
一种高精度挤压机电气控制系统的设计与实现
2017-12-22 06:55吴国华刘红梅李小俊
锻压装备与制造技术 2017年4期
吴国华,刘红梅,李小俊
(合肥海德数控液压设备有限公司,安徽 合肥 230601)
一种高精度挤压机电气控制系统的设计与实现
吴国华,刘红梅,李小俊
(合肥海德数控液压设备有限公司,安徽 合肥 230601)
本文结合某冲压线的一台高精度挤压设备,简要分析如何实现西门子可编程控制器与交流伺服系统的通讯和控制,以及在高精度定位系统中的应用。本文详述了此类高精度挤压机的设计原理和实际工作性能。
液压原理;机械传动结构;伺服系统;可编程控制器;MODBUS通讯
对于设备生产厂来说,如何把设备的高效和高精度这一对矛盾体做到相对完美,已成研制设备的重中之重。而采用可编程控制器与伺服系统来完成对设备的控制,则有效解决了高速度难以达到高精度这一对矛盾体的冲突,同时可有效减小能耗和降低噪声污染。
本文所研究设备主要用于轴承类零件的挤压,在一定工艺条件下也可完成轴类零件校正及折弯工艺。因此对设备的工作台面大小要求不高,长度和宽度一般设计在1m左右,但对设备的定位精度以及重复定位精度要求较高。为了达到这种高效率且定位精度高以及使用方便的要求,设备采用伺服控制系统以及机械死挡块的方式来完成。
下面就将此类设备分成机械原理和电气控制两大部分进行详细分析讲解。
1 总体设计方案
1.1 机械结构与液压原理
1.1.1 死挡块的机械结构
主机由机身、滑块、主缸、机械死档、油箱、行程限位、液压控制系统、电气控制系统等组成。机身采用整体框架式结构,以确保设备刚性。滑块采用四角八面导轨,调整精度高,刚性好,调整后不易发生精度跑偏现象。主缸采用单缸结构,主行程限位采用直线位移传感器对滑块位置经行实时显示和控制,各位置控制转换点可以在人机交互界面经行调节,并在滑块上设置上下极限行程开关进行保护,保证滑块不超程运行。设备部分技术参数如表1所示。

