太阳能及电加热热水器内胆(非承压)自动焊接专机智能控制方案与设计
2018-01-01 11:47陈向东杨前进
科学与财富 2017年30期
陈向东+杨前进
摘要:环保是当今世界的主题,是所有工业的核心发展方向。本文通过对市场的调研并设计了一种太阳能及电加热热水器内胆(非承压)自动焊接专机智能控制方案。用户可以通过不同的产品,并通过控制面板编程,产品尺寸检测,生产节拍检测,产品定位信号检测,焊接控制检测。气体保护及加工质量检测及自动控制来实现自动焊接一致性要求。改变过去人工加工,生产进度、成本控制及焊接中不可控的质量的诸多因素。
关键词:太阳能及电加热热水器内胆,程序编程及控制,流入产品尺寸采集与检测,伺服电动调节机、到位信号采集与焊接,焊接后质量控制采集与检测及气体保护。
1 前言
太阳能及电加热热水器内胆(非承压)自动焊接专机是热水器制造行业等制造作业过程中的关键工序的配套设备,主要承担两端端面封板点焊、连续缝焊接及焊接质量检测(工艺生产过程是下料,成型及卷形、冲压型,直缝缝焊,滚筋,端面焊接及焊接质量检测,清洗试压),
2 太阳能及电加热热水器内胆(非承压)自动焊接专机系统概述级方案设计
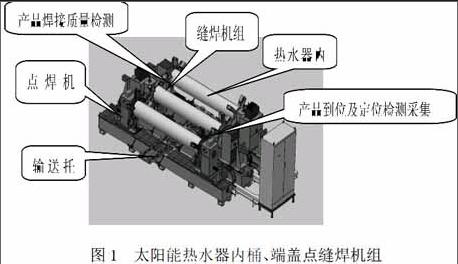
该设备主要由桶体端盖点焊机、桶体端盖缝焊机、输送托架、气动系统、电气控制系统等组成。
主机包括以下设备:桶体端盖点焊机一台、桶体端盖缝焊机两台、输送托架。
桶体、端盖点焊机;该点焊机主要用于桶体、端盖的点焊;工作时由工装夹具将端盖与桶体组装成一体并通过主动机头带动工件旋转,同时在旋转过实现工件点焊(点焊时工件需停止旋转);其主要由点焊机头、床身、伺服电动调节机组成。
点焊机头;点焊机头主要由点焊钳、真空吸盘、定位工装、气动对中夹具及到位信号检测、点焊控制器、推进气缸、变压器等组成。
点焊钳主要用于桶体与端盖的点定,是该设备功能实现的重要组成部份;真空吸盘主要用于工件装夹时定位端盖;气动对中夹具主要用于端盖及桶体的对中,确保点焊位置正确、可靠;推进气缸主要用于辅助工装夹具对工件进行组对;点焊控制器、变压器主要用于实现对点焊钳的控制实现点焊功能。
床身主要由型材及钢板焊接成形,其导轨面经过精加工可实现点焊机头的精确导向,从而满足不同工件长度的需求。
电动调节机构采用交流减速电机及丝杠传动副组成,可通过点动实现点焊机头的移动,在更换工件品种时可实现点焊机头位置调整从而减轻工人劳动强度。
桶体、端盖缝焊机;该设备主要用于实现端盖与桶体的对接缝焊,是点焊后的阻焊工序,实现端盖与桶体的最终组对,工作时通过缝焊轮的旋转带动工件旋转同时实现端盖与桶体的焊接功能;其主要由缝焊机头、床身、尾座及电动调节机构组成。
缝焊机头主要缝焊轮、气动对中夹具、缝焊控制器、变压器、推进气缸及冷却系统等组成。
缝焊轮分主、从动缝焊轮,主动轮通过交流伺服电机传动是工件旋转及实现缝焊的驱动部分。
气动对中夹具与点焊对中夹具基本一致,主要用于工件的对中找正。
尾座主要由气动对中夹具及气动推进机构组成,主要用于辅助缝焊机头定位工件实现端盖与桶体的缝焊。床身及电动推进机构与点焊设备基体一致。
输送托架;输送托架主要用于工件上下料及不同工位间的举升与输送,分升降和水平输送两个动作;主要由气动升降机构、同步机构、水平移动机构,弧形支架及到位检测机构组成。
3电气控制系统组成
阻焊线控制系统采用PLC(FX3U系列)控制。人机界面采用WeinView500触摸屏。焊机控制器采用PSI6000,,点焊变压器中频PSG3075,缝焊变压器采用中频PSG6130。伺服系统采用伺服电机和驱动器。
阻焊线为集中式的控制结构。控制对象为阻焊线上的3个工位和两条往复输送机构。PLC采用FX3U-MT,选用两只PLC并联连接,各工位的伺服驱动采用集中安装,避免驱动信号产生干扰。在主焊线的控制柜设置一10寸彩色触摸屏,实现人机信息的交互。同时设置电子显示屏,可以方便的查看整个系统的状态信息和故障信息。
2.2.1阐述了采用MT8100IV-10寸彩色触摸屏的屏幕构成,帮助使用方法,功能以及其它方面,以实现人机信息的交互。
2.2.1.1设备信息范围:包含阻焊线所有工位和往复输送线的所有输入输出信号及中间状态。2.2.1.2显示信息内容:系统上所有I/O的状态、参数的设定、报警信息等。
3.1焊接对象及设备说明
3.1.1焊接对象:
3.1.2热水器内桶与端盖规格φ400~600,长度3400mm
3.1.3钢板(工件)厚度: 1-2.5mm
3.2设备说明:
3.2.1. 工件装卸料方式:传输线自动上、下料,人工辅助
3.2.2. 工件的定位方式:托架顶升到位,两端定位夹具自动定心
3.2.3. 焊接方式:阻焊(点焊+缝焊)
3.2.4. 设备参数:
3.3系统操作模式就是系统的工作方式。
在不同的系统操作模式下,机器的工作方式是不一样的。机器的各个操作按钮在不同的操作模式下所起的作用也是不尽相同的。本机为了适应工厂生产的需要,设计了三种工作模式,即手动模式、调节模式、自动模式。用户可以根据自己的需要选择不同的工作模式。
4 结论;
本文技术的太阳能及电加热热水器内胆(非承压)自动焊接专机智能控制方案。用于热水器制造行业,改变传统的加工制造工艺,在人性化的生产节拍,制造质量控制,制造成本上及生產管理上有明显提高,一次性产品合格率达99.5%(传统加工合格率68.9%),另外在产品规格实现全覆盖,满足生产要求。该设备的生产标准是根据GB15578-2008《电阻焊机的安全要求》及GB/T8366-2004中的有关条款制定。endprint
猜你喜欢
汽车实用技术(2022年5期)2022-04-02
中国特种设备安全(2021年4期)2021-10-13
粉末冶金技术(2021年3期)2021-07-28
紫禁城(2020年9期)2020-10-27
焊接(2016年5期)2016-02-27
焊接(2016年1期)2016-02-27
焊接(2015年10期)2015-07-18
焊接(2015年9期)2015-07-18
焊接(2015年6期)2015-07-18
焊接(2015年8期)2015-07-18