
微合金元素镍和铌对金属粉芯焊丝焊接接头性能的影响
2017-09-15 08:11刘政军裘荣鹏苏允海
焊接 2017年8期
刘政军 裘荣鹏 武 丹 苏允海
(沈阳工业大学材料科学与工程学院,沈阳110870)
微合金元素镍和铌对金属粉芯焊丝焊接接头性能的影响
刘政军 裘荣鹏 武 丹 苏允海
(沈阳工业大学材料科学与工程学院,沈阳110870)

在自行研制的高强钢金属粉芯焊丝的基础上,通过拉伸试验、冲击试验等方法分别研究了微合金元素镍和铌对高强钢焊接接头力学性能的影响,并结合金相分析、扫描电镜分析、化学成分分析等方法从组织和成分的角度对两种微量合金元素的影响机理进行了合理的解释。结果表明,微合金元素镍具有增加焊缝组织中贝氏体和马氏体组织含量从而提高焊接接头强度的作用,并能促进针状铁素体形成而改善接头低温冲击韧性;微合金元素铌同样具有促进焊缝组织形成针状铁素体作用,同时通过细化晶粒和沉淀强化提高接头的抗拉强度。
金属粉芯焊丝 高强钢 Ni Nb针状铁素体
0序 言
低合金高强度钢具有强度高、可有效减轻设备自重、高使用寿命、高工作效率,以及降低原材料消耗等优点而广泛的应用在工程机械、高层建筑、油气运输、海洋设施和压力容器制造等行业中[1-3]。在建筑行业中,工程结构不断向超高层和大跨度方向发展,因此对钢材的强度级别要求越来越高。但随着钢材强度级别的提高,其冶炼轧制工艺和化学成分等与普通强度级别钢材有了较大的差别,造成高强钢的焊接难度大,容易产生缺陷,尤其是其低温冲击韧性很难保证,因此对焊接材料也提出了更高的技术要求。高强钢焊接要实现接头良好的强韧性匹配,可以通过控制焊缝金属的成分获得良好韧性的组织来实现[4-5]。在这方面,焊丝因成分易于调节而具有优势,特别是金属粉芯焊丝。金属粉芯焊丝具有无渣或低渣性、良好的操作性、熔敷效率高等优点,尤其是合金成分的过渡系数高,从而可实现对焊缝金属成分的有效控制[6-7]。据研究,Ni元素是奥氏体稳定化元素,可通过固溶强化来提高强度,具有细化晶粒、降低冲击转变温度作用而改善低温冲击韧性。Nb元素在焊缝金属中具有细化晶粒和沉淀强化的作用而提高强度和韧性[8-9]。因此,文中在自行研制的960 MPa高强钢金属粉芯焊丝成分中加入微量Ni和Nb元素,研究不同Ni和Nb的含量对高强钢焊接接头力学性能和组织的影响,寻求提高接头强度和低温冲击韧性的方法。
1试验材料和方法
试验母材为舞钢产的WQ960钢,尺寸为300 mm× 100 mm×10 mm,其化学成分见表1。金属粉芯焊丝为自行制备,由宝钢产SPCC钢带经轧制、拉拔而成,钢带尺寸为10 mm×0.3 mm。焊丝成分中主要合金体系为Mn-Mo-Cr,分别以电解锰粉、钼粉和金属铬的形式加入,微合金元素Ni和Nb以镍粉和铌铁形式加入,其余成分还包括钛粉、硼铁、铝粉和铁粉,粒度均在150~ 180 μm之间,使用前经150℃×5 h烘干以去除粉体中的水分。
