挤压式打印头注墨动画模拟
2017-11-01 08:58李怀健
东华大学学报(自然科学版) 2017年4期
李怀健, 王 婉, 周 乐
(同济大学 土木工程学院, 上海 200092)
挤压式打印头注墨动画模拟
李怀健, 王 婉, 周 乐
(同济大学 土木工程学院, 上海 200092)
基于在微小细管内含有两种材料的挤压式单喷嘴三维打印头和黏弹性流体材料的分析模型, 以质量守恒方程为基础, 进行数值化计算. 通过AutoCAD软件绘制打印头, 并在Flash软件中调用和放置控制元件、编制执行语句, 通过流量控制, 实现了用户交互输入液体打印启动流量和开启打印挤压控制、切换挤压液体控制. 动画模拟单喷嘴打印头内的挤压式注液, 提供了更快、更灵活和直观显示的材料流动过程模拟, 为硬件设计和液体的流变性分析讨论提供方便.
动画; 模拟; 黏弹性材料; 流量; 三维打印
当前三维打印机打印的材料主要有: 液体打印, 包括利用黏弹性流体类的材料; 激光打印, 包括陶瓷颗粒[1-2]、金属粒子[3-4]等材料; 聚合电解质[5], 包括水凝胶[6-7]、环氧树脂[8]等材料.对于打印多种液体材料的复合结构, 需采用多喷嘴打印机.
若将打印一个复合材料结构的三维打印机, 由多喷嘴改用单喷嘴, 且可以按要求在多种液体材料之间无缝切换, 则可以提高效率.若要实现这种三维打印设想, 先需要满足材料对黏弹性流体不同成分的配置要求, 然后建立一个分析模型来确定流体流变之间的关系.
