缸孔珩磨工艺研究与应用
2017-10-17 03:42张来文范习民刘海报
汽车实用技术 2017年18期
张来文,范习民,刘海报
(安徽江淮汽车集团股份有限公司,合肥市 230601)
缸孔珩磨工艺研究与应用
张来文,范习民,刘海报
(安徽江淮汽车集团股份有限公司,合肥市 230601)
缸孔平台网纹珩磨是缸孔加工的新工艺,有利于提高缸孔精度,改善发动机的动力性、经济性和耐久性能。介绍了通过平台珩磨工艺参数调整,解决了某柴油机的缸孔珩磨工艺参数设计中存在的问题,使各项粗糙度评价指标达到了设计要求。
缸孔;平台珩磨工艺;粗超度
Abstract:Cylinder bore platform honing is a new process for cylinder hole machining, which is beneficial to improve the power, economy and durability of the engine. This paper introduces the adjustment of technological parameters of platform honing, and solves the problems existing in the design of Honing Parameters of a diesel engine cylinder bore, so that each roughness evaluation index meets the design requirements.
Keywords: Cylinder bore; Honing process platform; Roughness
CLC NO.: U466 Document Code: A Article ID: 1671-7988 (2017)18-259-04
引言
气缸套的内孔是内燃机的重要支撑面,承受燃烧过程中产生的高温、高压和交变应力,其表面含油量影响排放和摩擦,需要很低的表面粗糙度,高精度的缸孔尺寸、形状和位置,且具有合适的贮油能力[1]。
某柴油发动机缸孔珩磨加工不满足设计要求,通过对检测数据进行SPC过程分析, 对机体镗孔过程中刀具转速、进给量和切削量参数,以及珩磨过程中珩磨头转速、进给量、切削量和扩张压力参数进行优化后,机体缸孔珩磨质量得到显著提升,各项达到了设计要求。
1 缸孔平台珩磨工艺及评价指标
1.1 缸孔珩磨工艺的发展
发动机的缸孔基本上都是按照:粗镗-半精镗-精镗-珩磨的工艺流程来加工。珩磨工艺的发展可分为四代:
第一代珩磨为手动或脉冲间歇式液压膨胀进给,这种珩磨只进行一个阶段的珩磨,一般不分粗珩和精珩。其缺点是珩磨压力不稳定,影响加工的形状精度,尺寸控制完全靠工人的经验和不断地停机测量来保证,加工出来的缸孔质量水平低且难以稳定。
