
换线中转站对快速换模效果的改善
2017-08-16 14:51邹培文陈再良
制造业自动化 2017年6期
邹培文,陈再良
(苏州大学 机电工程学院,苏州 2150060)
换线中转站对快速换模效果的改善
邹培文,陈再良
(苏州大学 机电工程学院,苏州 2150060)
快速换线技术(Quick Changeover)是精益生产中很重要的一部分,是企业充分实现多品种小批量的生产的前提。目前,国内外快速换线的发展更多是基于快速换模(Single Minute Exchange of Die, SMED)理论,在此基础上衍生出采用定制化思想实现SMED、将换线分为预换线阶段和正式换线阶段等方法,从而实现快速换线。但是目前快速换线的研究更多的是基于设备的研究,而忽略的对整体产线切换流程的优化。构建了基于快速换线技术,以整条生产线为研究对象,配合换线中转站的研究路线,充分发挥SMED对于设备切换的改善效果,使得产线整体的切换时间缩短70%。
快速换线;快速换模;换线中转站
0 引言
G公司有10条生产线负责生产近百种产品,称之为杂线(MIX LINE),平均每条生产线每天需生产3~5种产品,平均每次切换的时间在30分钟以上,意味着每天2~3小时没有生产输出,生产效率低下、设备利用率低,影响生产效率提升。对于这种多品种小批量生产的产线,单纯的对设备进行SMED改善效果并不佳。因此,选择其中一条生产线作为研究对象。
1 快速换线理论的研究现状
1.1 快速换模
快速换模,SMED(Single Minute Exchange of Die)是精益生产的重要工具之一,目的是为了设备的准备时间从而快速换模的要求。该方法是由日本的新乡重夫(Shigeo Shingo),日本丰田汽车工程师摸索出的一套应对切换时间长、切换作业浪费的方法,是日本人在工业工程领域重要的技术革新。SMED的目标是将换模时间减少到10min以内,它的核心思想是通过一系列的改善活动来减少换模作业中的浪费,让设备运行尽可能多的时间,并简化剩余流程使得生产过程更见流畅[1]。
