焊接热循环对奥氏体不锈钢254SMo组织与性能的影响
2018-01-23 08:26
焊接 2017年12期
(1.太原科技大学 材料科学与工程学院,太原 030024;2.太原钢铁(集团)有限公司,太原 030001)
0 序 言
超级奥氏体不锈钢254SMo是一种超低碳、高铬、高钼的不锈钢,因其含有氮,使其具有很高的强度和优良的耐点蚀、耐缝隙腐蚀及耐晶间腐蚀性能,因此广泛应用于烟气脱硫、垃圾焚烧、发电厂及海水淡化等重要领域[1-3]。
254SMo钢由于其合金元素含量较高,特别是Mo元素的含量较高,会促进金属间相如σ相、χ相和Laves相的析出[4],其中σ相几乎是所有高合金不锈钢中都会产生的。σ相通常在低于1 050 ℃的温度下产生,在较高温度下进行固溶处理,可以使σ相充分溶解,但是254SMo钢由于铬、钼含量较高,σ相在焊接过程中的析出速率较快,同时焊接又是一个快速加热、快速冷却的过程,σ相很难在奥氏体中充分溶解[5]。此外,焊接热影响区是整个焊接接头的薄弱地带,随着热输入的增大,热影响区晶粒粗化及有害相的析出会导致材料的力学性能及耐蚀性能发生变化[6]。
焊接热循环描述了工件上某点的温度随时间的变化,一般用来描述焊接热循环的主要参数有以下四个:加热速度υh、加热最高温度Tmax、在相变温度以上的停留时间tH、冷却速度υc,这些参数都直接或间接的影响焊后的组织和性能[7-8]。焊接热循环曲线可以借助焊接热过程的理论公式T=f(x,y,z,t)来计算[9],但是实际焊接过程与理论计算时的假设条件存在较大出入,理论计算得到的热循环曲线误差较大,因此,文中通过焊接热循环的测试,掌握材料在焊接热循环作用下对焊接接头组织和性能的影响。
文中针对254SMo焊条电弧焊工艺,利用红外测温技术测得不同热输入下焊缝及热影响区的热循环曲线,通过超景深光学显微镜研究焊接热循环对254SMo焊条电弧焊热影响区组织的影响,为优化实际焊接工艺参数提供理论依据。
1 试验材料及试验方法
1.1 试验材料
试验所用材料为商业用超级奥氏体不锈钢254SMo板材,供货状态为热轧状态,板材尺寸为150 mm×55 mm×10 mm,选用焊条电弧焊(SMAW)的焊接方法,焊条选用P-12R碱性焊条,直径为3.2 mm,表1为母材及熔敷金属的化学成分。
1.2 试验方法
1.2.1焊前准备及焊接工艺
对试验试板进行坡口切削加工,坡口形式及大小如图1所示,焊前对坡口及附近50 mm范围内的表面用砂纸进行打磨,然后用丙酮进行清洗,确保没有油污、蚀锈和其他杂质的存在。焊条进行充分烘干,烘干温度为150 ℃,保温1 h后使用。
文中将选取1.25 kJ/mm,1.36 kJ/mm,1.46 kJ/mm,1.61 kJ/mm四种不同的热输入进行焊接,焊接工艺参数见表2,焊后选取焊缝表面没有缺陷的焊件用线切割进行切割取样,将切好的试样经打磨抛光后,再用5 g FeCl3+50 mL HCl+100 mL H2O混合溶液进行侵蚀,采用KEYENCE VHX-2000型超景深光学显微镜和Hitachi S-4800扫描电子显微镜(SEM)观察试样的显微组织和析出相,利用Image-Pro Plus软件对热影响区组织晶粒度进行分析测试。

表1 母材254SMo及熔敷金属的化学成分(质量分数,%)

表2 焊接工艺参数

图1 焊接试件坡口尺寸
1.2.2测温设备
采用高性能便携式红外热像仪VarioCAM Hr Handheld测定温度,该热像仪采用384×288非制冷焦平面微量热型探测器,其测量热灵敏度可达0.03 ℃,测温范围可选扩展至>2 000 ℃,测温精度为±2%(<0或>100 ℃),采用光机位移成像技术,可以清晰的检测到目标物体细微的温度变化,采用60 Hz的成像速率可以清晰的扫描和检测快速移动的物体,利用此红外热像仪对焊接过程中焊缝及热影响区表面温度进行跟踪测试,得到焊接接头表面任一点的热循环曲线,试验装置及测温方式如图2所示。

