帘线钢连铸坯中心偏析控制技术的应用现状
2017-09-28 03:17丁瑞锋张大伟王艳红冯士超
上海金属 2017年4期
丁瑞锋 张大伟 王艳红 冯士超
(1.鞍钢股份有限公司技术中心,辽宁鞍山 114009;2.鞍钢股份炼铁总厂,辽宁鞍山 114021)
帘线钢连铸坯中心偏析控制技术的应用现状
丁瑞锋1张大伟2王艳红1冯士超1
(1.鞍钢股份有限公司技术中心,辽宁鞍山 114009;2.鞍钢股份炼铁总厂,辽宁鞍山 114021)
介绍了国内外钢厂帘线钢的生产工艺,并重点介绍了帘线钢连铸坯中心偏析的控制措施,包括轻压下技术、电磁搅拌技术、低过热度浇铸技术和结晶器喂带技术。分析讨论了各种技术在改善帘线钢内部质量方面的特点,指出合理地组合使用这些技术才能取得更好的效果。同时,对浦项、宝钢、武钢等钢厂帘线钢连铸生产实绩进行了详细介绍。
帘线钢 生产工艺 中心偏析 轻压下 电磁搅拌 低过热度浇铸技术 结晶器喂带技术
钢帘线主要用于轮胎子午线骨架,具有强度高、韧性好的特点,是线材制品中要求极高、生产难度最大的产品之一。由于钢中碳的质量分数大于0.70%,浇注时受高的碳含量和方坯凝固特性的影响,铸坯中心偏析尤为严重。因此,帘线钢对碳的中心偏析有严格要求,一般要求碳中心偏析指数<1.05。高碳钢的碳偏析是造成钢的内部质量和性能不均匀的主要因素,在拉丝和扭转过程中易引起断裂。因此,在连铸过程中应采取相应措施,以减轻铸坯中心的碳偏析。
1 帘线钢的生产现状
目前,帘线钢的生产有两种路线,一种是以日本神户、新日铁、韩国浦项为首的大方坯路线。由于大方坯是开坯两火成材,且钢材变形比较大,因此在偏析的控制上具有先天的优势,但成本较高。另一种是以欧洲为首的小方坯路线,采用的是低过热度、二冷强冷加末端搅拌技术,虽然与大方坯相比有一定差距,但也能较好地控制偏析,基本满足φ0.15 mm以上级别钢帘线的生产要求。由于小方坯是一火成材,与大方坯生产工艺相比节约了成本,具有价格优势。我国帘线钢生产采用大方坯路线的有宝钢、鞍钢、武钢、兴澄特钢、南钢、邢钢,采用小方坯路线的有首钢、沙钢、青钢、湘钢等。一些钢厂帘线钢的生产工艺见表1。
2 帘线钢铸坯中心偏析控制技术

表1 一些钢厂帘线钢的生产工艺[1- 2]Table 1 Production processes of tire cord steel at some plants[1- 2]
低过热度浇铸、结晶器电磁搅拌(M- EMS)、凝固末端电磁搅拌(F- EMS)、热压下(TSR:Thermal Soft Reduction)或机械轻压下技术(MSR:Mechanical Soft Reduction)被认为是最有效的防止铸坯产生中心偏析和中心疏松、提高铸坯内部质量的方法。其中,因为热收缩在较大断面浇铸时失效,使得TSR用于断面不超过150 mm×150 mm的方坯浇铸中。同MSR相比,TSR设备的主要特点是结构简单、体积小、投资少[7]。目前,工业上得到大规模应用的是电磁搅拌技术和轻压下技术。
