
U形件弯曲加载压边力的有限元模拟
2017-12-14 09:08施于庆
浙江科技学院学报 2017年6期
施于庆
(浙江科技学院 机械与汽车工程学院,杭州 310023)
U形件弯曲加载压边力的有限元模拟
施于庆
(浙江科技学院 机械与汽车工程学院,杭州 310023)
由于平板弯曲成U形件后要发生回弹,对此在弯曲模上增加压边装置能显著地减少回弹。可是,目前加载多大的压边力并没有相应的计算公式而是凭经验估算。压边力过小,模具结构紧凑,但抑制回弹效果不大;压边力过大,抑制回弹效果明显,但弹性元件尺寸变大,模具结构庞大,闭合高度过高,冲压作业取件困难。因此,我们将弯曲顶件力作为加载压边力的参照值进行有限元模拟,结果显示:压边圈施加的压边力数值并非越大越好。压边力数值小于等于顶件力数值,回弹变化较大;压边力数值大于等于顶件力数值,回弹值或回弹形状的变化趋于平稳,抑制了回弹。
U形件;弯曲;回弹;压边力;有限元模拟
U形件弯曲成形后的回弹是一个难以避免的问题[1-5]。模具设计制造前一般不能确定制成后会产生多大的回弹值,而回弹值改变了弯曲件的设计尺寸并且造成了弯曲件尺寸的不确定性,即不能确定U形件弯曲成形后能否达到产品设计的要求。由于弯曲模增加压边圈并加载压边力不改变原有模具设计结构就能显著地控制回弹[6-10],因此应用这种带压边圈的弯曲模具逐渐增多,如在压边圈上加载变化的压边力进行弯曲[11-13]。然而,究竟加载多大的压边力能比较理想地抑制回弹,其计算公式和经验估算的方法至今并没有给出,这就给设计模具或冲压作业带来了一定的困难。压边力过小,模具结构虽然紧凑了,但抑制回弹效果不大,几乎起不到控制回弹的效果;压边力过大,抑制回弹效果明显,但如果弹性元件取弹簧,由于弹簧可压缩行程有限,而采用压边力就要将板料全部拉进凹模模腔内,这就使得弹簧的钢丝直径和弹簧外径取值非常大,而且弹簧个数增多,致使模具结构庞大,闭合高度过高,冲压作业取件困难。如果弹性元件取橡皮,同样也存在这些问题。一般的弯曲模结构都是设计成正装模的,即凸模在上,凹模在下。弯曲U形件时需要多大的弯曲力由弯曲力计算公式所得,根据弯曲力数值选择液压机的公称压力或吨位。液压机的公称压力要大于弯曲力数值。液压机工作时,施加方向向下的压力并借助于弯曲模凸模来完成板料的弯曲。很多情况下,弯曲后的U形件往往是卡在弯曲模的凹模中的,这时就需要有一个往上顶的顶件力,将卡在凹模中的U形件往上顶起才能方便地取出成形后的U形件。顶件力的经验推荐值为弯曲力的60%~80%[14],从生产使用情况来看,取弯曲力的60%就比较合适了,足以将卡在凹模模腔里的工件顶出。压力机的顶件油缸的压力一般取压力机公称压力的60%。因此,将顶件力取弯曲力的60%作为压边力参考值,通过有限元模拟给出压边力数值的范围,即指出多大的压边力是合适的,对带有压边圈的弯曲模设计具有一定的参考价值。
1 U形件弯曲模设计

