天文望远镜转接口的加工装夹
2017-08-09 09:54钟培荣
时代农机 2017年5期
钟培荣
(广东理工学院,广东 肇庆 526020)
天文望远镜转接口的加工装夹
钟培荣
(广东理工学院,广东 肇庆 526020)
文章主要通过对天文望远镜转接口的零件图分析,设计了该零件的整个加工工艺过程,并设计出一套非常实用的夹具,专门用于该零件的加工。
天文望远镜转接口;装夹;加工
1 零件图分析
该零件为天文望远镜的转接口,零件的材料6061-T6(铝合金),零件的毛坯外协加工。零件的外形规则,为套类零件,零件外形最大尺寸为 φ42.6mm,内孔最小尺寸为φ33.8+0.03/-0mm,尺寸精度要求极高,有一处1mm宽的薄壁,φ40.9mm-φ39.6mm=1.3mm,产品的单边最薄为0.65mm,该薄壁为此零件的加工难点,为此需要专门设计工装夹具。由要求得知该零件的材料所使用的是铝,铝本身属于较软的材料,加上又有0.65mm的薄壁,给加工增加了一定难度,且薄壁零件加工精度很难保证,主要影响有以下因素:①受力变形:因工件壁薄,在夹紧力的作用下容易产生变形,从而影响工件的尺寸精度和形状精度。②受热变形:因工件较薄,切削热会引起工件热变形,使工件尺寸难于控制。③振动变形:在切削力的作用下,很容易产生振动和变形,影响工件的尺寸精度、形状、位置精度和表面粗糙度。
2 加工工艺及装夹
天文望远镜转接口分几个步骤完成,主要加工过程如下:
(1)天文望远镜转接口的零件毛坯是与外面协作,由于零件套类圆柱形状,所以为了节省生产成本毛坯件做成空心件,根据零件的最小孔径尺寸预留5mm左右做成空心的,空心尺寸为φ33.8-5=φ28.8mm,毛坯的外形尺同样预留,零件的最大外圆尺寸为φ42.6mm毛坯件的外形尺寸定义为φ50mm。做好的毛坯件进行裁切,裁切尺寸80mm长,主要方便粗加工时车床好夹持,做好的毛坯件先进行表面清砂及去除毛刺。处理完成后要对毛坯件进行质检,主要检查毛坯件是否存在缺陷和毛坯尺寸是否符合要求。
(2)第二步,零件内孔尺寸加工,取检查合格的毛坯件固定在车床转动轴一端,选择35°内孔车刀加工至图面要求尺寸。
(3)第三步,对加工好的各尺寸进行测量检查。
(4)第四步,前面分析时有提到,该零件材料为铝合金易变形且有0.65mm薄壁,此时加工外圆时就要用到笔者设计的专用夹具,夹具的材料为防止变形和后续批量加工使用,材料选定为T10合金钢,首先车零件芯轴如图1所示,芯轴的前端尺寸做小于零件的尺寸(方便半成品的装卸),且做成带有斜度的,做斜度的目的是为了与另一端的夹具锥形轴做配合,具体如图2所示。

图1 与零件内孔配合的芯轴

图2 与芯轴配合的锥形轴锁紧装置
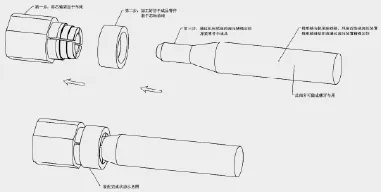
图3 装配示意图
(5)第五步,将已加工好内孔的半成品与芯轴配合,锥形轴固定于车床的尾座(尾座需要改装成液压装置,目的是为了定位准确,节省操作时间,不用每次都要校正锥形轴,从而达到批量生产的目的),装配示意图如图3所示。
(6)第六步,车削各外圆至尺寸要求,使用35°外圆刀及外槽刀。
(7)第七步,对加工好的各外圆尺寸进行测量检查,检查好的零件放置于专用的盘内,待品质人员做最后质检后入库。至此该转接口的车工部分已完成加工,其它技术要求按图面要求需要外协加工。
3 结语
文章重点是天文望远镜转接口的加工方法,并且设计配套的夹具,通过该夹具进行装夹加工,非常方便实用,节省了很多找正和装夹的时间,并且精度的要求也得到保证,适合批量生产该零件。相对于传统的车测加工方法该生产工艺具有一定的先进性和可行性。该加工方法在生产时节省了很多时间,提高了生产效率。利用该装夹的设计理念还可以将其应用到更多的类似零件的加工。
[1]劳动部教材办公室组织编写.车工工艺学[M].北京:中国劳动出版社,1996.
[2]黄鹤汀,吴善元.机械制造技术[M].北京:机械工业出版社,1997.
Construction of Telescope transfer Interface
ZHONG Pei-rong
(Guangdong Institute of Technology,Zhaoqing,Guangdong 526020,China)
Thispapermainly analyzes thewhole processof the partby analyzing the partsof the telescope,and designsa very practical fixture,which isspecially used for themachiningof the parts.
astronomical telescopeadapter;clamping;processing
TH751
A
2095-980X(2017)05-0113-01
2017-04-28
钟培荣(1981-),男,广东肇庆人,大学本科,讲师,主要研究方向:工业标准化。
猜你喜欢
一重技术(2021年5期)2022-01-18
铝加工(2020年3期)2020-12-13
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
凿岩机械气动工具(2017年3期)2017-11-22
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22