表1 设备技术参数
为了达到高的定位精度和重复定位精度,在压机主缸上部安装有交流伺服电机控制的可调节闭合高度的机械限位,以保证压机定程高度的一致性。其具体结构如图1所示。
由于活塞杆长度的限制,对机械限位的调节是有限制的,针对本台设备,限位可调节范围在0~600mm。设备调节原理:PLC驱动伺服电机,转动联轴器和齿轮轴,传动齿轮盘,螺杆套随之可上下调节。以伺服电机正转为例,随着伺服电机转动,螺杆套随之上移,移动到某一位置停止,此时压套与螺杆套之间的距离变小。当油缸动作时,因压套与螺杆套之间的距离已经固定,油缸的行程距离也因此被控制住,从而达到定位精度和重复定位精度的要求。
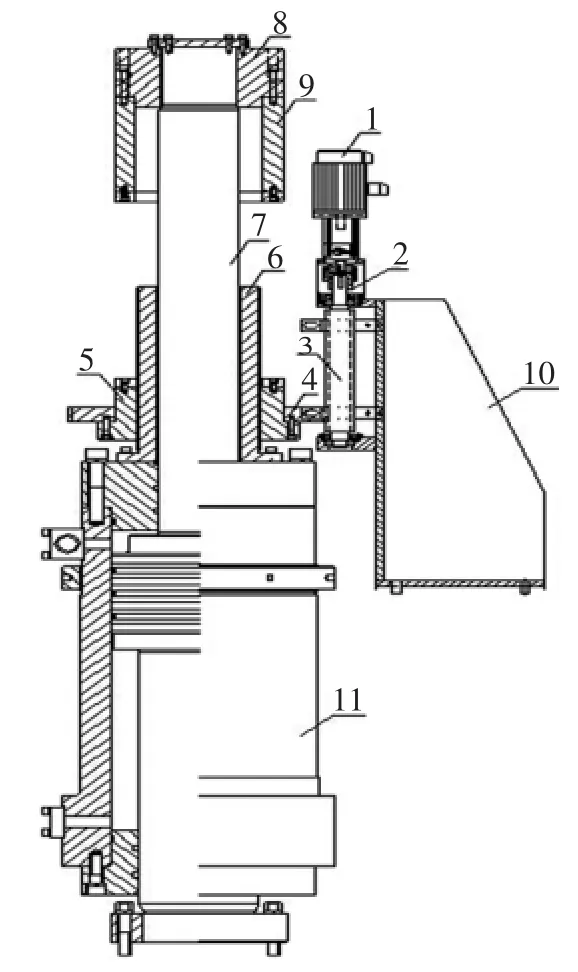
图1 机械限位结构
1.1.2 主机部分的液压原理
上面分析了死挡的机械结构,下面将具体分析设备的液压部分原理和功能。本机的液压原理如图2所示。
液压部分主要分为三大部分:①动力部分,由电液伺服电机和IPV双联泵组成;②阀体部分;③油缸部分。这种高精度挤压设备,设计时的难点在于滑块整体冲击力小,压力精度高,并在不增加液压机能耗的基础上提高工作效率。为满足以上要求,本机设计时采取以下几点:①双联泵。双联泵可以一台独立工作或两台同时工作,采用电机直接连接,机泵轴完全同心,振动小、噪声低。②伺服电机。实现位置和力矩的闭环控制,具有电机加减速时间短、发热和噪声低等优点。③比例溢流阀+压力传感器。实现压力的双闭环控制,保证了压力的高精度要求。
1.2 电气系统和控制原理
1.2.1 电气系统
本机电气系统主要由西门子S7-200系列PLC、SMART1000IE触摸式人机交换界面(简称触摸屏)和ESTUN伺服驱动器,以及部分其他电气元器件组成。其中CPU通过本体(CPU226)自带脉冲输出来驱动控制死挡块的交流伺服系统,并通过MODBUS RTU通讯协议与控制器通讯,读取驱动器内部部分参数。PLC的扩展模拟量输出模块(4通道输出),完成对主机部分的电液伺服系统和主缸上腔的比例压力阀的控制。主操台由触摸屏和一组控制按钮组合而成,用以完成设备的参数设置、状态监控和所有的动作控制。其具体控制布局如图3所示。
西门子S7-200PLC,CPU226型CPU性能良好,此类型CPU按照输出类型可分为继电器型和晶体管型。本机需要做脉冲输出,而继电器输出响应速度慢,发送的脉冲不稳定,且寿命较晶体管短,因此这里选用晶体管输出类型。另外这里需注意的是S7-200PLC最多可扩展7个模块。

图2 液压原理图

图3 控制系统布局
ESTUN在目前国内高端智能装备核心控制功能部件中处于领军位置,是国内唯一同时具备数控系统、电液伺服系统和交流伺服系统三大技术平台和完整系列产品的公司。本机主滑块部分的控制采用的即为电液伺服系统,而死挡块控制部分则用的是交流伺服系统。其中电液伺服系统输出频率范围为0~167Hz,速度控制精度可以达到±0.5%,压力控制精度可以达到±0.5%bar。其内置多种通讯功能,例如RS485、MODBUS协议、CAN通讯等。具有强大的过载能力,可在超负载150%的情况下工作4~5min,超负载200%的情况下工作6s。交流伺服系统,速度控制范围在1:5000,负载变动率为满载情况下,额定转速时,可以达到±0.01%以下。其接收的脉冲指令可在符号+脉冲列、CCW+CW、90°相位差2相脉冲(A相+B相)之中任选一种;另外此系统也包含了过电流、过电压、欠电压、过负载、再生故障、超速等等一系列保护措施;其内置通讯功能除了和电液伺服系统相同部分以外,还包含了EtherCAT通讯模块,采用CiA402协议。
1.2.2 电气控制原理
首先介绍S7-200PLC对电液伺服驱动器的控制。CPU226扩展的4通道输出模块的通道1和通道2接入到电液伺服驱动器CN2的1/4和2/4输入端子上,输出0~10V的电压信号,对伺服电机的转速进行控制,从而达到泵压力和流量的控制。同时4通道输出模块的通道3输出0~10V电压信号,输入到比例压力阀的放大卡上,对滑块的压力进行二次控制,达到对滑块压力的高精度控制。
其次是S7-200PLC对交流伺服驱动器的控制。CPU226本体模块上自带两个PPI协议接口,其中一个接口用来与SMART触摸屏通讯,另一个接口用来与交流伺服驱动器的通讯。下面介绍PLC如何与交流伺服控制器建立通讯。
连接上电缆后,需要在S7-200PLC的编程软件STEP7-Micro/Win中加载库文件,加载完成后,软件界面的库文件中会多出需要使用功能块。
在主程序中添加子程序,然后在子程序中插入网络。若此时使用的是port1口,则在网络中添加port1的MBUS-CTRL和MBUS-MSG功能块。MODBUS通讯程序如图4所示。MBUS-CTRL功能块各引脚的定义是:EN-功能块的使能;Mode-表示PLC的port1口的功能,高电平时为Modbus通讯接口,低电平时为PPI接口;Baud-伺服控制器与PLC之间的通讯波特率(设置时注意必须与伺服控制器一致);Parity-0表示无校验,1表示奇校验,2表示偶校验(设置时与控制器一致);Timeout-相对时间;Done-完成位;Error-错误代码。MBUS-MSG功能块各引脚定义是:EN-使能;First-工作位条件满足时间脉冲加上升沿微分;Slave-伺服控制器的站点号;RW-高电平为只写,低电平为只读;Addr-需要读取控制器内部的参数地址,换算式为40000保持寄存器加上参数地址(本机需要读取控制器内部的电机编码器数值,控制内部首地址为4100,而编码器地址为H1101,换算成16进制后为13,所以读取44113即可完成编码器数值的读取);Count-通讯的数据个数;DataPtr-数据存储栈地址;Done-完成标志;Er-ror-错误代码存储。