改变打印材料, 需要调整并确定液体在喷嘴中的压强和流速, 通常采用物理实验的方法, 但费工费时.根据液体流量与压强计算模型, 为设计工作提供交互虚拟仿真, 可以有效降低实验成本和实验风险, 有利于传统实验逐渐向绿色实验的方向发展, 同时可减小产品研究开发的周期. 目前, 国内外学者对三维打印的材料特性和打印机的工艺结构做了大量研究. 于永泽等[9]利用有限元模拟方法对生物凝胶材料的微孔挤出成形过程进行数值模拟. Hardin等[10]设计了微流体打印头.本文基于文献[10]中的液体流速, 以编程的方式通过Flash动画, 显示微小细注射管中用挤压式单喷嘴打印过程中黏弹性流体的流动与切换, 可以为深入理解挤出过程及工艺参数的优化设计提供参考依据.
1 打印材料和打印头
1.1材料模型
为实现单喷嘴无缝切换两种材料, 选用基于聚二甲基硅氧烷(PDMS) 的黏弹性流体材料, 调配出5种含不同比例、不同成分的基材和催化剂的黏弹性油墨类流体, 以其作为为试验对象, 记录它们的表面黏度、剪切速率和剪切应力关系.
(1)
式中: 一致性系数K=80 Pa·s0.65; 幂指数n=0.65.
1.2单喷嘴打印头模型
微小细注射管的单喷嘴打印头的示意图如图1所示.打印头含有2个相对注射器泵, 可交替推动液体通过注射管截面h=w=200 μm, 长度l1=1000 μm, 进入打印头枢纽区底部的喷嘴直径d2=200 μm和膨胀节d3=400 μm, 两者长度l2=l3=200 μm.
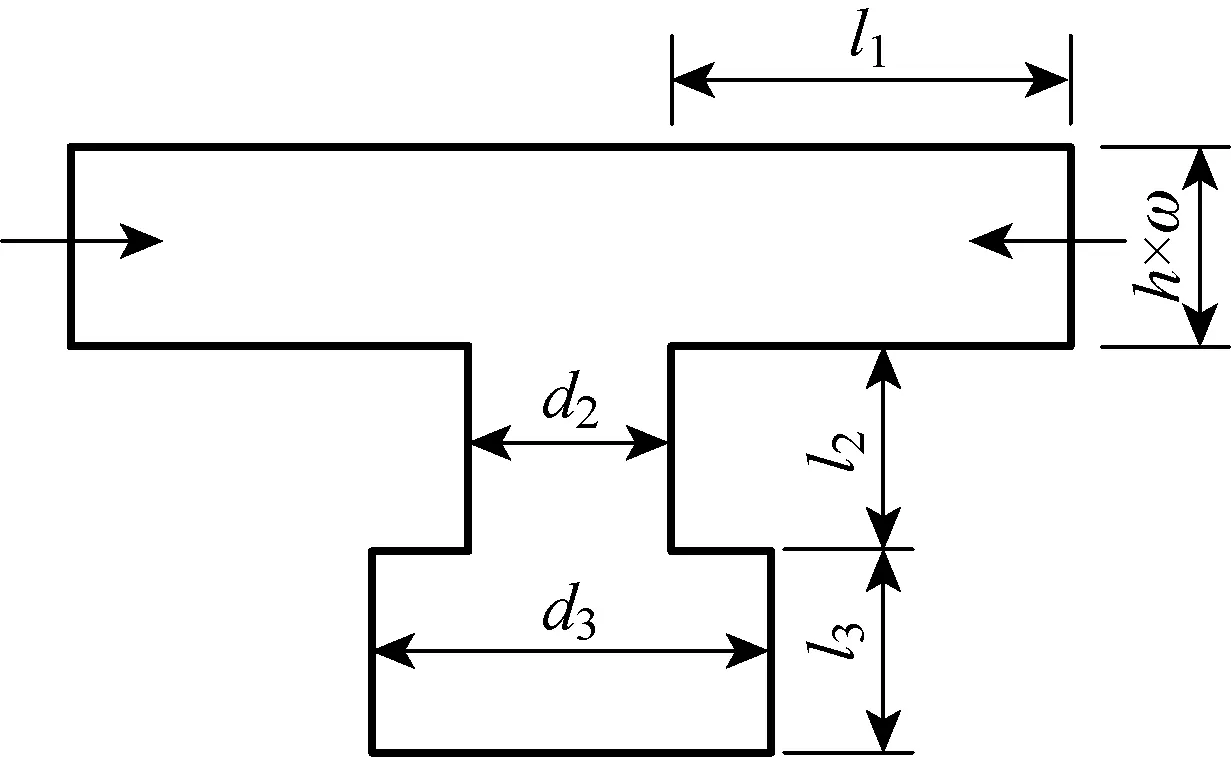
(a) 打印头尺寸
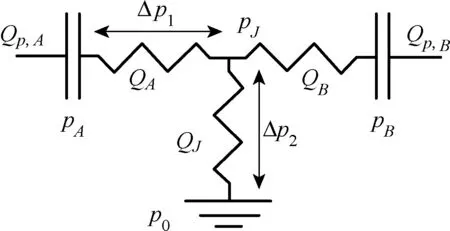
(b) 打印头流量符号
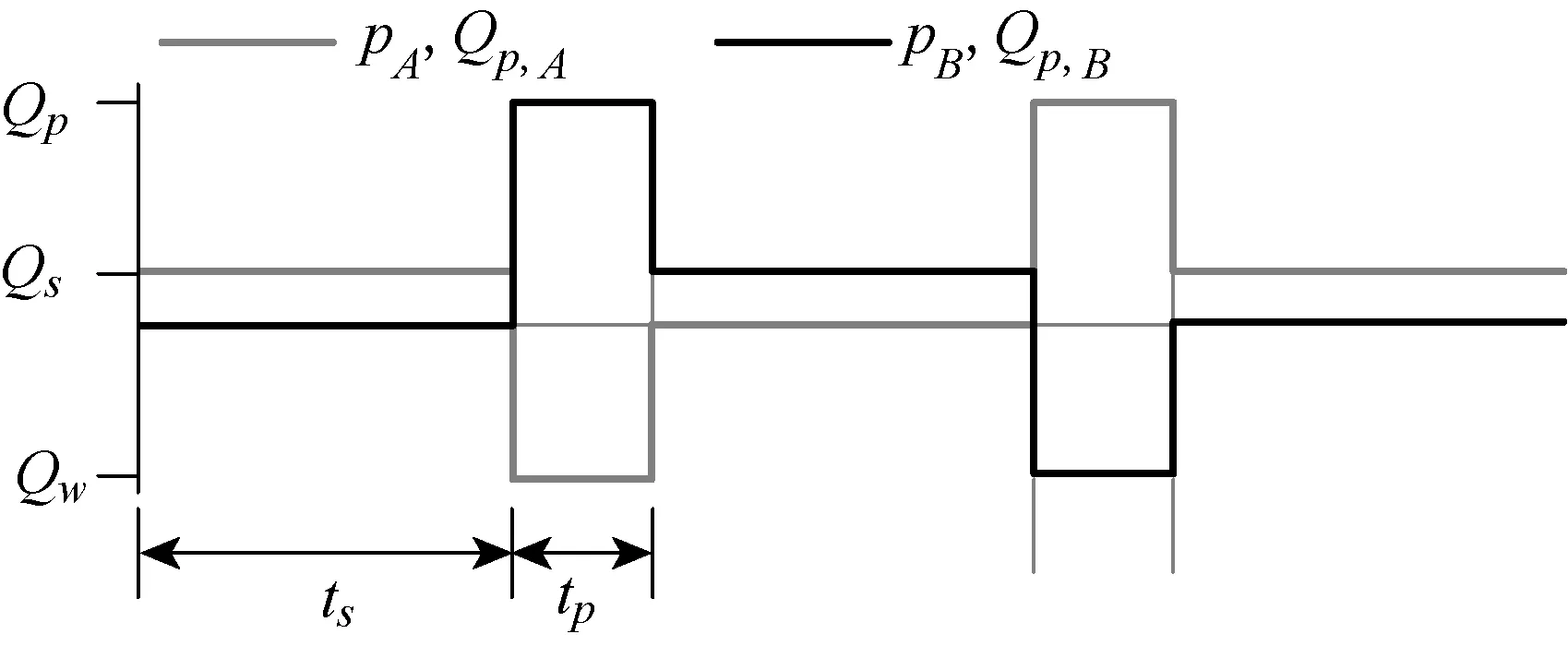
