
浅谈PLC在机床电气控制中的应用
2017-11-17 05:44孙璐
数码设计 2017年5期
孙璐*
浅谈PLC在机床电气控制中的应用
孙璐*
(生特瑞(大连)工程项目管理有限公司,辽宁大连,116000)
针对组合机床在特殊工件加工过程中的重要性,提出了一种用PLC控制代替传统的接触器-继电器控制的策略。首先引入了组合机床的用途和加工方式,从组成部分、工作原理入手对整个加工过程进行了分析和论证,指出了组合机床在工作过程中存在的问题和不足。文章使用西门子PLC作为主机的控制系统对组合机床电气系统进行了改造,完全按照组合机床的拖动方式和控制要求进行硬件的选型、组合和软件的设计。安装调试完毕后用于零件的加工,加工过程比较平稳,控制功能完备,说明改造后的PLC系统是可行的。
PLC;组合机床;控制系统;改造
引言
随着我国加工制造业的不断发展壮大,一些特定形状和特殊工艺要求的零部件需求日益增大,这种零部件是通过多工序、多工位等加工方式配合完成,工艺流程复杂,精度要求较高。组合机床基本满足上述要求,并且能同时完成多个工序的加工,相比单一工序加工的普通车床,生产效率高达几倍甚至更多,而且还能根据产品的需求灵活配置资源,有效的减少了加工时间,有效的降低了生产成本。组合机床的电气系统是传统的交流接触器-继电器系统,这种系统的优点是操作简单、维修难度低,缺点是元器件有电气寿命和机械寿命,动作一定次数后容易烧坏,拿交流接触器为例,优点是接线简单、吸力较大,缺点是启动电流较大,通常为额定电流的4~7倍,频繁启动容易影响同一电网其它用电器的使用,线圈匝数少而细,内部进入异物卡死触电线圈非常容易烧坏。这种元器件还受到触点的约束,对于组合机床这样的复杂系统,触点可能约束了功能的实现。触点裸露在空气中,频繁动作,使得触点氧化比较严重,一旦出现接触不良,系统容易出现故障。交流接触器-继电器控制系统主要的缺点是非线性,从控制理论的角度来分析,就是系统容易产生振荡。
PLC控制系统主要体现在以下几个方面:可以应用到复杂系统的控制中,且功能强大;体积越来越小,节省空间;接线方便,通过端子与外设相连,有很强的驱动能力;利用软件的方式代替交流接触器和时间继电器,“软”触点数量是无限的,这样避免了因为触点接触不良导致的故障,可靠性高;编程方法简单易学,仿真软件可以在线检测错误,为调试节省了时间;维修简单,通过PLC指示灯就可以缩小排查的范围,节约时间的同时节省了成本。综上所述优点,用PLC控制取代传统的电气控制可靠性高,通过自检功能,随时把工作过程反馈给操作者,为零部件的加工提供了保障,为维修提供了方便。
1 组合机床的结构组成和控制要求
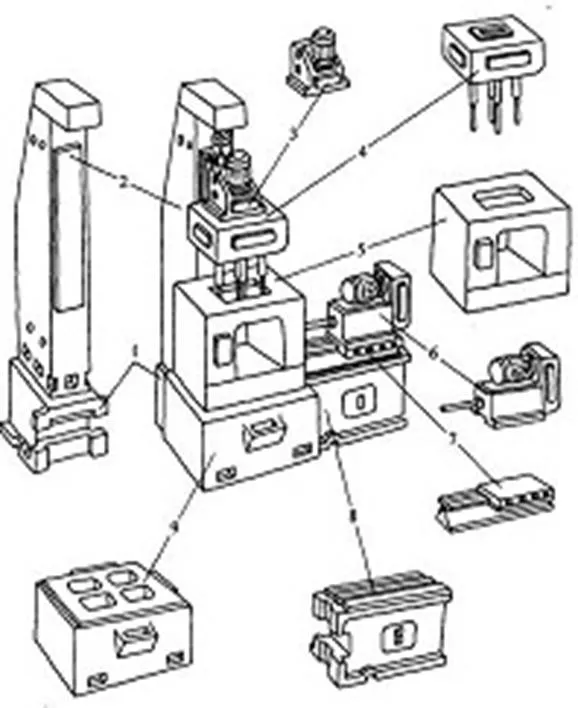
了解了组合机床的结构组成,分析其工作过程和工序,方便梯形图的编写,组合机床的结构如图1所示:
组合机床是由动力滑台(7)提供动力,由动力箱(3)控制电动机带动主轴箱提供动力,用来切削工件,工件通过夹具和工作台来固定。YV线圈控制滑台前后,加紧放松,零部件的定位。
工作原理:加工零部件时,零部件通过夹具加紧后,按下启动按钮后,零部件按照控制系统的要求随动力滑台横向进给、纵向进给往复运动,这个过程是一个定位环节。根据刀具的位置定位结束后,通过时间继电器启动主轴电动机带动刀具转动,随后启动冷却泵电动机提供冷却液,冷却液电动机必须在主轴电动机启动后,加工零部件时才能启动,所以是手动操作。零部件加工完成后,零部件随滑台回到原点,夹具放松,零部件取下,加工结束。如果还有其它工序,那么滑台就带动零部件进入下一个加工位置等待加工……
2 PLC设计相关