2.1 轻压下技术的应用
国内外大量生产实践表明,轻压下技术无论对板坯还是方坯的中心偏析和疏松都有良好的控制效果,因其直接作用于中心偏析发生的位置,控制缺陷效果明显。目前,应用最广泛的轻压下技术采用的是辊式轻压下方式,该技术在本质上同辊缝收缩技术相同。二者的区别在于:不进行轻压下时的辊缝是根据钢种的凝固收缩特性设定好一定的锥度,对铸坯凝固收缩量的补偿有限;而进行轻压下时,则要使轻压下区域的辊缝具有更大的收缩率,以便阻止铸坯中钢液的补缩填充。
实施轻压下操作时,轻压下的位置、压下量是该技术的核心,同时保证轻压设备状态稳定、压下量准确是实现帘线钢稳定、批量生产的前提。
曹磊等[8]在工业试验的基础上,对高碳钢大方坯实施轻压下后铸坯中心区域产生严重的负偏析与微弱的正偏析的形成机制进行了探讨与分析,研究发现:铸坯实施轻压下后,优先生长的上下两层的树枝晶会在外力的作用下发生碰撞、折断破碎,折断破碎的细小晶粒在钢液的强迫流动作用下随机漂流到铸坯中心区域成为新的晶核,从而使其周围钢液先凝固,形成负偏析;此后富集元素钢液凝固形成微弱的正偏析。
2.2 电磁搅拌技术的应用
对于心部质量特别是中心碳偏析要求较高的钢种,如钢轨钢、轴承钢、弹簧钢、帘线钢等,单一的结晶器电磁搅拌工艺难以满足心部质量的严格要求,需要采用复合搅拌工艺。目前,在高碳钢大方坯连铸中应用最多的是M- EMS+F- EMS。为保证F- EMS搅拌效果,其安装位置一般在液心φ60~80 mm处为佳[9],并允许调节。
2.3 低过热度浇铸技术的应用
帘线钢生产中,钢水过热度应严格控制在15~25 ℃的水平[10]。控制钢水过热度是获得良好内部质量的关键操作,对小方坯生产组织来说存在一定的难度,而大方坯则比较容易实现。通常的连铸工艺要将钢水过热度降低到液相线附近浇铸几乎是不可能的,因为这会造成水口堵塞,钢包和中间包严重结壳,也不利于中间包内夹杂物的去除。
早在20世纪90年代初,比利时冶金研究中心(CRM)开发了一种称为空心喷出式水口(Hollow Jet Nozzle)的新型水口[11- 12]。该水口可在不改变中间包钢水温度、不改变连铸机主体结构的条件下实现接近液相线温度的低过热度浇铸。其基本思路是将普通的浸入式水口改造成换热器,如图1所示。换热器内设一个用耐火材料制作的钢水分布帽使钢水改变流向,并与铜质水冷换热器发生热交换,达到降低结晶器内钢水过热度的目的。在卢森堡阿尔贝德(ARBED)厂6流方坯(200 mm×200 mm)连铸机上进行的工业试验表明,当浇钢速度为20~25 t/h,中间包钢水过热度为15 ℃时,结晶器内钢水过热度为0 ℃(如图2所示)。采用HJN低过热度浇铸后,高碳钢(w([C])=0.8%)铸坯中心偏析基本消除,凝固组织得到细化。