(c)注射器在不同控制状态下的液体流量示意图图1 两种材料经压注控制通过微小细注射管的单喷嘴打印头Fig.1 Two materials are pumped through microfluidic printhead
单喷嘴打印头工作原理分析如下:
(1) 在时间段ts内,A注射器泵提供稳定压强的一种打印液体,A注射器内压强pA=ps, 流量Qp, A=Qs, 而另一种液体注入B注射器的压强pB=pm, 流量Qp, B=0.最终打印头将流出A注射器挤压液体.
(2) 当发出2种液体材料切换指令, 注射器A和B内的液体压强必须在时间tp内分别下降和上升, 实现每个注射器中液体的压射和解压, 压强差Δpp=ps-pm.为了快速缩短这种压强变化时间, 需同时在B注射器注入脉冲Qp, B和在A注射器注入脉冲Qp, A=-Qw,Qw=Qp-Qs.
(3) 从A液体材料打印状态切换至B液体材料的打印状态, 稳定打印B液体,Qp, A=0,Qp, B=Qs.
2 打印头内液体流量与压强计算模型
为了适应打印需要, 打印头的注射器泵需实现即时启动和停止. 假设对液体的压缩影响可以被描述为等温压缩系数, 则
(2)
其中:V=VA=VB为打印头2个相对注射器的净体积.
为了实现液体以稳定的速度通过喷嘴出口, 必须保持注射器液体恒压.
由图1(b)得
pJ=p0+Δp2
(3)
其中:Δp2为在小枢纽区克服逆流变化的压降差.
因此
ps=pJ+Δp1
(4)
其中:Δp1为通过微小细通道注射器到枢纽区的压降差.
对于打印周期, 另一个微小细通道注射器中的最小注射压强pm=pJ+ΔpY,则