第二代珩磨为两阶段(粗珩、精珩)的自动液压膨胀进给珩磨。特点是两组不同的珩磨油石在同一个珩磨头上呈对称、间隔分布,粗珩、精珩条由特殊的液压双联进给系统自动控制,可在一次装夹中完成粗、精珩,缸孔尺寸采用气动非接触式主动测量装置进行自动控制。
第三代珩磨为三阶段(粗珩、基础珩及平台珩)的平台珩磨或滑动珩磨。机床的主动测量系统和控制系统与第二代相似但更趋智能化,但珩出的缸孔表面结构性能得到巨大提升。
第四代珩磨以激光珩磨为代表,它不是传统意义上的接触式的机械加工,而是通过光导系统将激光器产生的光束聚焦到孔壁上,经过数控系统可以保证激光加工头灵活地按照用户所要求的表面结构进行加工,缸孔表面更加规则、理想;但是,激光珩磨设备维护成本昂贵,技术含量高,操作复杂,对维修人员要求素质高,维修难度大,在国内应用较少。
目前,乘用车用发动机的缸孔珩磨工艺大都是平台珩磨或滑动珩磨,这两种珩磨分别为欧洲的两大主流珩磨机厂家发展的不同方向,其中,Gehring珩磨机主要是以平台珩磨为主,向激光珩磨方向发展;而Nagel珩磨机主要是以滑动珩磨为主,向螺伞滑动珩磨方向发展[3]。
1.2 平台网纹珩磨的加工工艺
所谓平台网纹珩磨,就是通过珩磨,在缸孔表面形成细小的沟槽,这些沟槽有规律地排列形成网纹,并由专门的珩磨工艺削掉沟槽的尖峰,形成微小的平台[2]。
珩磨前缸孔需要进行粗镗、半精镗和精镗。粗镗——去除多余金属,消除缸孔毛坯误差;半精镗——为精镗建立尺寸精度、孔的形状精度,为精镗做好准备;精镗——欲确保珩磨具有高的精度和稳定的质量,必须珩磨余量适当、基础精度适当(孔的圆度、柱度、尺寸精度和表面粗糙度),精镗就是为珩磨做准备,留有合适的珩磨余量、提供合适的基础精度。
平台珩磨是在对已磨合完的发动机缸孔表面进行微观分析和研究的基础上,开发的一种珩磨工艺。平台珩磨的显著优点为:良好的表面耐磨性、油膜储存性,可使用低摩擦力的活塞环、降低机油消耗。平台网纹珩磨的基本工艺为:粗珩→精珩→平台珩。粗珩是修正和稳定精镗后的形状精度,此外还要形成一个基本的表面结构,提高孔的形状精度,降低孔的表面粗糙度,为精珩做好准备。精珩是更换珩磨油石,进一步提高孔的尺寸精度、形状精度、降低表面粗糙度,在缸孔表面形成均匀的交叉网纹,使缸壁的宏观几何形状将得到改善,并且表面的基本结构C也将被加工出来。平台珩是更换油石,去除沟痕波峰,使表面基本结构C的表面尖峰将在几秒钟内被珩磨掉,从而形成一个小平台,该小平台也就是所谓的平台支承表面,该平面的表面光洁度很高,同时又具有较高和较好的支承率。平台珩去掉表面波峰形成平台即可,加工余量较小,最好与精珩磨一次安装加工完成,否则重复定位误差将破坏平台珩磨精度。
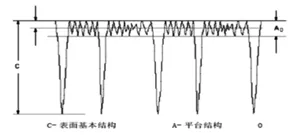
图1 理想的缸孔表面
实现平台珩磨的珩磨头的结构特点一般在平台珩磨刀具上有两套不同的砂条,它们各自配有一套独立的涨刀装置。一套砂条用于平台基本结构珩磨(精珩), 另外一套砂条则是用于平台表面加工(平台珩)。该双进给刀具也以用于粗珩和精珩,如图2所示。