图1 不带压边圈的弯曲模Fig.1 Bending die with no blank-holder


图2 带压边圈的弯曲模Fig.2 Bending die with blank-holder
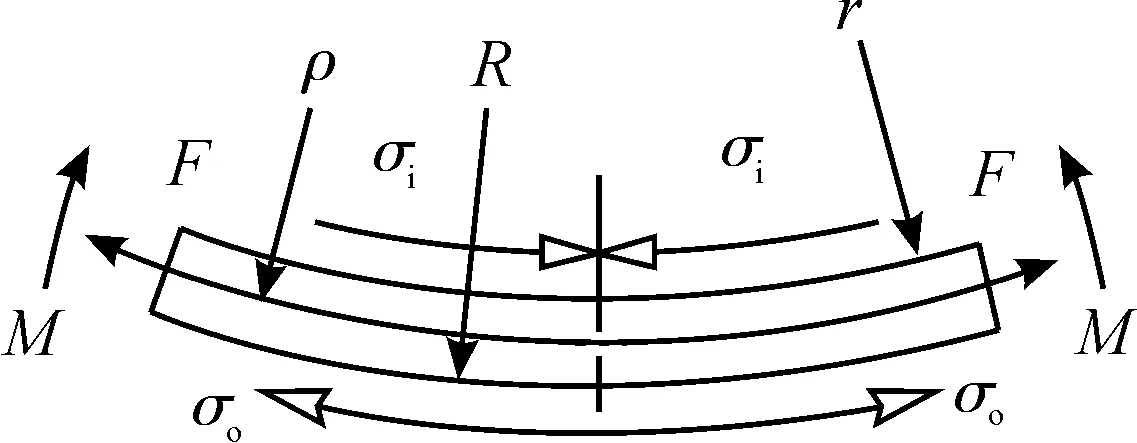
图3 拉弯工艺后的板料的变形状态Fig.3 Deformation state of sheet-metal after stretch bending
2 有限元模拟及结果讨论
U形件弯曲模几何模型如图4所示,带压边圈和不带压边圈的弯曲模有限元模型如图5所示。

图4 弯曲模几何模型Fig.4 Geometric model of bending die
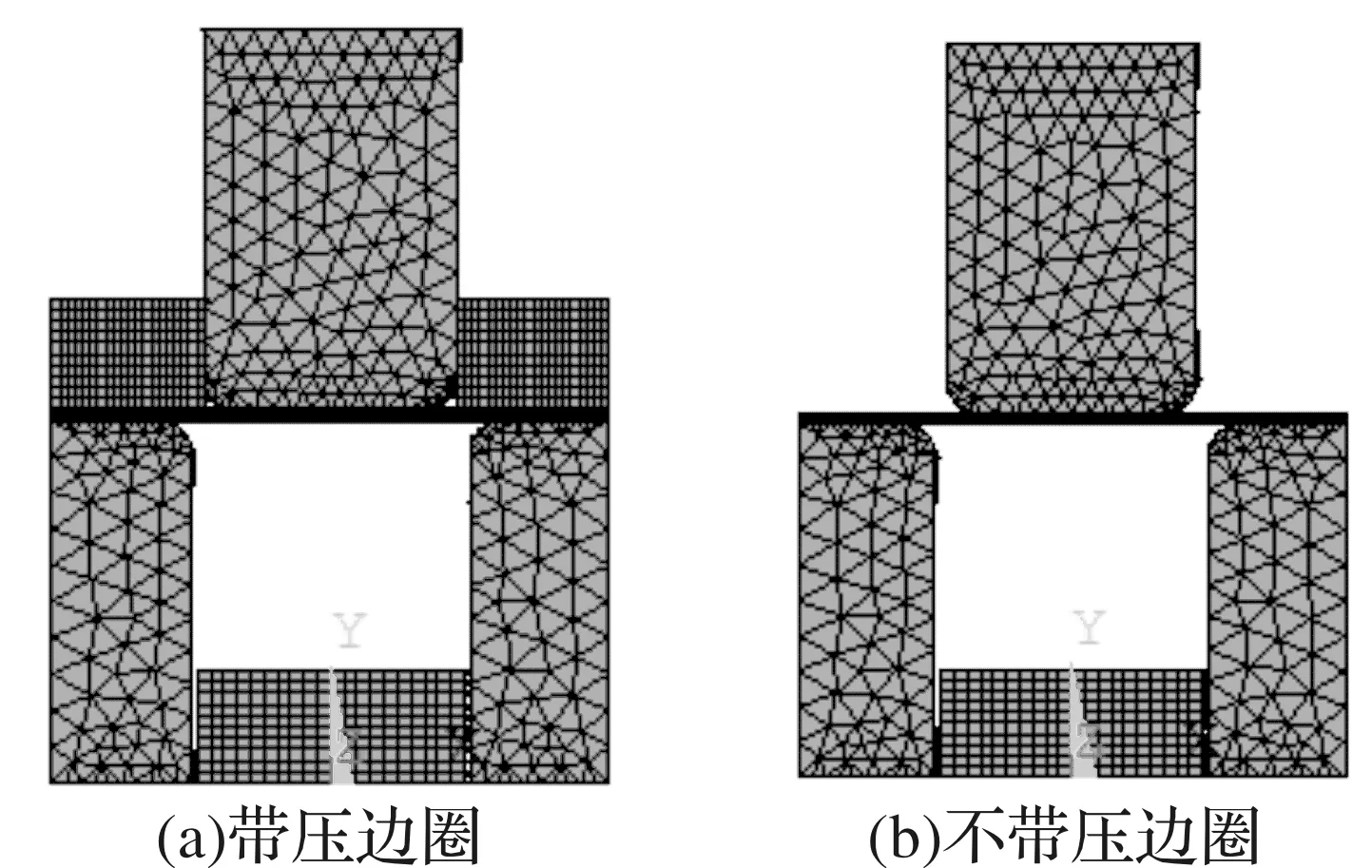
图5 弯曲模有限元模型Fig.5 Finite element model of bending die
设U形件参数:板厚2 mm;凸模与凹模圆角半径均取r=6 mm,凸模与凹模之间的单边间隙取2.3 mm;弯曲时坯料牌号为16MnL。16MnL材料特性为:弹子模量E,206 GPa;泊松比ν,0.29;屈服极限σs,355 MPa。