(5)
微小细通道注射器内, 当最小压强降至小于液体的材料抗剪应力, 可以防止任何液体从注射器中流入小枢纽区.
通过实验, 检测所选液体黏度、剪切应力并确定它剪切速率.
根据质量守恒, 喷头在每个注射器中压强的控制方程为

(6)

(7)
式中假设打印头2个相对注射器的净体积是相等的(V=VA=VB).
忽视密度的变化, 依据喷嘴流量平衡, 则
QJ(t)=QA(t)+QB(t)
(8)
对于通过圆柱管(半径r和长度l)稳定地流动的液体, 压降Δpi和液体流过的管道净容积之间的关系为

(9)


(10)
由式(6)~(9)可以确定液体在喷嘴中的压强和流速.对于牛顿型流体相同的黏度μ, 方程(9)简化为

(11)
对于所选的液体材料, 式(6)和(7)是非线性的, 可以用一阶麦克劳林近似解出在时间t的进化压强剖面为

(12)
Δt取2个脉冲之间时间,即Δt=t=tp=0.5 s或稳定挤压Δt=t=ts=2 s.解方程, 得到从初始条件开始递推,直到稳定状态.
3 喷头内不同液体流动状态动画模拟
Flash 8是Macromedia公司推出的多媒体软件, 拥有人机交互功能.ActionScript是Flash的内置编程语言, 吸收了C++、Java等编程语言特点, 通过其时间轴、播放顺序、数值计算、按钮、脚本等功能实现文本、图像大小和旋转方向、视频之间的任意跳转, 方便交互使用.