图2 平台珩磨头
这种刀具主要的优势是:可在同一个工位一次装夹,使用同一根主轴就可进行两次不同的珩磨加工。除了在经济性上有明显优势外,它还可以保证稳定的平台表面[3]。
1.3 影响平台珩磨的因素
珩磨砂条的选择是制定缸孔珩磨工艺的一个至关重要的条件,砂条的烧结技术直接影响砂条的质量。一般来说,珩磨砂条主要采用氧化铝(Al2O3)、碳化硅(SiC)、立方氮化硼(CBN)和金刚石等磨料。常见的结合剂有陶瓷结合剂、人造树脂结合剂、铜基金属结合剂、银基结合剂以及钴基结合剂等。
上换向点和下换向点的设置直接影响缸孔形状,如图 3所示。一般来说,珩磨时砂条的伸出长度为砂条本身长度的三分之一被证明是最理想的,当伸出长度上下对称时,我们可以得到一个理想的圆柱度,如图3中a所示;若砂条伸出长度太大时,因砂条的很大一部分在孔的上下两棱被磨利,并在这一区域造成很大的切削量,且由于砂条和孔壁的贴靠面积减小,从而增大了涨刀压力,也会造成大量切削,从而造成两端喇叭口的形状,如图3中b所示;若砂条伸出长度过小,砂条会在孔的中间部位形成过量切削,从而造成腰鼓性的孔,如图3中c所示。

图3 珩磨上换向点和下换向点位置
除了珩磨砂条及珩磨加工参数对加工质量及效率有重大影响外,珩磨液对加工质量也是很重要的。珩磨液要求黏度低,具有极好的渗透性、润滑性和排屑性,要有很强的清洗能力以保持珩磨油石的自砺和微孔的畅通,并且要求抗烟雾性好,燃点高。
目前所使用的珩磨液可分为两大类:油基和水基珩磨液。两种冷却液各有优缺点,油基优点是渗透性、润滑性好,排屑性和清洗能力强,缺点是燃点低、抗烟雾性差,废弃时难以处理且不环保;对水基珩磨液来说,优点是安全性、环保性好,抗烟雾性好,冷却性好,可进行处理以适应环保要求,缺点是渗透性、润滑性差。近年来,欧洲一些国家越来越流行使用水基珩磨液替代珩磨油以适应日益严格的环保要求。总体来说,每个具体的珩磨加工参数的确定是需要根据实际的工艺参数和工件的测量结果来设定[3]。
1.4 平台网纹珩磨的优点
平台网纹珩磨在缸孔表面形成的这种特殊结构有如下优点:
1)微小的平台增加了接触面积,削掉尖峰,消除了表面的早期快速磨损,提高了表面的耐磨性。
2)细小的沟痕形成良好的储油空间,并在缸孔表面形成良好的油膜,降低了缸孔表面与活塞及活塞环的摩擦,因而可以使用低摩擦力的活塞环。
3)细小的沟痕形成良好的储油空间,减小了机油的散失,进而降低了机油消耗。
4)珩磨后在缸孔表面形成了无数微小的平台,增加了缸孔与活塞及活塞环的接触面积,加大了缸孔表面的支撑度,减少了缸孔的初期磨损,因此减少了缸孔的磨合时间,甚至不用磨合[4]。
1.5 平台网纹珩磨表面质量的评定
珩磨加工结束后的表面粗糙度、平台结构、网纹角和沟槽形态等均需要得到正确的测量和分析,一般由粗糙度仪器检测完成[5]。对于缸孔平台参数一般按照GB18778.2-2003标准规定的5项粗糙度指标来评价,分别为Rk、Rpk、Rvk、Mr1和Mr2,如图4所示的ABBott曲线。
