯料轴向温度梯度的实现
3.5 扁挤压筒新材料
扁挤压筒的材料的改良一直是提高扁挤压筒使用寿命的研究热点。为了提高扁挤压筒的使用寿命,Krumphals[40]等发现奥氏体热作工具钢Böhler W750,具有耐高温,强度高的特点,通过FE程序模拟在三个不同温度下的铜坯料的挤出工艺,发现该新材料具有优良的使用性能。C. Sommitsch[41]等基于铝挤压的示例,通过非弹性本构方程及有限元软件计算,得出热作工具钢BöhlerW300在挤压过程中的应力幅度和停留时间导致蠕变疲劳损伤。Sommitsch[42-43]等设计了一种高强度耐热材料以及优化了挤压过程控制步骤,利用Deform-2D变形模拟挤出过程,得到应力、温度及边界条件数据,导入到ABAQUS软件中,构建非弹性本构方程,确定其损伤模型。朱琳[44]等研究了国产H13钢的热处理工艺,运用正交分析法得到了H13钢在不同热处理工艺下σb、σ0.2、δ5、Ψ、Aku2的变化规律,及最佳热处理工艺。
3.6 扁挤压筒的保护
在挤压过程中,金属与挤压筒的粘合会影响挤压制品的表面质量及挤压筒的使用寿命。M.Kalin[45]等研究发现在挤压筒与铝合金坯料接触部分涂覆TiAlN,在200-300℃下接触摩擦力最低,挤压筒与铝合金坯料接触部分涂覆CrN,在400℃~500℃下接触摩擦力最低,有效降低磨损。 Birol[46]等通过渗碳处理及AlTiN涂覆AISI H13热作工具钢,保护钢基底免受与铝接触面的物理及化学作用影响,测得磨损率降低。
4 结论
近年来,我国在挤压制品的产量,重型及超重型挤压设备自主研发领域取得了诸多傲人成果,已然成为了全球第一挤压生产大国,但与挤压强国的目标还有一定差距。扁挤压筒优化的主要发展方向可以概括为三个方面:一是在扁挤压筒结构方面改良,削弱扁挤压筒工作状态应力峰值;二是多加考虑应力场与温度场协同作用对扁挤压筒使用情况的影响;三是新材料的研发,开发出高强度的热作磨具钢能从根本上解决现有扁挤压筒使用寿命短等诸多问题。
[1] Zhao Guoqun,Chen Hao,Zhang Cunsheng. Die optimization design and experimental study of a large wallboard aluminum alloy profile used for high-speed train[J]. International Journal of Advanced Manufacturing Technology,2014,09(74):1-4.
[2] 王登文,史爱萍. 铝材在铁路及城市轨道交通中的应用[N]. 中国金属通报,2011,05.
[3] 王祝堂. 铝挤压工模具开发的突破性进展[N]. 中国有色金属报,2009-06-11 (006).
[4] 张学军,唐思熠,肇恒跃,等. 3D打印技术研究现状和关键技术[J]. 材料工程,2016,44(02):122-128.
[5] 谢建新. 金属挤压技术的发展现状与趋势[J]. 中国材料进展, 2013, 32(05):257-262.
[6] 段丽华. 挤压筒内孔变形分析及结构优化研究[D]. 重庆大学,2012.
[7] Yang Qingshan,Jiang Bin,Dai Jiahong. Mechanical properties and anisotropy of AZ31 alloy sheet processed by flat extrusion container [J]. Journal of Materials Research,2013,05(28):1048-1154.
[8] 赵云路,薛荣敬,刘静安. 扁挤压筒设计[J]. 锻压技术, 2005(03): 87-90.
[9] 王勇,王丽薇,石如磐等. 36MN 镁挤压机扁挤压筒设计[J]锻压技术,2011,36(05):163-165.
[10] 谢水生,贺金宇,徐盈辉,等.扁挤压筒结构参数优化及分析研究[J].塑性工程学报,2001,8(04):26-29.