表1 Q960钢化学成分(质量分数,%)

C Si Mn Cr Ni Mo Nb Ti B 0.18 0.5 1.6 0.8 1.0 0.6 0.05 0.03 0.005
焊接前母材需经刨床开60°V形坡口,坡口两侧30~50 mm需打磨露出金属光泽,并用丙酮清除油污。焊接时采用钨极氩弧焊,平焊位置5层7道焊接;焊接电流为190~250 A,电弧电压为28~32 V,气体流量为18~20 L/min,焊丝伸出长度为12~15 mm,层间温度控制在100℃左右。焊后按照GB/T 17493—2008《低合金钢药芯焊丝》标准制备试验试样,拉伸试验和冲击试验分别按照GB/T 2652—2008《焊缝及熔敷金属拉伸试验方法》和GB/T 2650—2008《焊接接头冲击试验方法》标准进行,低温冲击试验温度分别为0℃,-20℃,-40℃和-60℃。冲击试验采用夏比V形缺口,其位置为焊缝中心,断口在JSM-6460 OLV型扫描电子显微镜上观察。焊接接头金相试样位置为垂直于焊缝横截面,研磨后用4%硝酸酒精溶液腐蚀10~15 s,在奥林巴斯GX-51显微镜下观察。焊缝金属中各元素化学成分是通过钻粉法测量。
2试验结果与分析
2.1 Ni对焊缝金属组织及接头性能的影响不同
Ni含量的高强钢金属粉芯焊丝焊接接头抗拉强度和断后伸长率如图1所示。为保证试验结论的可靠性,每种Ni含量取3个拉伸试样,算其平均值画图。从图中可以看出,焊缝金属中添加Ni元素能够显著提高高强钢焊接接头的抗拉强度,且随着Ni含量的不断增加,强度呈小幅度增加,最大强度可达1 021 MPa。但高强钢焊接接头断后伸长率随着焊缝金属中Ni含量的增加而持续下降,尤其是当Ni含量大于1.22%后下降明显。
表2和图2为不同温度下不同Ni含量高强钢金属粉芯焊丝焊接接头焊缝处冲击吸收能量,每种Ni含量取5个冲击试样,取其平均值画图。在每一个温度下,接头冲击吸收能量均呈现出随着Ni元素的加入而提高,当Ni含量达1.22%后降低的趋势,可见在一定范围内Ni元素加入到焊缝金属中确有提高接头冲击韧性的作用。按GB/T 17493—2008《低合金钢药芯焊丝》标准,即使在试验温度为-60℃时,焊缝金属中Ni元素含量为1.22%的冲击吸收能量值仍为27.9 J,满足标准规定要求。

图1不同Ni含量的焊接接头抗拉强度及断后伸长率