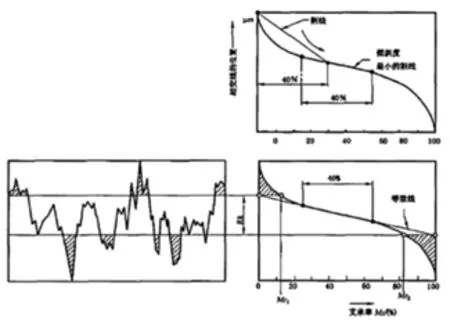
图4 ABBott曲线
1)核心粗糙度深度Rk:核心刨面为切掉峰尖和低谷的粗糙度刨面,其深度是分离峰尖与低谷的两平行切线间距离(如图1)。
2)缩减的尖峰高度Rpk:超出表面粗糙度核心表面的断面尖峰的平均高度。
3)缩减的沟痕深度Rvk:低于表面粗糙度核心刨面,进入材料内部的沟痕平均深度。
4)以“%”表示材料比率Mr1:ABBott曲线的切线所确定的尖峰区域所占面积比率。
5)以“%”表示材料比率Mr2:ABBott曲线的切线所确定的沟痕区域所占面积比率[6]。
2 缸体珩磨工艺优化与应用
2.1 缸体缸孔珩磨加工现状
以某柴油机缸体缸孔的平台网纹珩磨为例,该柴油机缸体为铸铁件,不加缸套,其平台网纹参数要求如下:Rk:0.3~1.2μm、Rpk:≤0.3μm、Rvk:1.0~2.0μm,Mr1: ≤7%、Mr2:70~85%。随机抽取了4台机体利用粗糙度测量仪对机体缸孔网纹参数Rk、Rpk、Rvk,Mr1、Mr2进行了检测,检测数据如下(见表1):

表1 缸孔网纹检测结果(整改前)
珩磨后缸孔表面形状如图5:

图5 缸孔表面形状
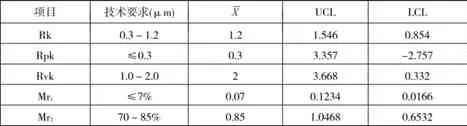
表2 过程质量能力统计表
2.2 缸体缸孔珩磨加工工艺控制原则
1)珩磨加工余量要合适:余量小,不能充分消除缸孔固有误差,重新建立精度;余量大,珩磨时间长,加工效率低,油石磨损快,加工成本高而且加工精度差,质量不稳定。
2)油石涨出量、涨出速度应与金属的切除量和切除速度一致。反之,将出现空行程,降低加工效率。切除的金属少,油石涨出的多,油石与缸孔挤压,造成缸孔变形,影响加工精度。
3)珩磨的质量和效率主要取决于油石的切削性能:油石的切削性能好,则珩磨速度快、效率高,反之油石切削性能差,缸孔的尺寸精度、形状精度和缸孔表面网纹状态都很差。
4)油石的切削性能取决于油石的磨粒材料、粒度和结合剂,最后表现于油石的硬度。
5)刀具转速、进给量、切削量、扩张压力也是影响珩磨质量的关键[4]。
2.3 缸体缸孔珩磨加工工艺参数优化
通过SPC分析,基本找出了引起珩磨质量的原因,确定从调整工艺参数着手来提升珩磨质量,对机体镗孔过程中刀具转速、进给量和切削量参数进行优化,对珩磨过程中刀具转速、进给量、切削量和扩张力参数进行优化。通过对加工参数反复的调试与验证,确定了从粗镗、精镗、粗珩、精珩、平台珩这五道加工工序加工参数的最佳值。调整后珩磨加工质量复合设计要求。调整后的加工参数如下:
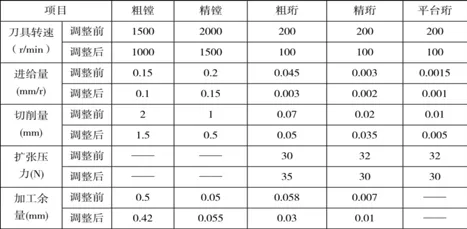
表3 珩磨工艺参数
珩磨工艺参数改进后,随机抽取四台缸体进行检测,各缸孔的 5项粗糙度指标来评价 Rk、Rpk、Rvk、Mr1和 Mr2都达到了设计要求(见表4)。
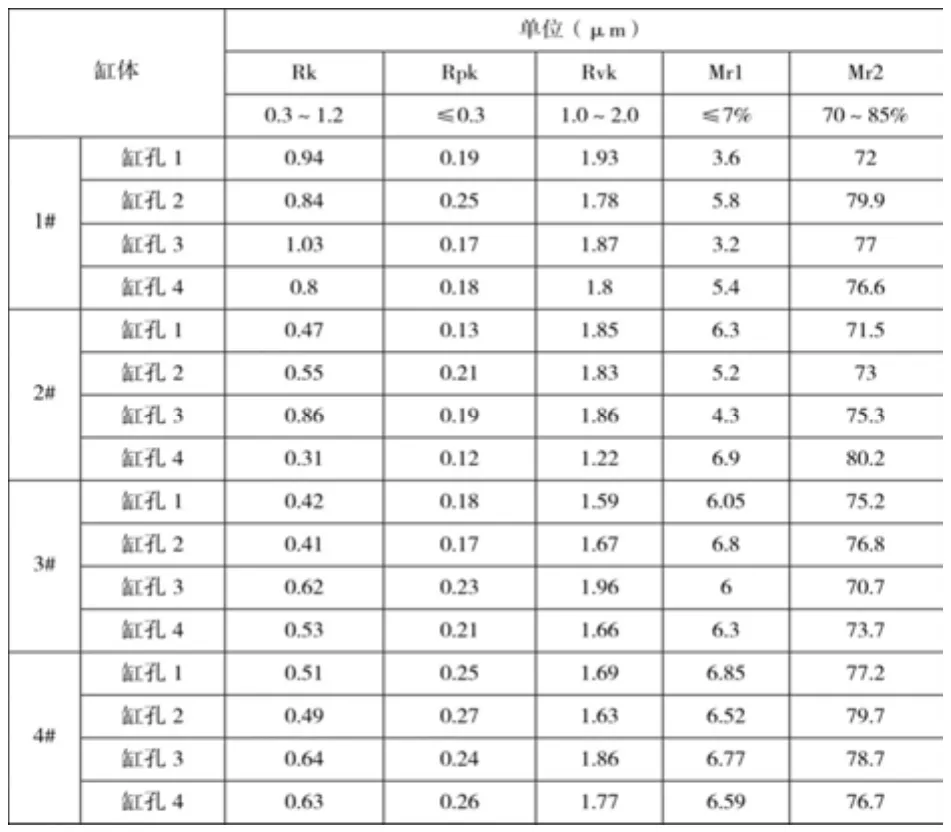