图6 测量角度Fig.6 Measure angle
有限元模拟进行弯曲成形时,将板料弯曲压制成U形件后,借助于顶块从凹模模腔里顶出弯曲件至凹模上平面位置时,观察左右两直边分别与底面的夹角大小来确定回弹的大小(图6)。凸模、压边圈及推板随时间变化的位移如图7所示。在凸模向下移动时加载压边力,弯曲完成后,压边力卸载,然后凸模往上移动。凸模往上移动给弯曲件有足够的空间后,推板再往上移动。模拟采用ANSYS/LS-DYNA工程软件,利用ANSYS的前处理模块中强大的实体建模及网格划分工具来构造有限元模型,并结合LS-DYNA的计算及后处理功能。本模型单元数为:凸模5 090个,压边圈5 000个,板料8 000个,推板5 400个,凹模5 070个。模拟采用摩擦因数0.1。表1是加载压边力情况对比的模拟结果。模拟结果表明,不加压边力时,弯曲件回弹比较明显,α1和α2分别为89°与91°。压边力加载较小时,如压边力分别为100、500 N时,抑制回弹所起的作用不大,α1和α2分别为90°与91°。当压边力增加到1 000 N时,抑制回弹变形情况略有改善,α1和α2分别为89°与90°。而当压边力取1 500、2 000、2 500 N时,α1和α2均为90°。

图7 位移Fig.7 Displacement

表1 加载不同的压边力数值后工件回弹情况Table 1 Springback with loading different values of blank-holder force
图8是加载不同压边力工件成形后顶出凹模的应力对比,从中可以看出,压边力小的工件成形后的应力大;压边力大的工件成形后的应力小。事实上这也是残余应力,残余应力越大,回弹值就越大,发生回弹变形也就越大,这说明提高压边力是比较有利的。