当利用Flash软件模拟黏弹性材料打印时, 满足细小微通道挤压初始条件, 液体由注射器泵压入细小微通道注射器中, 然后从喷头流出.
新建一个Flash 8文件如图2所示.

(a) 新建一个Flash文件

(b) 打印液体A
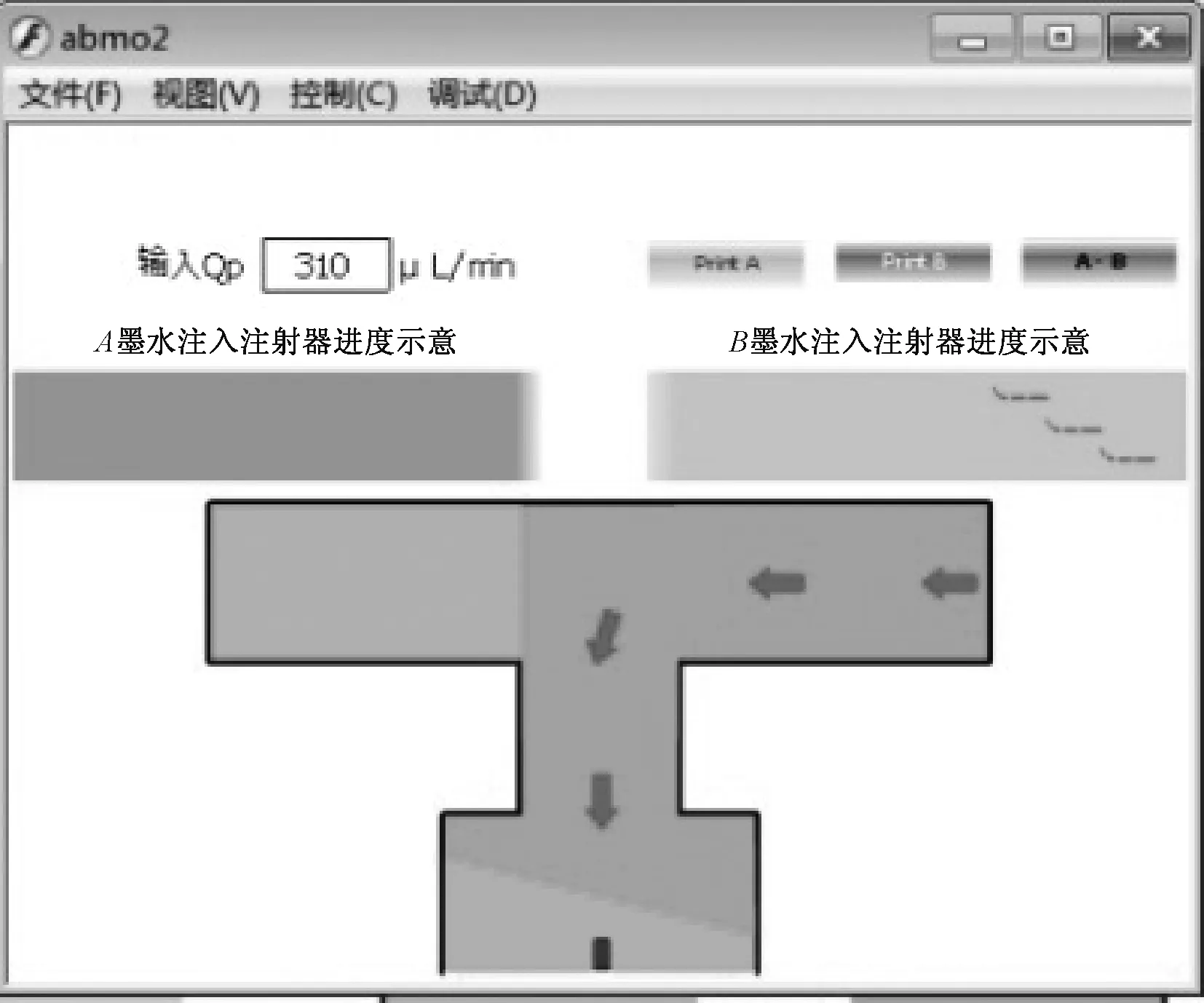
(c) 打印液体B图2 模拟喷嘴打印过程Fig.2 Simulation of nozzle printing process
设置背景颜色为白色, 舞台尺寸为550像素×400像素.放置3个按钮(打印A液体按钮、打印B液体按钮、切换打印液体按钮), 建轮廓线图层, 调用AutoCAD放大绘制的细小微通道的打印头轮廓.新建材料色块图层, 在打印头轮廓内放置通道内色块, 建立色块在通道内变动与流量关系.放置一个输入文本框, 作为通道内流量数值计算的初始流量.
为了能形象地表示液体流动, 增加2个箭头层分别代表2种液体在注射器中模拟流动状态.在通道内和打印头轮廓外补充放置箭头和液体流动示意条, 同样建立变动与流量关系.
事件: 判断A、B注射器注入细小微通道脉冲流量Q0和液体在喷头内的流速与表面的剪切力.
(2) 打印液体A.图1(a)所示打印头喷嘴的小枢纽区体积为