[11] 王祝堂. 中国铝挤压工业现状[J]. 有色金属加工,2016,45(01):1-5.
[12] 谢东钢,陈蕴博,郑文达等. 现代挤压装备的发展[J]. 中国材料进展, 2013, 32(05):264-265.
[13] 刘静安; 李党军; 单海珍;我国铝镁合金挤压工艺装备现状及技术创新与发展趋向铝加工 2015,222(01):51-54.
[14] 李一红,罗远新,马玲,等. 服役环境下材料蠕变对挤压筒过盈量的影响[J]. 中国机械工程,2016,27(16): 2236-2237.
[15] Abdelsalam, Ossama R. Design Optimization of Compound Cylinder Subjected to Autofrettage and Shrink-Fitting Processes[J]. Journal of Pressuer Vessel Technology-Transactions of the Asme,2013,04(135):2-5.
[16] Gerin, Benjamin. Beneficial effect of prestrain due to cold extrusion fatigue strength of a 27MnCr5 steel[J]. International Journal of Fatigue,2016,92(01): 345-359.
[17] 刘静安. 国内外铝挤压技术与装备现状及趋势[J]. 世界有色金属,2009(04):26-29.
[18] 谢东钢,陈蕴博,郑文达,等. 现代挤压装备的发展[J]. 中国材料进展,2013,32(05):264-268.
[19] 李燕. 扁挤压筒受力与变形分析及结构优化设计研究[D]. 合肥:合肥工业大学, 2005:1-6.
[20] 王祝堂. 铝挤压机发展路上的新里程碑: Hygr Ex 挤压机面世[J]. 轻合金加工技术,2016(02): 43-44.
[21] 赵云路,薛荣敬,刘静安. 扁挤压筒设计[J]. 锻压技术, 2005(03): 87-94.
[22] 谢水生, 贺金宇, 徐盈辉. 扁挤压筒结构参数优化及分析研究[J]. 塑性工程学报, 2001, 8(04): 26-29.
[23] 谷泽林. 组合结构挤压筒热力耦合分析及结构优化研究[D]. 秦皇岛: 燕山大学, 2014: 45-55.
[24] 李燕. 扁挤压筒受力与变形分析及结构优化设计研究[D]. 合肥:合肥工业大学, 2005:13-15.
[25] 冯秋红, 刘全坤, 胡龙飞. 基于多目标优化的扁挤压筒结构设计[J]. 中国机械工程, 2006, 17(17): 1850-1857.
[26] 范晔峰, 赵云路. 金属挤压用圆(扁)挤压筒优化设计与制造实践[J]. 铝加工, 2015(223): 53-59.
[27] 谢水生,贺金宇,徐盈辉等. 扁挤压筒内孔形状对应力分布的影响研究[J]. 塑性工程学报,2002, 9(03): 29-30.
[28] 刘志强,谢建新,刘静安. 大型整体壁板用扁挤压筒受力的有限元分析[J]. 锻压技术,1998(06):51-55.
[29] 王丽薇,郭玉玺,张亦工. 扁挤压筒应力场三维有限元分析[C]. //Lw2010第四届铝型材技术(国际)论坛文集. 广州:广东省有色金属协会,2011:610-614.
[30] 刘全坤, 冯秋红, 胡龙飞. 扁挤压筒过渡曲面建模[J]. 机械工程学报, 2007, 43(11): 183-188.
[31] 方清万. 一种扁挤压筒的内套及扁挤压筒[P]. 中国专利,WO2010145087 A1,2010, 12, 23.
[32] 肖大志,何高法,雷亚. 局部预压力结构扁挤压筒的分析研究[J]. 金属成形工艺,2001, 19(09): 17-19.
[33] 李燕,刘全坤,王匀. 预紧扁挤压筒内孔变形的研究[J]. 工程设计学报, 2004,11(03): 128-131.
[34] Paul Henry. Extrusion Press Container and Liner for Same[P]. United States Patent,WO2013037042A1,2013,03,21.