图3为焊缝金属中没有Ni元素与焊缝金属中含1.22%Ni元素的焊接接头焊缝区显微组织照片。当焊缝金属中没有微量合金元素Ni的时候,接头焊缝处的显微组织由铁素体、贝氏体和少量针状铁素体组成。与之相比,当焊缝金属中Ni元素含量为1.22%时其组织中出现了马氏体组织,同时贝氏体和针状铁素体组织逐渐增多。据研究证明[10],当焊缝金属中马氏体和贝氏体含量增加时会显著提高焊接接头的强度和硬度,但会降低塑形和韧性。同时,当焊缝金属中有针状铁素体的时候,因针状铁素体组织为大角度晶界,会增加断裂时裂纹扩展路径,使焊接接头冲击韧性提高,尤其是对接头低温冲击韧性有很大的改善作用。当焊缝金属中Ni元素含量超过1.22%后,焊接接头的强度继续小幅度增加,但塑形、韧性显著下降,主要原因是在焊缝组织中贝氏体和马氏体含量增加的影响超过了针状铁素体的细化作用和对韧性的改善作用。

表2 Ni元素含量不同时不同温度下焊接接头冲击吸收能量
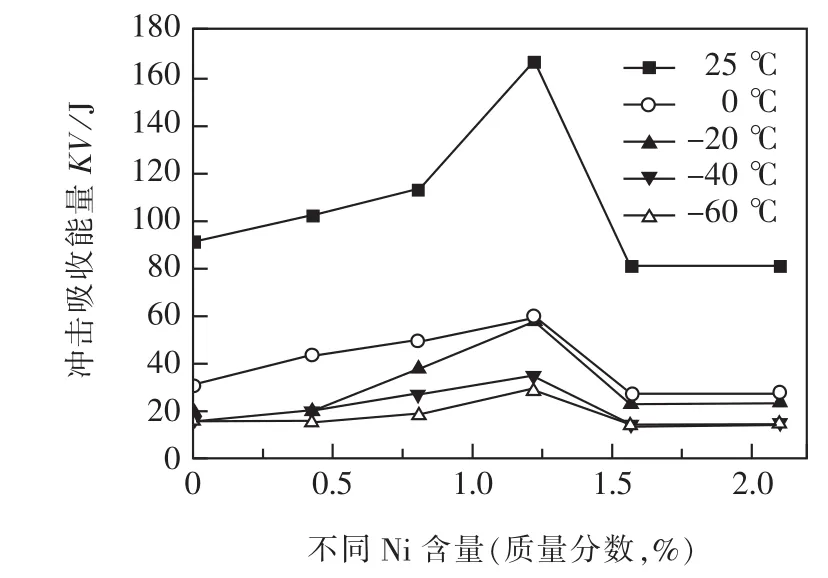
图2焊接接头冲击吸收能量变化曲线
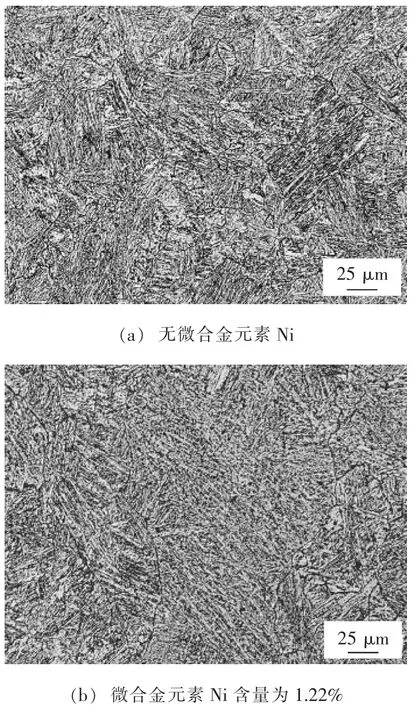
图3焊缝金属显微组织
图4为焊缝金属中无Ni元素与含1.22%Ni元素的焊接接头焊缝处冲击试样断口扫描照片。可以看出,当焊缝金属中没有微量合金Ni元素的时候,冲击试样在25~-60℃之间断口均为解理断口,呈现河流状花样,且随着试验温度的降低,断口愈发呈现脆性特征。当焊缝金属中添加1.22%Ni元素后,在各试验温度下断口呈现出韧性断口特征,有大量的韧窝和撕裂棱,但随着试验温度的降低,韧窝数量逐渐减少,韧窝变浅,局部出现脆性断裂特征。
2.2 Nb对焊缝金属组织及接头性能的影响
图5为不同Nb含量对高强钢焊丝焊接接头抗拉强度和断后伸长率的影响结果。从图中可见,当焊缝金属中微量合金Nb元素含量不高时,随着Nb元素含量的增加焊接接头抗拉强度略有增加,变化不大;但当焊缝金属中微量合金Nb元素达到0.05%之后,焊接接头抗拉强度显著增加。与之相比,焊接接头断后伸长率随焊缝金属中微量合金Nb元素的增加先是呈增加趋势,当焊缝金属中Nb元素含量达到0.05%之后,接头断后伸长率呈明显下降趋势。图6和表3为不同Nb含量高强钢焊丝焊接接头在不同试验温度下的冲击吸收能量。从表3中可以看出,当焊缝金属中微量Nb元素含量在0.03%~0.09%时,在-60℃的温度下,焊接接头焊缝处冲击吸收能量仍然可以达到GB/T 17493—2008《低合金钢药芯焊丝标准》要求。从图6中可以看到,在每个试验温度下,焊接接头焊缝处冲击吸收能量均随着焊缝金属中Nb元素含量的增加先是增加而后降低,均是当焊缝金属中Nb元素含量为0.05%时达到最大值。

图4冲击试样断口形貌