硬件组成分析:控制对象为4台电动机,输入开关量为21个,输出开关量为15个,所以选用24个输入/输出点即可。其中输出为4个交流接触器,1个指示灯,10个电磁阀。
控制对象启停分析:首先滑台电动机启动,进行左、右运动,由两个接触器控制;接下来是主轴电动机,应该在滑台左右循环一次后启动,滑台回到原点后停止转动,由一个接触器控制;冷却泵电动机是在主轴电动机启动加工零部件时启动,所以主轴电动机先启动,冷却泵再启动,手动控制或自动控制都可,由一个接触器控制。
主要环节I/O分配表如表1所示:
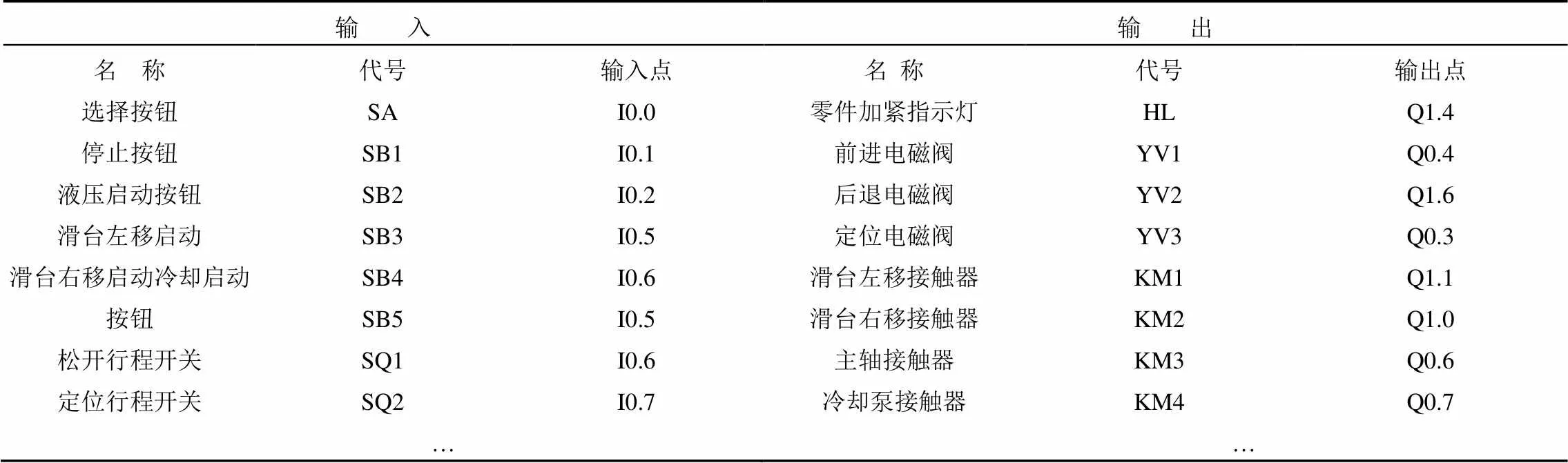
表1 主要环节I/O分配表
还有液压系统启动,组合机床的加紧、放松、滑台移动都是通过液压系统提供动力,则液压系统启动、停止都分配有地址,夹具加紧、松开至关重要,分配有地址。滑台向右或向左移动都有限位开关进行保护,分配有地址。夹紧和放松也有限位开关进行检测和保护,分配有地址。参照上表,工件的夹紧、放松、电机的左转、右转、前进、后退、工件的定位都是PLC通过端口输出控制各环节相对应的电磁阀来实现。4台电动机则是通过接触器来控制,依次为KM1、KM2、KM3、KM4,指示灯显示夹紧与否,由于电压为24V,所以通过中间继电器进行接通显示。
手动控制梯形如图2所示:

图2 组合机床手动控制程序
上图截取了手动控制程序的一部分,用来说明梯形图是如何表达工艺流程的。在实际加工中,组合机床有两种模式,即手动控制模式,用各种按钮来实现加工过程,每一次操作只能控制一个元器件的启停;自动控制模式,因为组合机床没有加装机械手,所以零部件的夹紧、放松还是手动安装,当与刀具的位置对应好后,PLC介入,这个时候进入自动的初始化,完毕后,按下启动按钮,系统进入自动控制过程,按照事先设定好的程序进行加工。这一环节结束后,又返回到初始化,为下一个加工工序做准备,……直至执行完工艺全过程。
3 结束语
文章基于组合机床在加工制造业中的重要性,针对传统的交流接触器-继电器控制系统进行了技术改造,用流行的PLC作为控制系统的核心,配合接口技术来完成对组合机床的控制。文中涉及了一部分改造内容,比如PLC中I/O分配表、手动程序的设计,相关篇幅不一一列举,改造后的系统是严格按照组合机床的控制环节而来,工艺流程通过PLC对梯形图扫描来逐个完成。经过实际操作,发现改造后的电气系统运行稳定,通过自带的检查环节,将系统的故障通过代码或梯形图的编译结果反馈给操作者,很容易缩小故障排查的范围,为零部件的加工提供了保障,为后期的维修提供了方便。
[1] 吴作明. 工控组态软件与PLC应用技术[M]. 北京: 北京航空航天大学出版社, 2007.1.
[2] 戴一平. 可编程控制器技术及应用[M]. 北京: 机械工业出版社, 2004.2.
[3] 陈义锋. PLC的应用及控制系统设计[J]. 湖南农机, 2010, (03): 22-23.
[4] 张国蓉. PLC程序设计编程技巧[J]. 考试周刊, 2011, (04): 156-158.
[5] 张学辉. 西门子PLC程序设计方法研究[J]. 机械工程与自动化, 2010, (06): 15-16.
The Application of PLC in Electric Control of Machine Tool is Discussed
SUN Lu*
((dalian) engineering project management co., LTD., Liaoning Dalian, 116000, China)