当这段体积流动到喷嘴的膨胀节液体扩张过渡段的长度为

对pA(t)和QA(t), 根据式(11)和(12) 进行数值处理.
给定Q0=Qp, A=Qp

取Δt=10-3,pi=p(iΔt),Qi=Q(iΔt), 则

p0=pm,pi=pi-1+E2(Qi-1-Qi)
若pi≥pJ+ΔpY时,pi≡ps,Qi≡Qs=E1ps.
A注射器内压强pA=ps, 流量Qp, A=Qs, 而注入B注射器的液体压强pB=pm和液体流量Qp, B=0.
(3) 打印液体B.当发出2种液体材料切换指令,B注射器注入脉冲Qp, B=Qp和A注射器注入脉冲Qp, A-Qw,Qw=Qp-Qs.
与A液体流出相同, 对pB(t)和QB(t), 根据式(11)和(12), 进行数值处理.
取Δt=10-3s,pi=p(iΔt),Qi=Q(iΔt), 则
p0=pm,pi=pi-1+E2(Qi-1-Qi)

若pi≥pJ+ΔpY,pi=ps,Qi=Qs=E1ps,则
Q0=Qp, B=Qp
A液体流出量迅速减少,B液体流出量迅速增加.当B注射器内压强pB=ps和液体流量Qp, B=Qs, 而注入A注射器的液体压强pA=pm和液体流量Qp, A=0.
运用上述方法对聚二甲基硅氧烷的黏弹性流体材料模型进行仿真, 不仅可以改变打印材料, 调整并确定液体在喷嘴中的压强和流速,还可以适应打印需要, 输入脉冲后发出2种流体材料打开和关闭的切换指令, 实现工作腔打印头即时启动和停止.
4 结 语
利用AutoCAD软件精确设计细小微通道注射器打印头轮廓, 利用Flash软件虚拟仿真动画制作, 在软件中调用绘制好轮廓, 在软件中放置控制元件, 编制ActionScript执行语句, 对两种材料黏弹性液体材料的分析模型, 由质量守恒方程为基础, 进行数值化计算, 通过流量控制, 实现微小细管内挤压式单喷嘴3D打印头内的虚拟仿真注墨.将按钮和动作脚本相结合制作交互式虚拟仿真动画, 具有文件压缩比高, 文件所占内存小, 生成的动画与实际物理实验相似度高,体现交流方便和生动.
[1] SMAY J E, CESARANO J, LEWIS J A. Colloidal inks for directed assembly of 3-D periodic structures [J]. Langmuir, 2002, 18(14): 5429-5437.
[2] SUN K, WEI T S, AHN B Y, et al. 3D printing of interdigitated Li-ion microbattery architectures [J]. Advanced Materials, 2013, 25(33): 4539-4543.
[3] AHN B Y, DUOSS E B, MOTALA M J, et al. Omnidirectional printing of flexible, stretchable, and spanning silver microelectrodes [J]. Science, 2009, 323(5921): 1590-1593.
[4] ADAMS J J, DUOSS E B, MALKOWSKI T F, et al. Conformal printing of electrically small antennas on three-dimensional surfaces [J]. Advanced Materials, 2011, 23(11): 1335-1340.
[5] GRATSON G M, XU M, LEWIS J A. Microperiodic structures: Direct writing of three-dimensional webs [J]. Nature, 2004, 428(6981): 386.
[6] BARRY R A, SHEPHERD R F, HANSON J N, et al. Direct-write assembly of 3D hydrogel scaffolds for guided cell growth [J]. Advanced Materials, 2009, 21(23): 2407-2410.
[7] HANSON SHEPHERD J N, PARKER S T, SHEPHERD R F, et al. 3D microperiodic hydrogel scaffolds for robust neuronal cultures [J]. Advanced Functional Materials, 2011, 21(1): 47-54.
[8] COMPTON B G, LEWIS J A. 3D-printing of lightweight cellular composites [J]. Advanced materials, 2014, 26(34): 5930-5935.
[9] 于永泽, 陈海萍, 胡庆夕. 生物胶凝微孔挤出胀大的有限元模拟与三维打印成型[J]. 机械工程学报, 2014, 50(19): 151-157.
[10] HARDIN J O, OBER T J, VALENTINE A D, et al. Microfluidic printheads for multimaterial 3D printing of viscoelastic inks [J]. Advanced Materials. 2015, 27(21): 3279-3284.
[11] BIRD R B, ARMSTRONG R C, HASSAGER O. Dynamics of polymeric liquids [M]. 2nd ed. New York: John Wiley & Sons, 1987.
(责任编辑:杨静)
ComputerSimulationofViscoelasticInksinMicro-extrusionPrinthead
LIHuaijian,WANGWan,ZHOULe
(College of Civil Engineering, Tongji University, Shanghai 200092, China)
With the analytical model of viscoelastic inks in microfluidic printheads for multimaterial 3D printing, numerical compution was done based on the mass balance. The printhead’s configuration was drawn in AutoCAD software, control elements and operation commands were called, placed and coded in Flash software to realize the animation of ink refilling in this single nozzle printhead. This program realized the interaction with users’ input flow and switching between two inks with the animation, so as to provide a faster, more flexible and intuitive display of material flow simulation, which could be used for further discussions of hardware design and ink rheology analysis.
animation; simulation; viscoelastic inks; flow; 3D printing
TP 391.9
A
1671-0444 (2017)04-0575-04
2017-01-03
上海市重点课程建设、同济大学优质课程建设基金资助项目(0200104337)
李怀健(1961—),男,浙江宁波人,副教授,学士,研究方向为工程图学、计算机图形学. E-mail: lhj03@tongji.edu.cn
猜你喜欢
中学生天地(A版)(2022年10期)2022-11-23
能源工程(2022年2期)2022-05-23
中学生数理化·八年级物理人教版(2022年4期)2022-04-26
大众科学(2020年7期)2020-10-26
科普童话·百科探秘(2019年10期)2019-02-04
中学生数理化·八年级物理人教版(2017年4期)2017-07-07
少年文艺·我爱写作文(2017年6期)2017-06-12
工业设计(2016年6期)2016-04-17
商业评论(2014年9期)2015-02-28
天津护理(2015年2期)2015-01-01