图1 低过热度浇铸的空心喷出式水口(HJN)Fig.1 HJN for low superheat casting
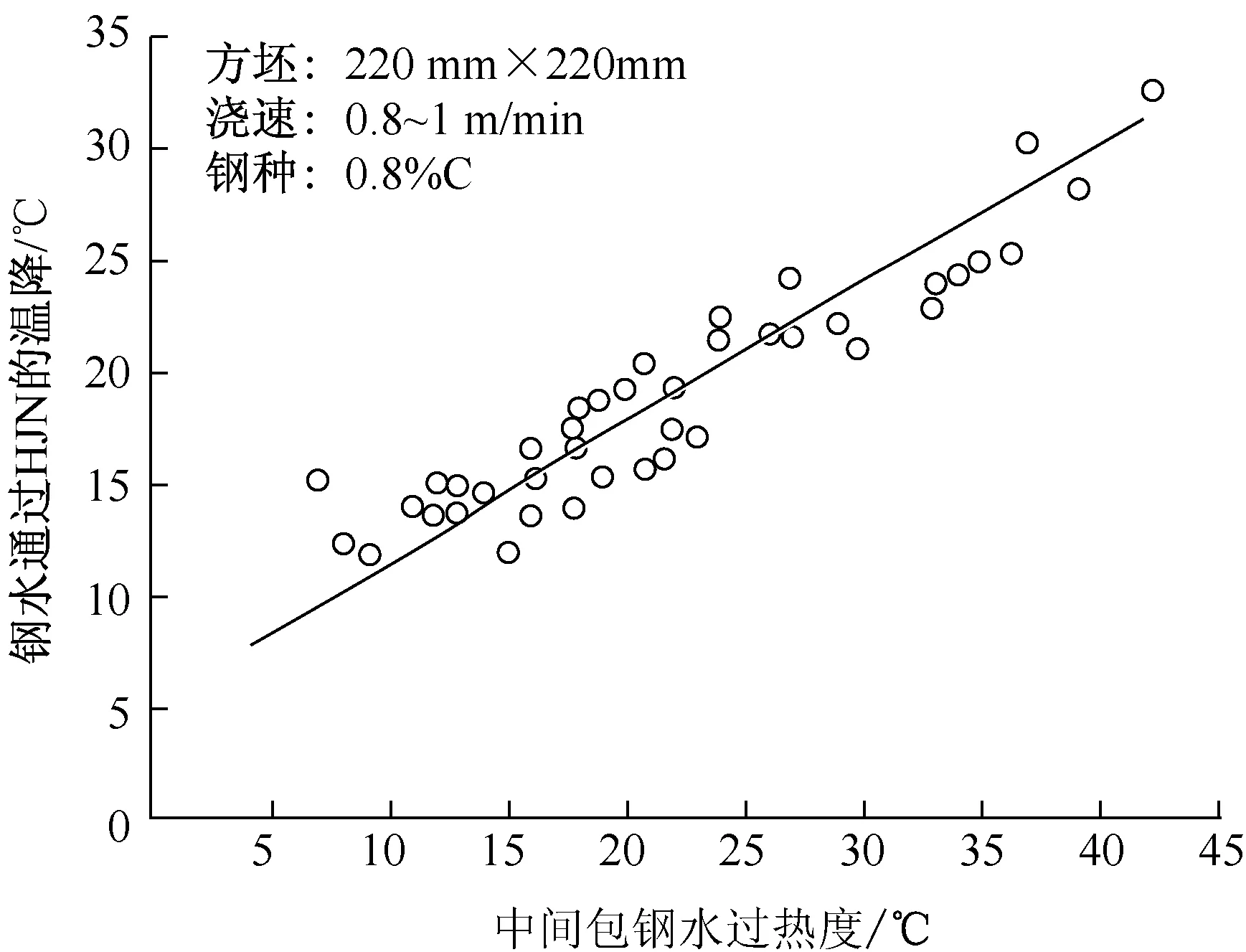
图2 钢水流经HJN时的温降Fig.2 Temperature drop of the molten steel during flowing through HJN
英国钢铁公司和日本神户钢铁公司也在低过热度浇铸技术方面做了大量研究[13- 14],所设计的换热器与CRM开发的略有不同,但在试验过程中均可有效地降低结晶器内钢水浇铸温度。其中,神户钢铁在小方坯浇铸过程中采用的气冷水口在配合使用M- EMS技术时可实现温降达30 ℃。
淮钢[15]在其他方坯铸机采用冷却水口浇铸断面为150 mm×150 mm的中、高碳钢时,可使结晶器内钢液过热度的下降幅度达到14 ℃以上,铸坯等轴晶率提高了8%~24%,中心偏析和缩孔严重程度也有所降低。
无论使用轻压下技术还是电磁搅拌技术来减轻铸坯的中心偏析,降低钢水过热度在连铸过程中都非常重要,同时还要重视钢包和中间包的热工工作,尽可能降低过程中的热损失,以确保浇注过程钢水温度的稳定。
2.4 结晶器喂带技术的应用
虽然电磁搅拌技术和轻压下技术都可以很好地改善中心偏析情况,但是电磁搅拌技术容易在铸坯中形成负偏析带,轻压下技术设备要求高,压下位置要求高。低过热度浇铸技术要求温度控制严格,容易堵塞浇注口。为此,乌克兰亚速钢铁公司成功开发了结晶器喂钢带技术[16],其模型如图3所示。其原理是,将普通碳素钢带喂人结晶器钢液中,借助钢带融化吸热有利于降低结晶器内钢液的过热度,改善钢液结晶过程,使由表及里的结晶过程变为断面几乎同时进行的结晶过程。
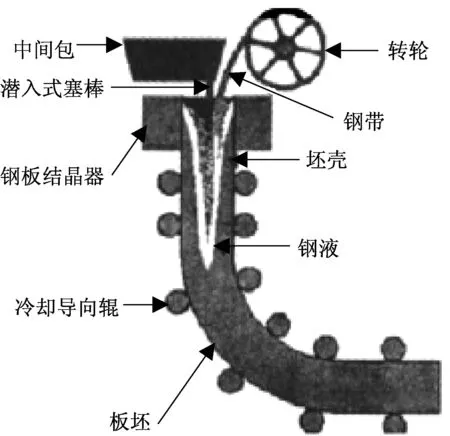
图3 连铸结晶器喂钢带模型示意图Fig.3 A model for the steel strip- feeding of mold technology
结晶器喂带技术具有较为突出的优点: 直接影响铸坯内部组织的凝固与结晶机制,降低钢水过热度,缩短液相穴深度,减少柱状晶,增加等轴晶,改善铸坯凝固组织,减轻中心偏析。此外,该方法投资少,能源消耗少,运行成本低,设备维护和检修方便,效果明显[17- 18]。
3 连铸生产实绩
3.1 浦项
浦项在2002年对线材轧机和大方坯连铸机均进行了改造,改造后的连铸机轻压下参数见表2[19]。在帘线钢浇铸过程中,浦项除采用轻压下技术外,还采用了低过热度浇铸技术和EMS技术。其中,在中间包采用了等离子加热技术,可使中间包钢水过热度控制在13 ℃左右。
