
直读光谱法测定低合金钢中氮
2018-01-22 06:58郑连杰秦晓峰米东海
理化检验-化学分册 2017年11期
郑连杰,张 敏,秦晓峰,米东海
(河北钢铁集团 邯钢公司 技术中心,邯郸056015)
在很多情况下,钢中氮元素对钢铁材料的性能有不良影响,如降低钢的韧性、焊接性能、热应力区韧性,使钢材脆性增加,造成连铸坯开裂等[1]。因此,很多优质钢材均要求对氮含量进行严格控制。在转炉吹炼、精炼或保护浇铸等生产步骤中,如因操作不当或设备问题造成钢液与大气充分接触,均会造成明显增氮[2],因此钢水中氮含量的实时数据对炼钢生产有重要的指导意义。
目前钢中氮的测定方法主要为惰性气体熔融热导分析法[3]。该方法所用试样一般需要在所取样品上再次制样,然后利用气体分析仪进行分析,操作较繁琐。当用于炼钢过程监控时,测定周期偏长,且工作量较大。本工作利用全自动分析系统中的磨样机和直读光谱仪等设备,在分析盘状钢样中其他元素的同时,对氮进行测定,能够在不增加工作量和成本的前提下,在5min内完成炼钢过程试样中氮含量的测定,有利于及时发现生产过程中出现的问题,减少因氮含量偏高造成的钢产品不合格的情况。
1 试验部分
1.1 仪器
所用仪器设备均在全自动分析系统中,主要包括 HERZOG HB 3000 型自动磨 样 机,Thermo Fisher ARL 4460型直读光谱仪(配VUV氟化钙透镜,真空系统采用膜泵与分子泵结合,使用的氩气先后经过CZA-4Z型和 MP-2000型氩气净化器净化)。
为实现试样的自动传递与处理,采用的自动化设备主要有:ABB IRB 2600型工业机器人;HERZOG HR-HSK/B 型风动发送站,HERZOG HR-HSK-L型风动接收站,HERZOG HR-ES/L型交接装置;Thermo Fisher SMS 2000 型试样处理系统。
1.2 仪器工作条件
1)磨样条件 使用0.80mm(24目)杯型砂轮制样,夹钳摆动速率为100%,摆动幅度为50mm,砂轮进给频率为5Hz,进给量为1.2mm,冷却时间为15s。
2)直读光谱条件 氮分析谱线为149.26nm,铁内标谱线为273.07nm。积分光源采用Fe11,冲洗时间5s,积分时间5s。
1.3 试验方法
用标准化样品RE12/134和3794对直读光谱仪氮元素工作曲线进行漂移校正,并使用有证标准物质GBW 01388、YSBS11237c和YSBS11185a对准确性进行验证。
生产试样在风动发送站进行注册后,实验室对试样的接收、制备和分析过程由设备全自动完成,无需人工操作。流程为:风动送样系统将装有试样的风动容器送至实验室,机器人接收容器并将其送到交接装置中;交接装置将容器打开并取出试样,另一机器人接收试样并放入自动磨样机,试样制备完成后再由该机器人取出,送入试样处理系统和直读光谱仪;试样处理系统接到试样后,先分析气氛调节样品,使激发台氛围达到稳定状态,再对试样进行分析;通过对分析面进行拍照和图像处理选择合适的激发位置,当两次激发所得结果的差值在重复性允许差范围内时,取平均值作为测定结果。
2 结果与讨论
2.1 制样方法的选择
相关文献中光谱氮测定用钢样的制备方法不尽相同[4-6]。全自动分析系统中可选用的制样设备有铣样机和磨样机,当选择磨样机制样时,可单独使用砂轮磨样或在砂轮磨样后再用砂带进行精磨。经观察发现:采用铣刀或砂带制样时,随着刀片和砂带的磨损,试样表面纹路会发生变化;杯型砂轮在使用过程中质地均一,不涉及此问题。为确定表面纹路变化对测定结果的影响,进行了以下试验:取同一生产试样,先后采用旧铣刀片、新铣刀片、旧砂带、新砂带和杯型砂轮进行制备,每次制备完成后,用直读光谱仪在分析面上进行6次激发,结果见图1。为便于观察,制图时对每种方法各激发点的测定值进行了升序排列。