1.2 快速换线
快速换线(Quick Changeover,QOC)是一个有组织的过程,可以缩短生产线生产不同产品间转换时间,提高转换的可重复性,确保在尽可能短的时间内转换成功并生产出合格产品,促使生产者可减少生产批量和降低库存水平而不影响正常操作。快速换线不同于快速换模,快速换模更注重于单个设备的切换,将设备作为研究对象来做,而快速换线是将一条产品线作为研究对象。快速换模理论带来最大贡献是关于内外部作业的定义,因此,对于整条生产线来讲,对于整个产品的切换应该进行内外部作业的区分与转换。在QCO的过程中,可能会包含多个SMED过程,代表着更直接的产品间的切换,更具备组织性与整体性。
2 QCO在杂线生产线的实施
2.1 现场现状分析
由于T公司目前根据订单生产,因此每天产线平均每天要有3~5个订单,订单的周期越来越短且紧急订单的比例越来越大,生产插单机会多。根据产品工时,计划部下达的计划理论上每条产线都应当具备足够的生产能力。然而现在的情况在于产线的生产能力并没有能力完成订单的生产,并且加班众多,甚至还会出现订单延期,从而导致目前生产部计划制定困难或需经常调整。这些情况均与杂线整体的换线时间就密切相关。
2.2 目前产品的切换分析
通过四周的观察,对现今的切换流程进行观察统计,详细记录了整个过程。统计结果如表1所示,可以看出在这整个换模过程中,27.5分钟,生产单元是不产生任何价值的。
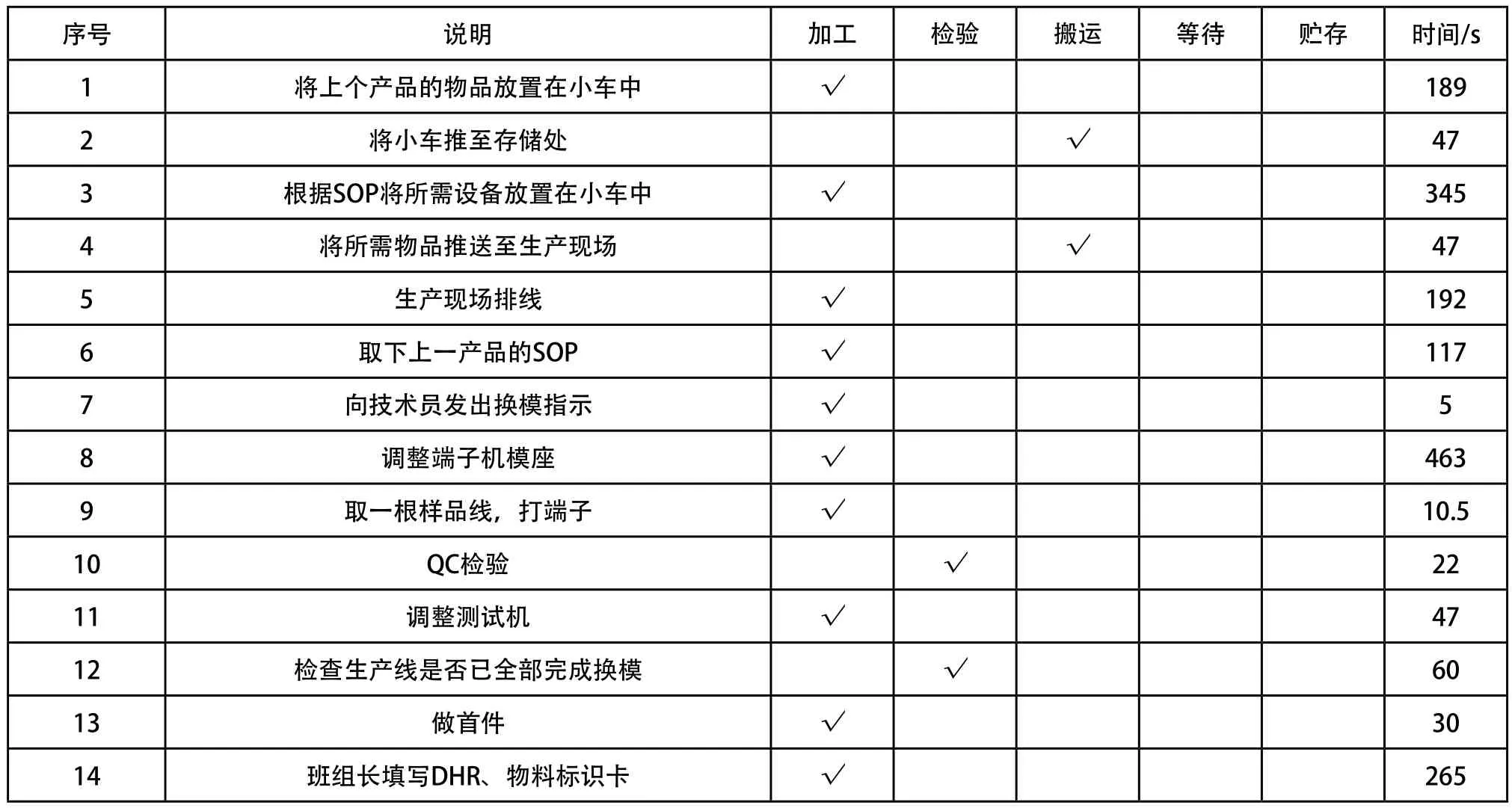
表1 现今生产线切换流程表
2.3 基于SMED理论对瓶颈工序端子机的切换进行优化
根据作业测定的方法,统计端子机切换操作流程与工时,如表2所示。
由表2可以看出,目前端子机换模的时间耗费最久的工序就属螺丝固定。