图8 加载不同压边力的工件应力对比Fig.8 Comparing strains of parts loaded with different blank-holder forces
3 结 论
设计弯曲模时,加载压边力有利于减少回弹。然而,加载压边力数值如取得过小,虽可使模具结构紧凑,但抑制回弹的效果不佳。压边力取值也并非越大越好,加载过大的压边力,会使弹性元件尺寸变大,进而模具结构庞大,造成所设计模具的闭合高度过高,冲压作业取件困难。有限元模拟结果表明,加载的压边力有一个合理的范围,只要在这个范围之内,都具有抑制回弹的效果,U形件的回弹完全可以控制在产品设计尺寸的范围内。
[1] 张先进,张迎年,王克文,等.高精度内侧式弯曲模设计[J].模具工业,2016,42(7):33.
[2] 贺广零,罗文波,卢晋福,等.宽板弯曲成形过程中的板厚变化规律[J].塑性工程学报,2006,13(6):48.
[3] 韩雄伟,李欣星,陈祖红.基于BP神经网络的铝合金板料弯曲回弹控制研究[J].模具工业,2011,37(9):22.
[4] 吴斌,单云.分块式压边圈盒形件成形数值模拟研究[J].锻压技术,2015,40(9):139.
[5] 王桂英.冲压工艺与模具设计[M].合肥:合肥工业大学出版社,2010:122.
[6] 余健,高志海.U形支承件弯曲模设计[J].模具工业,2016,42(3);34.
[7] 金龙建,刘美玲,金龙周,等.L形支架弯曲模设计[J].模具工业,2015,41(9):13.
[8] 余健,叶伟东.带内孔翻孔的凸字形零件弯曲模设计[J].模具工业,2016,42(4):29.
[9] 李亨,夏冲冲,赵运运,等.工艺参数与模具参数对大型厚板弯曲件弯曲角度的影响[J].模具工业,2015,41(7):14.
[10] 李尧.金属塑性成形原理[M].2版.北京:机械工业出版社,2013:143.
[11] 陈磊,杨继昌,陈炜,等.变压边力方式对板料U形回弹影响的有限元模拟研究[J].塑性工程学报,2005,12(5):12.
[12] 严仁军,李双印,王呈方.船体中厚板冷压成形的回弹模拟[J].塑性工程学报,2011,18(4):54.
[13] 谷瑞杰,杨合,詹梅,等.弯曲成形回弹研究进展[J].机械科学与技术,2005,24(6):653.
[14] 刘金武,贺永祥.理想弹塑性材料弯曲回弹分析及回弹弯矩计算[J].金属成形工艺,2001,19(3):22.
[15] 施于庆.抑制汽车纵梁弯曲回弹的弯曲模改进设计[J].浙江科技学院学学报,2014,26(6):405.
[16] 施于庆.冲压工艺及模具设计[M].杭州:浙江大学出版社,2012:138.
Finiteelementsimulationwithloadingblank-holderforceinbendingformingforU-shapedparts
SHI Yuqing
(School of Mechanical and Automotive Engineering, Zhejiang University of Science and Technology, Hangzhou 310023, Zhejiang, China)
A U-shaped part bent from sheet-metal blank can induce springback, which can be obviously reduced by installing a blank-holder on bending die. However, there is no calculation formula to figure out the blank-holder force loaded and only empirical estimation is resorted to at present. If the blank-holder force is excessively small, the die structure will be compact, which will have an undesirable effect on inhabiting springback. If the blank-holder force is excessively large, it is apparent to inhabit springback, but the enlarged elastic element dimensions, together with the enormous die structure, will result in excessive size in shut height, and difficulty in stamping operations. Therefore, it is plausible to conduct finite element simulation of the blank-holder force with ejecting force of bending die as reference value. The results show that the greater the blank-holder force is not always the better. When the bank-holder force is no greater than the ejecting force in force value, spring-back varies greatly. When the blank-holder force is no less than the ejecting force in force value, the resilience value tends to be stable with moderate changes, and springback is inhabited.
U-shaped part; bending forming; springback; blank-holder force; finite element simulation
TG386.32
A
1671-8798(2017)06-0425-04
10.3969/j.issn.1671-8798.2017.06.005
2017-03-22
施于庆(1959— ),男,浙江省杭州人,教授,硕士,主要从事板料成形及计算机仿真研究。E-mail:syu163@163.com。
猜你喜欢
模具工业(2022年5期)2022-05-27
模具制造(2022年2期)2022-03-25
模具制造(2022年1期)2022-02-23
模具制造(2021年8期)2021-10-20
山东科技大学学报(自然科学版)(2021年2期)2021-04-10
模具工业(2021年3期)2021-03-29
模具工业(2021年2期)2021-03-18
浙江科技学院学报(2019年1期)2019-01-25
山东工业技术(2018年3期)2018-11-30
山东工业技术(2018年20期)2018-11-26