表4 缸孔网纹检测结果(整改后)
如图 6,珩磨工艺参数调整后珩磨加工的缸孔测量的缸孔表面形状很好,都达到了要求。

图6 缸孔表面形状
经过台架试验,缸孔珩磨工艺参数改进后的发动机,额定功率、扭矩、机油耗等指标均符合设计要求,缸孔、活塞、活塞环的磨损也在合理的范围内。
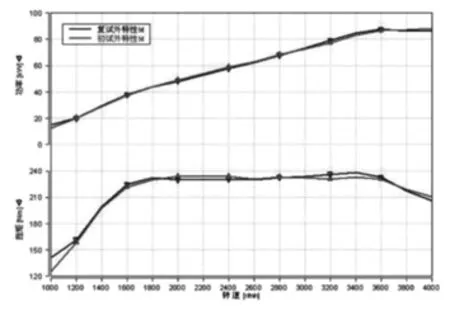
图7 外特性动力性变化曲线
3 结论
缸孔平台网纹珩磨是近年出现的缸孔加工新工艺,对提高缸孔精度,改善发动机的动力性、经济性发挥了重要作用。
针对某柴油机机体缸孔珩磨加工评价指标不达标问题,对珩磨加工工艺的研究,在过程中运用SPC质量分析工具和方法分析问题,对评价指标进行统计分析,确定加工工艺参数,运用PDCA方法,采用平台网纹珩磨工艺,并不断进行试制加工调试、验证、改进,使缸孔珩磨加工水平满足设计要求。
[1] 裴伟. 缸孔珩磨工艺及表面特征参数浅析[J]. 装备制造技术,2014.
[2] 张杰 , 王俊.缸孔珩磨工艺的发展与应用[J]. 工程技术,2016.
[3] 缸孔平台珩磨工艺介绍.中国机床商务网,2009.
[4] 张云电.现代珩磨技术[M]. 北京:科学出版社,2007.
[5] 编委会.气缸套平台珩磨网纹技术规范及检测方法[M]. 北京:中国机械工业出版社, 2004.5.
[6] GB/T 18778.2-2003/ISO 13565.2:1996产品几何量技术规范(GPS)表面结构 轮廓法 具有复合加工特征的表面.
[7] 蒋德明主编.内燃机原理[M]. 北京:中国农业出版社,1988.
Research and application of the Honing technology of cylinder bore
Zhang Laiwen, Fan Ximin, Liu Haibao
( Anhui jianghuai automobile group co., LTD., Anhui Hefei 230601 )
U466 文献标识码:A 文章编号:1671-7988 (2017)18-259-04
10.16638/j.cnki.1671-7988.2017.18.091
张来文(1982—),男,助理工程师,就职于安徽江淮汽车集团股份有限公司。
猜你喜欢
导航定位学报(2022年5期)2022-10-13
采矿技术(2022年4期)2022-08-17
低温建筑技术(2022年6期)2022-08-05
有色金属加工(2022年3期)2022-06-15
一重技术(2021年5期)2022-01-18
西安工业大学学报(2021年4期)2021-10-15
农业工程技术·温室园艺(2020年8期)2020-11-16
华人时刊(2016年16期)2016-04-05
内燃机与配件(2014年4期)2014-04-19
职业·中旬(2009年12期)2009-06-01