表2 端子机切换操作流程表
2.3.1 螺丝固定
设备换模,尽量减少使用螺母、螺丝的固定方式,尽可能用插销、压杆、中介夹具、卡式插座、轴式凸轮锁定等方式。如确需要螺栓、螺母固定方式,尽量减少上紧及取下螺母的时间,如U形或C形垫圈、凹形螺纹设计,被锁紧部位高度固定化,梨形洞紧固件等,都可以减少螺纹旋转的圈数[2]。
由于每份订单都需要打端子近千次且在量产的时候打端子仅需3s左右的时间,所以端子机模座的固定需要足够的强度。现在的固定方式采用如图1所示的楔形夹用螺丝锁紧固定,使用的工具是L型的六角螺杆。技术员携带所需的六角螺杆,在侧面松紧螺丝,由于强度的要求,需要紧固十几圈。这就造成了动作浪费和时间的浪费。
根据目前现场端子机的实际情况,在不影响紧固效果的情况下,定制如图2、图3所示带有把手的紧固螺丝。这样带来的好处在于,不需要专属的工具,可以直接手动拧紧,螺丝可以通过弹簧进一步加紧。经过时间研究,改善后紧固时间可由26.5秒缩短至13.4秒。

图1 楔形螺丝紧固模座

图2 带有把手的螺丝

图3 使用定制螺丝固定
2.3.2 消除调节
从表2可以看出自第5步至第15步均是在进行调整作业,共计用时474.13,占比45.8%,也就是说有一半的时间均是在进行模座调整。减少或者消除调节,关键调整参数一步设置到位。而在实际操作中,需要技术员不断摸索、试错确定准确位置,QC技术员不停在旁边测试,牵扯了人力又浪费时间。
1)调整刻度可视化。如图4所示,根据产品的需要在模座的相应位置增加位置刻度、标志线,模座的调整基于数据(量化)或精确目测,而不是靠直觉不断试错,这样可以提升作业效率。
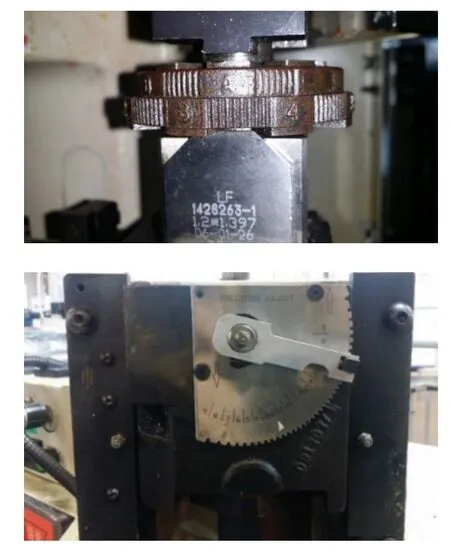
图4 模座的刻度线
2)换模作业标准化。过去换模作业存在不确定因素,不同技术员根据自己的个人经验以及现场的不断试错,花费的时间久。没有标准化,代表着没有人对人的经验和知识进行管理,每次换模操作都是一个全新的摸索过程。所以,要缩短换模流程,必须把工装模具、工具、操作流程、产品工艺参数等标准化。这样即使有其他技术员前来作业,亦可以快速调整到标准所需尺寸。
正如前文所讲,目前快速换模更多是针对这一部分的研究应用。通过对端子机快速换模的改善,可以明显缩短端子机的切换时间。但是,通过这部分的研究仅仅是缩短了设备的切换的时间,对于整个流程,尤其每天经历多次换线,改善效果并不大。