图4 MODBUS通讯程序
CPU226本体自带2组脉冲输出,可以同时控制两路伺服驱动器。本机用了CPU的Q0.0(pulse)和Q0.2(signal)一对控制点。脉冲控制程序如图5所示。

图5 脉冲控制程序
1.3 操作
综合上述步骤,便完成PLC对整个伺服系统的控制和监控。为了使用户更加方便地使用和操作设备,本机在触摸屏上设置自动校准按钮。其工作原理是:根据压件成品的高度,直接在触摸屏上的参数设置界面设置位置。按下自动校准按钮,死档块交流伺服电机开始转动,转到读取位置与设置位置相同时,电机立即停止。此时按下滑块双手下行按钮,主油缸快速下行,因压套与螺杆套之间的距离已经固定,主油缸下行到此位置时,活塞杆上的大螺母受力,主缸下行受限,从而达到快速且精准定位的功能。
2 结语
通过电气系统中的PLC与伺服系统相互作用,以及机械结构中死挡块的巧妙设计,实现了快速且精准的定位功能。该系统不仅功能性好,结构较为简单,且节能降噪,对同类型高精度控制设计具有一定的参考价值。
[1]寇宝泉,程树康,主编.交流伺服电机及其控制[M].北京:机械工业出版社,2008.
[2]Micro’n Powerv1.8 操作手册.
[3]ProNet系列交流伺服用户手册_V2.16(通用伺服).
Design and implementation of electrical control system for a high precision extrusion machine
WU Guohua,LIU Hongmei,LI Xiaojun
(Hefei Haide CNC Hydraulic Equipment Co.,Ltd.,Hefei 230601,Anhui China)
By combination of a high precision extrusion machine in some punching line from Shanghai bearing technology research institute,the way to realize the communication and control of SIEMENS PLC and AC servo system has been simply analyzed in the text,as well as the application in the high precision locating system.The design principle and actual working performance of this kind of high precision extrusion machine have been described in detail.
Hydraulic principle;Mechanical transmission structure;Servo system;PLC;MODBUS communication
TG375
A
10.16316/j.issn.1672-0121.2017.04.014
1672-0121(2017)04-0047-04
2017-04-24;
2017-06-08
吴国华(1985-),男,电气工程师,从事机械制造电气设计。E-mail:445479816@qq.com
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02
化工管理(2021年7期)2021-05-13
微特电机(2020年11期)2020-12-30
装备制造技术(2020年3期)2020-12-25
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
制造技术与机床(2017年3期)2017-06-23
工业设计(2016年6期)2016-04-17
专用汽车(2016年4期)2016-03-01
北京航空航天大学学报(2016年4期)2016-02-27