[35] 侯文荣. 铝合金型材挤压过程的传热行为与温度控制研究[D]. 北京:北京科技大学,2014.
[36] 杨文一,张亦工,魏敬忠. 挤压筒加热及温度控制问题的探讨[J]. 锻压技术,2011,36(02):104-105.
[37] William Gordon,Chester Vantyne,Y.H. Moon. Overview of adaptable die design for extrusions[J]. Journal of Materials Processing Technology, 2007,187(06):662-667.
[38] Amin Farjad Bastani, Trond Aukrust, Sverre Brandal. Optimisation of flow balance and isothermal extrusion of aluminium using finite-element simulations[J]. Journal of Materials Processing Technology, 2011, 211(04):650-667.
[39] Zhi Peng, Terry Sheppard. A study on material flow in isothermal extrusion by FEM simulation[J]. Modeling Simul. Mater.Sci.Eng. 2004(12):745-763.
[40] Friedrich Krumphals, Thomas Wlanis, Rainer Sievert, et al. Damage analysis of extrusion tools made from the austenitic hot work tool steel Böhler W750[J]. Computational Materials Science, 2011,50(02):1250-1255.
[41] C. Sommitscha, R. Sievertc, T. Wlanisa, et al. Lifetime evaluation of two different hot work tool steels in aluminium extrusion[C]. Proceedings of the 16th International Workshop on Computational Mechanics of Materials-IWCMM-16, 2008,43(01):82-91.
[42] C.Sommitsch, R. Sievert, Thomas Wlanis, et al. Modelling of creep-fatigue in containers during aluminium and copper extrusion[J]. Computational Materials Science, 2007,39(01):55-64 .
[43] C. Sommitsch, R. Sievert, Thomas Wlanis, et al. Lifetime evaluation of two different hot work tool steels in aluminium extrusion[J]. Computational Materials Science, 2008,43(01):82-91.
[44] 朱琳,贺金宇,谢水生. 扁挤压筒材料的性能试验研究[J]. 哈尔滨工业大学学报, 2000,32(05):38-41.
[45] M.Kalin, J.Jerina. The effect of temperature and sliding distance on coated (CrN, TiAlN) and uncoated nitrided hot-work tool steels against analuminium alloy [J]. Wear, 2015,330-331:371-379.
[46] Yucel Birol. Performance of gas nitrided and AlTiN coated AISI H13 hot work tool steel in aluminium extrusion[J]. Surface & Coatings Technology, 2012, 207(09):461-466.
Study on optimization of flat container
CHENG Xiao-le1,2,YIN Jun3,YANG Jian1,2,ZHANG Jun1,2,GUO Yong-an1,2
(1.China National Heavy Machinery Research Institue Co.,Ltd.,Xi’an 710032,China;2.State Key Laboratory of Metal Extrusion and Forging Equipment Technology,Xi’an 710032,China;3.Xi’an Polytechnic Uiversity,Xi’an 710048,China)
Flat container is the most effective tool for extruding large flat sheet. The design principles of flat container, the research status and the optimization of flat container were introduced. The stress peaks of flat container must be reduced by such as changing the structure, the pass, the temperature field and materials, and the service life can be prolonged.
flat container;pass;temperature field
2016-12-03;
2017-01-06
成小乐(1976-),男,高级工程师,博士。
TG375+.43
A
1001-196X(2017)04-0022-08
猜你喜欢
轻合金加工技术(2022年5期)2022-12-26
一重技术(2021年5期)2022-01-18
轻合金加工技术(2021年6期)2021-12-31
轮胎工业(2021年4期)2021-12-25
陶瓷学报(2021年2期)2021-07-21
重型机械(2020年3期)2020-08-24
石油管材与仪器(2020年3期)2020-07-03
门窗(2019年6期)2019-12-28
汽车科技(2019年1期)2019-02-25
科技视界(2017年1期)2017-04-20