因此,以整条生产线作为研究对象,重新进行内外部作业的分离与转化。
2.4 生产线内部作业、外部作业的识别与转化
2.4.1 通过鱼骨图识别切换作业类型
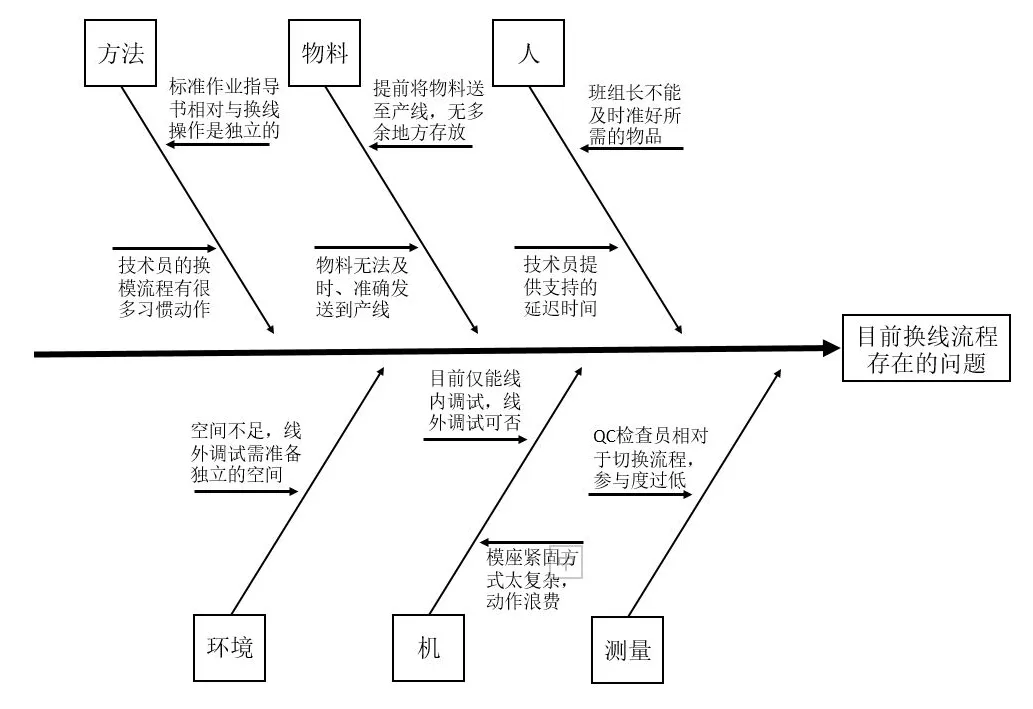
图5 目前换线流程的鱼骨图分析
鱼骨图又名因果图、石川图,是由石川熏先生发明。鱼骨图是图如其名的工具图,其形状正如一条鱼的完整骨刺,由“鱼头”、“主刺”、“副刺”组成[3]。而主刺典型的原因类别包括人力资源(Manpower)、机器(Machines)、材料(Materials)、方法(Methods)、测量(Measurement)和环境(Mother Nature)。
在生产线进行头脑风暴讨论,在白板上统计结果。由图5所示,由于没有区分内外部作业,几乎所有的作业都是内部作业,而技术员的工作基本是在停机之后才进行;且多数作业都属串联作业,存在严重的时间浪费。例如,停机后才开始安排各工位的作业内容、停机后才开始准备设备、调机时间随机多变难以控制等等。
2.4.2 内外部作业的转化
通过上述分析,设计初步的解决方案,通过多次讨论,评估方案的可行性,决定先采取以下措施:
1)设备的调整转到线外进行调试。
2)生产部门领取物料、标签、模具等工作,可由班长提前半天进行。
3)完善员工能力矩阵。
4)部分产品的调整与检验采用并行作业。
通过内部作业转向外部作业的活动,排线切换产品的时间只有更换设备、更换作业指导书等的558s,极大提高了产线的利用率。
2.5 优化内部作业
对于内部作业即停机后的作业时间必须尽量缩短,缩短停机时间。就目前改善后的换线工作来看,只有更换设备这一项操作为内部作业。
2.5.1 快速工装夹具的使用
针对目前杂线设备的使用情况,需要固定的设备只有测试机底座。现在使用固定测试机底座的工具如图6所示是U型夹,紧固方式靠的是螺丝拧紧固定.存在问题主要有:首先,数量的欠缺,由于数量不足,有时需要用胶带固定,这种方式显然不符合质量的要求;其次,固定主要基于U型夹下方的螺丝拧紧,照成动作的浪费且操作起来极其不方便;磨具设计不合理,由于定位螺丝的关系,夹具只能勉强夹在精益管上,可靠性难以保证。