based on the importance of combinatorial machine tool in the process of special workpiece, this paper puts forward a strategy to replace traditional content-relay control with PLC control. First introduces the purpose of combination machine tools and processing way, from the component, the working principle of the machining process are analyzed and demonstrated, points out the combination machine tools in the working process of the existing problems and the insufficiency. Article using Siemens PLC as the main control system of modular machine tool electrical system is reformed, completely according to the drag pattern of combination machine tools and control requirements for the design of software and hardware selection, combination. After the installation and debugging, it is used for the processing of parts, the processing process is stable and the control function is complete, indicating that the modified PLC system is feasible.
PLC combined machine tool control system transformation
孙璐. 浅谈PLC在机床电气控制中的应用[J]. 数码设计, 2017, 6(5): 65-66.
SUN Lu. The Application of PLC in Electric Control of Machine Tool is Discussed[J]. Peak Data Science, 2017, 6(5): 65-66.
10.19551/j.cnki.issn1672-9129.2017.05.027
TP26.3
A
1672-9129(2017)05-0065-02
2017-02-13;
2017-03-05。
孙璐(1989-3),女,辽宁大连,机电助理工程师,大学本科,双学位,研究方向:自动化。E-mail:761169069@qq.com
猜你喜欢
武汉广播影视(2022年6期)2022-12-28
大电机技术(2022年2期)2022-06-05
军民两用技术与产品(2020年8期)2020-09-07
当代陕西(2019年24期)2020-01-18
汽车维护与修理(2019年11期)2019-12-03
山东工业技术(2019年13期)2019-05-30
电子制作(2019年7期)2019-04-25
电子制作(2018年13期)2018-07-27
科学与财富(2016年34期)2017-03-23
汽车零部件(2015年8期)2015-06-23