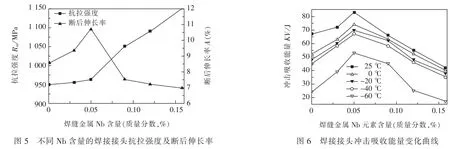

表3 Nb元素含量不同时不同温度下焊接接头冲击吸收能量
图7为焊缝金属中无Nb元素和含0.05%Nb元素的金相组织照片。当焊缝金属中无Nb元素时,组织主要由铁素体和珠光体组成,含有少量贝氏体。当焊缝金属中含有0.05%Nb元素时,焊缝金属中存在大量的针状铁素体组织,还有板条铁素体和块状铁素体组织,且晶粒明显细化。如前所述,针状铁素体组织可有效改善焊接接头的韧性和塑形,尤其是低温冲击韧性,因而在各试验温度下0.05%Nb元素含量的冲击吸收能量值最大。这是因为Nb元素在焊缝金属中可以延迟奥氏体再结晶,降低相变温度,因而促进针状铁素体的形成。但是在较大的冷却速度下,含有Nb元素的焊缝组织中容易形成贝氏体,同时Nb元素在焊缝金属中可形成细小的碳化物和氮化物,抑制奥氏体晶粒长大,从而细化铁素体晶粒,在铁素体中沉淀析出,通过固溶强化、相变强化和析出强化来提高焊接接头的强度,因而焊接接头强度大幅度提高[11-12]。
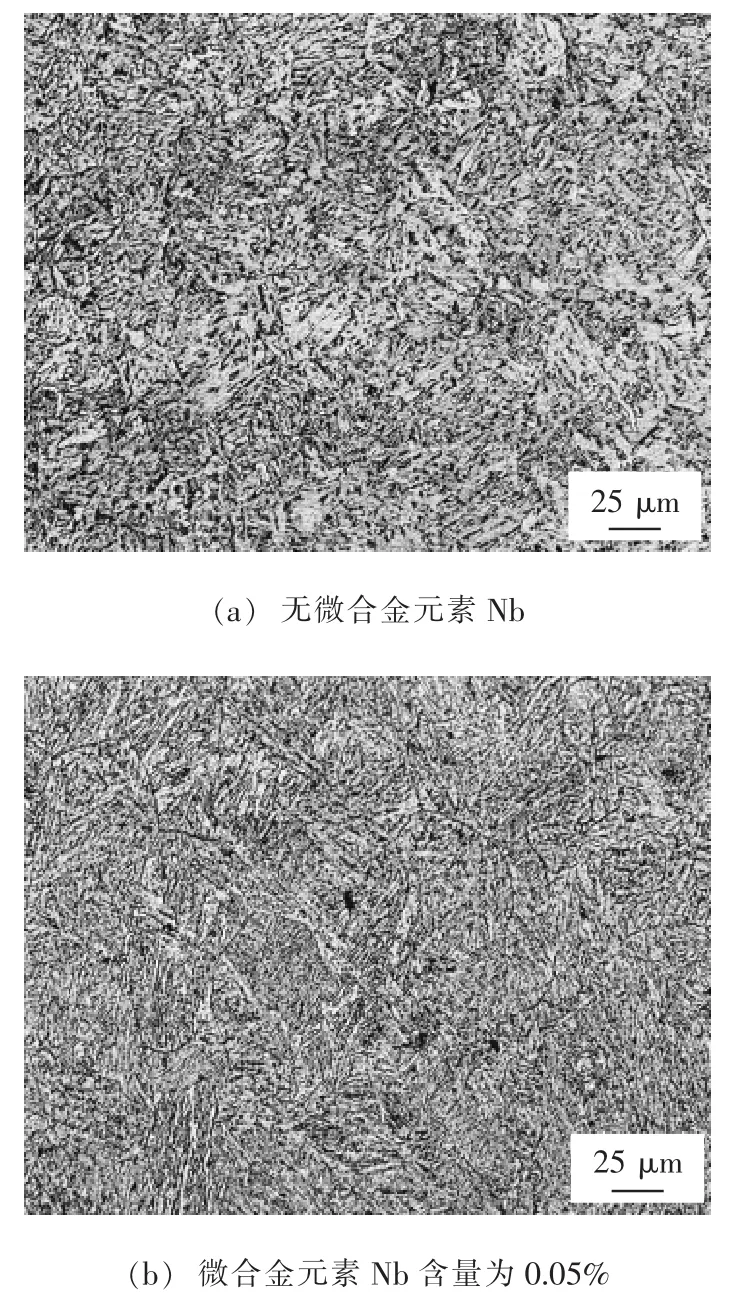
图7焊缝金属显微组织
图8为不同温度下焊缝金属中无Nb元素和含0.05%微量Nb元素高强钢焊丝焊接接头焊缝处冲击试样断口扫描照片。可见,当焊缝金属中无Nb元素时,冲击断口除常温冲击外,基本为脆性断口特征,略有少量韧窝;当焊缝金属中加入微量合金元素Nb时,其各试验温度下冲击断口具有韧窝特征,为韧性断口,且当焊缝中含0.05%微量Nb元素时,韧窝较深,有大量撕裂棱。可见,加入微量合金元素Nb确有提高焊接接头冲击韧性的能力。
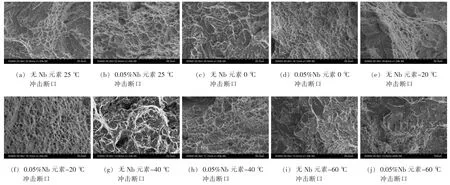
图8冲击试样断口形貌
3结 论
(1)高强钢金属粉芯焊丝中加入微量合金元素Ni可提高焊接接头的抗拉强度,但会降低塑形。但合适的加入量会因组织中形成大量的针状铁素体而有效改善接头的低温冲击韧性,在冲击温度为-60℃时仍可满足要求。
(2)微合金元素Ni对高强钢焊接接头强度和韧性的影响主要与组织中的贝氏体、马氏体与针状铁素体的比例有关。其中,贝氏体和马氏体增多会显著提高接头的强度,而针状铁素体影响着焊接接头的冲击吸收能量,尤其是低温冲击吸收能量。
(3)高强钢金属粉芯焊丝中加入微量合金元素Nb可通过细化晶粒和沉淀强化作用而提高焊接接头强度,通过促进针状铁素体的形成而提高低温冲击韧性。Nb元素最佳的加入量为0.05%左右。
[1] 杨晶晶,张勇福,吴 润,等. 700 MPa低合金高强钢微观组织及强化机制研究[J].热加工工艺,2013,42(19):33-35.