表3 改善后换线统计表

图6 目前所使用的U型夹
针对这种情况,根据产线的使用情况,主要有两种方案:
1)取消夹具紧固。永久固定测试机,这种方案带来的弊端在于使这个工位丧失柔性,也就失去做快速切换的真正意义。
2)使用更简单的夹具、一扣即好的U型夹。采用如图7所示的更可靠的U型夹,紧固方式放弃螺丝,使用基于杠杆原理的夹具固定。通过这种方式,可以极大缩短固定设备的时间,从紧固一个U型夹花费34秒缩短至11秒即可完成固定。

图7 快速紧固夹具
2.5.2 实施并行作业
现行的换线作业员工不参与换线作业,技术员在生产线完成设备调整,生产线班组长完成生产线布局。这样的操作方式大大降低了换线效率。因此,根据这种情况,由于所有的调整作业都放置在线外进行,所以班组长只需将换模完成的设备放置在液压车上。现场生产单元采用U型生产单元,班组长只需推车进入,操作工只需回身更换设备。这样,使得线组人员参与到换线作业中。
由表4可以看出,通过快速夹具与并行作业使得生产现场排线、更换设备由381秒缩短至212秒。
2.6 换线中转站的建立
所谓换线中转站之所以叫中转站,并不是说是简单的将中央仓库分割出来一部分转移到产线,其不足5平米的场地也不允许这么做,而是仅对外部换模作业牵连到的生产资料进行管理。换线中转站中所保留的SOP、模座、文件等,其保存期不得超过两天的库存[4]。班组长负责换线中转站的日常管理,技术员每天检查换模所需设备的质量并及时更新,从而保证生产所需。换线中转站的存在也使得整个快速换线作业的切换时间得到极大的缩短,对整个生产周期的缩短是很有帮助的。
为了减少生产准备人员的外部换模时间,迷你仓库内部的准备工作也应尽可能的缩短时间,因此,我们对于换线中转站进行基于5S和目视化的管理。
1)换模平台的管理。
由于换线中转站要负责整个外部换模操作,因此,对于换模作业所需的平台应该有特定要求,以符合建立换线中转站的本质是缩短整体的换模周期。
因此,在中转站,选择的换模平台是液压车。如图8所示,技术员在液压车上完成端子机模座的切换。这样的好处在于,液压车上下高度调节方便,可以根据技术员的不同调整至技术员最舒服的位置;其二,在换线中转站完成切换的设备需要搬运到产线进行更换,而是用液压车可以调节完便将调整好的设备搬运到产线,减少搬运动作;其三,对于目前U型线的生产单元,液压车一进一出便可完成整体生产线的切换。

表4 内部作业优化完成后改善效果图
【】【】

图8 液压车进行换线作业
2)换线中转站的布局
如图9中标记区域,根据目前产线的布局,选择产线中间的部分作为换线中转站的地址。在这个区域,不影响生产线的运作,同时也不影响杂线之外其他生产单元的运作。同时,在液压车完成各设备的换模后,可以直接运送至各产线。
3 结束语
相当于预换线阶段的外部换线时间,通过建立换线中转站,从而缩短切换时间、系统管理外部换线作业的执行,充分发挥了SMED对于设备的改善效果。通过对杂线前后分析改善,有效提升了设备利用率、减少了生产周期,最终将生产线整体切换时间缩短70%。
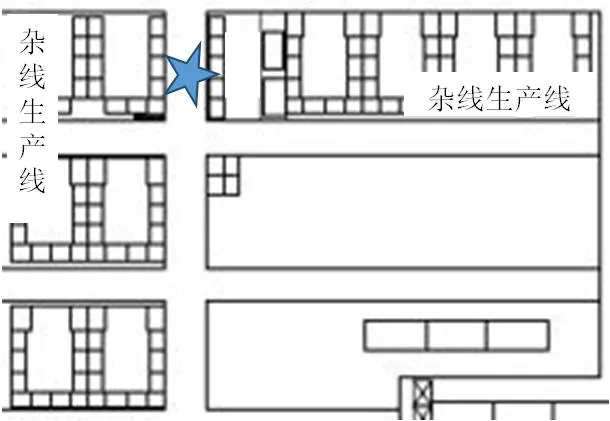
图9 换线中转站布局
虽然快速换线方法看似很简单,但是在具体在实施的过程中应该时刻注意:快速换线理论最大的贡献在于内部作业、外部作业的定义。灵活使用内部作业、外部作业,对于进一步实现各个部分快速换线具有重要意义。
本文通过案例分析,为多品种小批量企业,尤其产线产品众多、每天需要多次换线的企业提供有益参考和借鉴意义。
[1] James P.Womack. Lean Thinking[M].机械工业出版社,2015,1.
[2] 叶永伟,王晓恩,林海,江叶枫.冲压设备快速换模技术研究[J].机械制造,2010,5.
[3] 孟亮.基于改进鱼骨图的X公司QC过程优化研究[D].山东大学,2016.
[4] 陈贤生.G公司快速换模的应用研究[D].华南理工大学,2015.
Changeover station to improve the efectiveness of SMED
ZOU Pei-wen, CHEN Zai-liang
TP29
:A
1009-0134(2017)06-0120-06
2017-04-14
国家自然科学基金(51475315);江苏省科技厅资助项目(BY2016043-02,BA2014004);青海省科技厅资助项目(2014-Z-Y09,2014-GX-219)
邹培文(1991 -),男,山东人,硕士,研究方向为精益生产。
猜你喜欢
山东冶金(2022年4期)2022-09-14
幼儿画刊(2022年6期)2022-06-06
当代陕西(2022年6期)2022-04-19
上海建材(2021年1期)2021-11-22
阅读(科学探秘)(2020年4期)2020-07-04
制造技术与机床(2019年12期)2020-01-06
电子制作(2019年20期)2019-12-04
表面工程与再制造(2019年6期)2019-08-24
物流科技(2018年1期)2018-02-03
安全(2015年6期)2016-01-19