图1 不同制样方法对测定结果的影响Fig.1 Effect of determination results with different preparation methods
由图1可知:除采用新砂带制样时,由于砂粒脱落嵌入试样等原因造成各激发点数据波动较大外,其他方法得到的数据重复性水平差距不大。同时可观察到,试样表面纹路越细腻,得到的测定值越高,铣刀片和砂带在新、旧状态下制样所得的测定结果存在系统性差异。因此,试验选用杯型砂轮对试样进行制备。
2.2 激发台氛围的调节
试验发现,当直读光谱仪待机一段时间后再分析试样时,第2~4个激发点的测定值往往偏高,并呈递减趋势,之后激发点的测定值则保持稳定,见图2(a)。延长冲洗和预燃时间后没有明显效果,但连续分析试样时则不存在此现象。由于炼钢生产要求数据实时报出,一般无法连续分析试样,因此可在分析试样前对气氛调节样品进行5次激发,从而使生产试样的测定值直接达到稳定,见图2(b)。
为使仪器能够自动执行这一操作,通过对SMS2000试样处理系统的注册表进行编辑,使其能够根据试样代码中的特定信息识别氮测定试样,并预先分析气氛调节样品。气氛调节样品可采用圆柱状钢光谱标准样品,或从适当直径的圆钢上截取获得。

图2 激发台气氛调节的效果Fig.2 Effect of adjusting atmosphere of excitation station
2.3 共存元素的干扰校正
硅与钨对氮在149.26nm处的谱线存在干扰,因此设置了这两种元素对氮的基体校正,见公式(1):

式中:Ci为干扰元素的含量;Ki为干扰元素的基体校正系数;Cu为被测元素未校正含量;Cc为被测元素校正后的含量。
硅与钨对氮的基体校正系数分别为-0.001 63,-0.001 10。
2.4 工作曲线的调整
该方法使用了仪器自带的氮元素工作曲线,但由于仪器在运输、使用过程中的状态变化,该曲线在分析标准物质时,存在明显的系统偏差,且无法通过漂移校正将其消除。因此,通过设置响应曲线的方式对工作曲线进行调整。响应曲线的方程见公式(2):

式中:I′为校正后光强;I为校正前光强;A1和A0分别为一次项和常数项系数。根据试验结果,将A1和A0分别调整为1.023和-0.000 1。调整前后标准物质的测定值与参考值的对照情况,见图3。
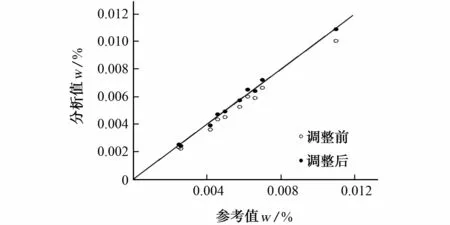
图3 工作曲线调整前后标准物质的分析结果Fig.3 Analysis results of reference materials before and after calibration adjustment
由图3可知:调整后,系统偏差被有效消除。
2.5 精密度试验
按试验方法连续分析低合金钢标准物质GBW 01388、YSBS 11237c、YSBS 11185a和2个生产试样各6次,结果见表1。

表1 精密度试验结果(n=6)Tab.1 Results of test for precision(n=6)
2.6 样品分析
取低合金钢盘状生产试样15个,将样柄截下并去除氧化层,剪切为约1g的样粒,洗涤后用LECO TCH 600型氧氮氢分析仪测定氮含量,盘状部分按试验方法进行测定,结果见表2。
国家标准 GB/T 20124-2006[3]中,氮含量低于0.013 0%时,再现性限(R)取0.001 1%,两种方法测定值符合该标准对数据再现性的要求,测定结果准确可靠。

表2 样品分析结果Tab.2 Analytical results of samples
[1] 周德光,罗伯钢,曾立,等.钢中氮的控制及其对质量的影响[J].炼钢,2005,21(1):43-46.
[2] 赵元,李具中,邹继新,等.汽车面板钢中氮控制技术的研究与实践[J].炼钢,2010,26(2):22-25.
[3] GB/T 20124-2006 钢铁 氮含量的测定 惰性气体熔融热导法(常规方法)[S].
[4] 陆向东,吴桂彬,王海,等.火花发射光谱法测定钢中氮含量[J].理化检验-化学分册,2013,49(9):1127-1128.
[5] 任维萍.影响火花源原子发射光谱法测定不锈钢中氮元素精度的因素分析[J].冶金分析,2014,34(8):16-21.
[6] 黄子鉴,康宝军,赵竞泽,等.火花源原子发射光谱法测定钢中超低氮[J].冶金分析,2008,28(10):23-26.
猜你喜欢
山东冶金(2022年2期)2022-08-08
矿山安全信息(2021年25期)2021-01-03
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
河北工业大学学报(2016年6期)2016-04-16
分析化学(2014年7期)2014-12-13