[2]杨富强,宋仁伯,孙 挺,等. FeMnAl轻质高强钢组织和力学性能研究[J].金属学报,2014,50(8):897-904.
[3]吴兴欢.先进高强钢的焊接性研究现状与趋势[J].焊接技术,2014,43(3):1-5.
[4]王元清,刘希月,石永久. 960 MPa高强度钢材极其焊缝低温冲击韧性试验研究[J].建筑材料学报,2014,17(5):915-919.
[5]高有进,王 乘,徐宗林.屈服强度900 MPa级高强钢焊接工艺[J].焊接学报,2007,29(9):103-107.
[6]洪 波,张明华,尹付成.高强韧轨道交通用钢药芯焊丝的力学性能及组织分析[J].焊接学报,2017,38(4):67-71.
[7]栗桌新,刘秀龙,李 虹,等.高强钢焊材及焊接性的国内外研究进展[J].新技术新工艺,2007(5):16-18.
[8] 薛飞飞,张英乔,孟庆润,等.镍、铬对高强钢金属粉芯型药芯焊丝熔敷金属组织与性能的影响[J].电焊机,2014,44(5):89-92.
[9]甄翠娜,孙 浩,陈雨来,等. Nb、Mo含量对高钢级管线钢组织性能的影响[J].热加工工艺,2010,39(8):45-48.
[10]李 强,王新华,李海波,等.低合金高强钢中非金属夹杂物的改性[J].北京科技大学学报,2012,34(11):1262-1267.
[11]叶晓瑜. Nb、Mo元素对X70级管线钢组织和硬度的影响[J].钢铁,2012,47(3):80-83.
[12]王凤琴,解家英,胡本芙. X70管线钢中含Nb相的析出行为[J].北京科技大学学报,2011,33(11):1354-1359.
刘政军,1962年出生,博士,教授,博士生导师,中国焊接学会理事。主要从事焊接冶金、特种焊接材料及表面强化等方面的研究,先后承担国家省市级科委等科研项目23项,已发表学术论文100余篇。
《焊接》杂志经过多项学术指标综合评定及同行专家评议推荐,被收录为“中文核心期刊”及“中国科技核心期刊”(中国科技论文统计源期刊),是焊接行业独家“双核心”技术类期刊。
2017-03-22
TG422.3
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
电焊机(2022年5期)2022-06-01
陶瓷学报(2021年4期)2021-10-14
失效分析与预防(2021年6期)2021-02-15
金属加工(热加工)(2020年9期)2020-11-04
金属加工(热加工)(2020年12期)2020-02-06
中国金属通报(2019年6期)2019-08-20
童话世界(2018年8期)2018-05-19
金属加工(热加工)(2018年2期)2018-03-22