2008年,浦项投产一台三流大方坯连铸机,铸坯断面尺寸400 mm×500 mm,主要用于生产碳质量分数高达0.82%的轮胎帘线钢。浦项厂新建大方坯连铸机侧视图如图4所示。
为了更好地发挥轻压下效果及满足节能要求,浦项设计采用8台平面和凸状压下辊组合,其中前4台为平面压下辊,后4台为凸状压下辊。轻压下区域位于浇铸中心固相分数为0.2~0.8的范围,总压下量达到14 mm,铸坯中心碳偏析指数≤1。

图4 浦项厂新建大方坯连铸机侧视图Fig.4 A side view of the new bloom caster in Pohang Works of POSCO

表2 浦项连铸机轻压下参数Table 2 Specifications of soft reduction units of POSCO caster
3.2 宝钢
宝钢[20]大方坯连铸机配备了结晶器电磁搅拌和DANIELI公司开发的九机架轻压下系统。通过理论计算、实验室研究和大生产验证,获得了帘线钢轻压下的最佳窄窗口工艺,总压下量达24 mm的大压下设计,突破了常规轻压下在8~10 mm的范围,其轻压下工艺参数见表3。表4为日本普里斯通采用电子探针定量分析的方法对宝钢高强度帘线盘条碳和锰最大偏析度的评价结果。

表3 宝钢帘线钢轻压下工艺参数Table 3 Specifications of soft reduction units to produce tire cord steel of Baosteel

表4 宝钢高强度帘线盘条最大偏析度的评价结果Table 4 Evaluation results of maximum center carbon segregation for Baosteel high strength tire cord
3.3 武钢
武钢一炼钢分厂[21- 22]在浇铸帘线钢时,将中间包钢水过热度范围由原来的17~34 ℃调整为18~28 ℃,拉速控制在1.0~1.3 m/min(基本稳定在1.1和1.3 m/min),并采用合适的电磁搅拌和凝固末端轻压下技术,使帘线钢WLX72A和WLX82A连铸坯平均中心碳偏析指数分别控制到1.042和l.027,综合合格率均达到99.97%。其中,对WLX82A选用大压下量,总压下量为11.5 mm;WLX72A采用小压下量,总压下量9 mm。
3.4 兴澄特钢
江阴兴澄特钢[23- 24]帘线钢72A(C 0.71%~0.72%,Mn 0.50%~0.60%,Si 0.22%~0.30%,P≤0.010%,S≤0.008%,N≤0.003 0%,Al 0.000 2%~0.000 6%,Ti≤0.001%,质量分数)的浇铸工艺参数控制如下:钢水过热度10~20 ℃,拉速0.98 m/min,二冷比水量0.32 L/kg,结晶器冷却水量220 m3/h,结晶器电磁搅拌频率1.5 Hz、电流500 A。在上述工艺条件下进行了F- MES的工艺研究,结果表明,当离钢液弯月面8 m处以18 Hz、450 A进行F- MES时,可使帘线钢72 A铸坯的中心碳偏析指数≤1.05。进一步研究表明,采用轻压下技术后,可使铸坯中心碳偏析指数降低至1.02以下。轻压下区域位于浇铸中心固相分数为0.3~0.9的范围,压下量为8 mm。
4 结束语
电磁搅拌、低过热度浇铸和轻压下技术在改善帘线钢等高碳钢内部质量方面都有各自的特点,合理地组合使用这些技术才能取得更好的效果。大方坯连铸一般都配备轻压下或者重压下装备,能显著减轻中心偏析。采用小方坯连铸,一般不配备压下装置,即使是采用强冷工艺和电磁搅拌,也难以有效解决中心偏析问题。对于小方坯连铸机,常规轻压下技术(机械轻压下)的应用效果还有待进一步验证,在必要时可以考虑采用热轻压技术来改善铸坯内部质量。
[1] ZHANG L N, WANG Y, ZHOU D, et al. Inclusion control in tire cord steel[C]//MS & T Conference Proceedings. 2004: 703- 714.
[2] 回士旭,徐龙,王志义,等. 化学成分和控冷工艺参数对XGLX82A力学性能影响[C]//无锡:全国轧钢生产技术会议. 2014:955- 959.
[3] 张剑锋,李国忠,许晓红.高质量钢帘线用钢的开发及国产化[J].中国冶金, 2012, 22(1):377- 381.
[4] 李玉华,郑建强,林国强. 南钢80级帘线钢的开发[J]. 中国冶金, 2011, 21(8):12- 15.
[5] 王世芳,麻晗,峰公雄. 连铸坯中心偏析对LX72A钢帘线合股断丝的影响[J]. 特殊钢, 2011, 32(4):31- 33.
[6] 王军. 湘钢帘线钢炼钢工艺控制[J]. 金属材料与冶金工程, 2010, 38(1):26- 29.
[7] SIVESSON P, HALLEN G, WIDELL B. Improvement of inner quality of continuously cast billets using electromagnetic stirring and thermal soft reduction[J]. Ironmaking & Steelmaking, 1998,25(3):239- 246.
[8] 曹磊,祭程,杨吉林,等. 轻压下帘线钢大方坯成分偏析特征及形成机制[J]. 钢铁, 2010, 45(8):44- 46.
[9] 黄社清,茆勇,龚志翔. 结晶器电磁搅拌技术的应用实践[J]. 安徽冶金科技职业学院学报, 2005(4):13- 16.
[10] 赵烁, 古隆建, 钟毅. 国内外帘线钢生产现状及发展趋势[J]. 四川冶金, 2008, 30(4): 62- 66.
[11] NAVEAU P, WILMOTTE S, ALBREEQ C. Casting at near liquidus temperature[C]//METEC Congress 94, 2nd European Continuous Casting Conference, 6th International Rolling? Conference Dusseldorf. 1994: 228- 233.
[12] NAVEAU P. Development of a heat exchanger for casting with low superheat[J]. La revue de Metallurgie CIT, 1993: 395- 401.
[13] 薛正良,李正邦,张家雯. 高碳钢连铸方坯中心偏析[J]. 炼钢, 2000, 16(1):56- 60.
[14] AYATA K, MORI H, TANIQUCHI K, et al. Low superheat teeming with electromagnetic stirring[J].ISIJ International,1995, 35(6):680- 685.
[15] 杨武,仇圣桃,陶红标,等. 降低过热度对方坯凝固组织的影响[J]. 钢铁, 2010, 45(2):45- 48.
[16] ISAEV O B. Effectiveness of using large cooling elements to alleviate axial segregation in continuous- cast ingots[J]. Metallurgist, 2005, 49(7):324- 331.
[17] 陈辉,张立,赵素.连铸中心偏析控制研究进展[J]. 热加工工艺, 2012, 41(9):45- 51.
[18] 李维彪,王芳,齐凤升. 结晶器喂钢带连铸坯凝固过程的数学模拟[J]. 金属学报, 2007, 43(11):1191- 1194.
[19] KYUNG S, JONG M. A new large bloom caster for high grade steel at Pohang Works of POSCO[C]//AISTech 2007 Proceedings.2007:1- 10.
[20] 刘俊江, 黄子阳, 王洪兵. 宝钢电炉大方坯产线技术进步[C]//上海:第四届宝钢学术年会.2010: 157- 160.
[21] 彭冰. 帘线钢连铸坯中心偏析的控制技术[J]. 武钢技术, 2010, 48(5):45- 47.
[22] 李生华, 黄坤平, 罗辉. 利用拉矫机进行轻压下的技术改造与实践[J]. 冶金设备管理与维修, 2005, 23(3):22- 23.
[23] 章照,刘荣泉,朱国荣,等. 原位分析在改善帘线钢中心偏析上的应用[J]. 现代冶金, 2014, 42(5):24- 26.
[24] 谢文新,许晓红. 末端电磁搅拌参数对帘线钢72A铸坯中心碳偏析的影响[J]. 特殊钢, 2010, 31(1):28- 29.
收修改稿日期:2016- 08- 01
ApplicationStatusofCenterSegregationControlTechnologyfortheContinuousCastingTireCordSteel
Ding Ruifeng1Zhang Dawei2Wang Yanhong1Feng Shichao1
(1. Technology Center of Angang Iron & Steel Co.,Ltd., Anshan Liaoning 114009, China; 2. Ironmaking Plant of Angang Iron & Steel Co.,Ltd., Anshan Liaoning 114021, China)
The production processes of tire cord steel at home and abroad were introduced, focusing on the control measures of center segregation of continuous casting steel, including soft reduction, EMS, low superheat casting and steel strip- feeding of mold technology. Then the characteristics of the various technologies in regard to improvement in center segregation of tire cord steel were analyzed. It was pointed out that a combination of these methods can achieve better effect. At the same time, actual production practices in some plants were also described in detail, such as POSCO, Baosteel, WISCO and so on.
tire cord steel,production process,center segregation,soft reduction,EMS,low superheat casting,steel strip- feeding of mold technology
丁瑞锋,女,硕士,工程师,电话:13841257985,Email:dingruifeng22@163.com
猜你喜欢
轮胎工业(2023年2期)2023-02-21
昆钢科技(2022年2期)2022-07-08
橡胶科技(2021年7期)2021-07-20
山西冶金(2021年2期)2021-05-26
山东冶金(2021年2期)2021-05-17
昆钢科技(2021年1期)2021-04-13
冶金设备(2020年2期)2020-12-28
山东冶金(2019年5期)2019-11-16
新疆钢铁(2018年2期)2018-08-07
山东冶金(2018年2期)2018-05-11