图2 焊接温度场测量示意图
2 试验结果与分析
2.1 焊接热循环
利用红外热图分析软件IRBIS 3 Professional处理红外实测数据,针对不同的焊接热输入选取与熔合线垂直距离为0.4~0.5 mm的焊接HAZ上的像素点,提取这些像素点上的数据,去除异常温度数据(主要为突降数据),将最终筛选得到的温度与时间数据利用Origin进行绘制,得到的热影响区热循环曲线如图3所示,热输入为1.25 kJ/mm,1.36 kJ/mm,1.46 kJ/mm,1.61 kJ/mm对应的峰值温度分别为1 208.5 ℃,1 243.8 ℃,1 298.3 ℃,1 354.6 ℃,冷却时间t12/8分别为5.5 s,7.5 s,9 s,11 s。
2.2 不同热输入下焊接热影响区组织及其析出相
图4为母材及不同焊接热输入(1.25 kJ/mm,1.36 kJ/mm,1.46 kJ/mm,1.61 kJ/mm)下254SMo钢焊接热影响区的组织。由图4a可以看出,母材为均匀的等轴奥氏体组织,晶内有大量的孪晶。由图4b、图4c、图4d和图4e可以看出,焊接时随着焊接热输入的增加,热影响区晶粒出现明显的长大趋势,这主要是由于冷却时间t12/8随着热输入的增加而变长,即高温停留时间在增加,使得奥氏体组织晶粒长大。此外,随着峰值温度的升高,金属的原子扩散速度加快,Mn,P,C,N等微量元素溶入奥氏体后,会使γ-Fe原子间的结合力降低,加速铁原子的自扩散速率,从而促进奥氏体晶粒长大[10-11]。

图3 不同热输入下焊接热影响区的热循环曲线

图4 不同热输入下焊接热影响区组织
按照GB 6394—02《金属平均晶粒度测定方法》标准,利用Image-Pro Plus软件对不同热输入参数条件下热影响区的晶粒度大小进行测试,测得母材晶粒度级别较高,达到10.4级,平均晶粒尺寸为9.12 μm,图5为晶粒度随热输入的变化曲线,从图中可以看出,随着热输入的增加,奥氏体晶粒度级别在不断下降,当热输入达到1.61 kJ/mm时,热影响区奥氏体平均晶粒尺寸长大到16.37 μm。
当热输入为1.25 kJ/mm时,晶粒内部存在大量孪晶,且晶界和晶粒内部未见析出相产生;当热输入增大到1.46 kJ/mm时,晶粒内部孪晶有所减少,晶界及晶粒内部未见有明显析出相产生,此时晶粒尺寸比较均匀,随着热输入继续增大到1.61 kJ/mm时,晶内孪晶增多,晶粒边界发现有析出相的产生。为了进一步确定该析出相的类型,对热输入为1.61 kJ/mm的热影响区组织进行SEM和EDS定量分析,图6为焊接热影响区组织SEM形貌图,从图中可以看出,晶界处有连续网状分布的析出相,晶内有少量的块状析出相,对析出相进行EDS定量分析,得到结果见图7和表3,表3中的析出相成分显示,该析出相中含有较高含量的Cr和Mo,且Ni含量较低,因此,该析出相为χ相。

图5 不同热输入下的晶粒度级别
析出相的产生主要是因为随着热输入的增大,冷却时间t12/8变长,冷却速度较为缓慢,这为第二相的析出提供了充裕的时间,峰值温度的升高,促进了合金元素的扩散,使大量的合金元素在奥氏体三晶粒交界处聚集,为第二相的形成提供了成分条件。

图6 热输入为1.61 kJ/mm的热影响区组织SEM图

图7 析出相能谱图

FeCrNiMo45.4523.166.0225.37
2.3 不同热输入下焊接接头的显微硬度
焊接接头的显微硬度值一般与其各区域的组织存在一定的联系,根据标准GB/T 4340.1—2009《金属材料维氏硬度实验》从熔合区向两侧的焊缝区和热影响区打点进行硬度测量,图8为不同热输入下254SMo焊接接头显微硬度分布曲线图,图中左侧为焊缝区,右侧为热影响区。在加载载荷为100 g、保荷时间为15 s的条件下测得,母材的硬度值为213 HV,从图中可以看出,在同一焊接热输入下,焊缝区的硬度值明显高于母材和热影响区,这主要是因为焊缝组织为枝晶和细小的胞状晶,而且填充材料的合金元素含量较高。热输入为1.36 kJ/mm和1.46 kJ/mm时的整个焊接接头硬度值明显大于热输入为1.25 kJ/mm和1.61 kJ/mm时,随着热输入的增大,冷却速度减慢,使焊接接头在高温区停留时间变长,晶粒边界有少量的析出相产生,从而使焊接接头的硬度提高,但是当热输入增加到1.61 kJ/mm时,焊缝和热影响区组织显著粗化,使得整个焊接接头硬度值突然下降。总体来说,随着热输入的增加,冷却时间t12/8变长,焊接接头显微硬度呈现先增大后减小的趋势。

图8 不同热输入下焊接接头显微硬度分布曲线
2.4 不同热输入下热影响区的冲击性能
由于焊后板材存在少量的变形,无法制备标准的冲击试样,所以采用线切割加工成55 mm×10 mm×5 mm的V形缺口非标准试样,缺口开在距离熔合线较近的热影响区上,每种焊接热输入制备3个冲击试样在室温下进行夏比摆锤冲击试验,试验结果见表4。
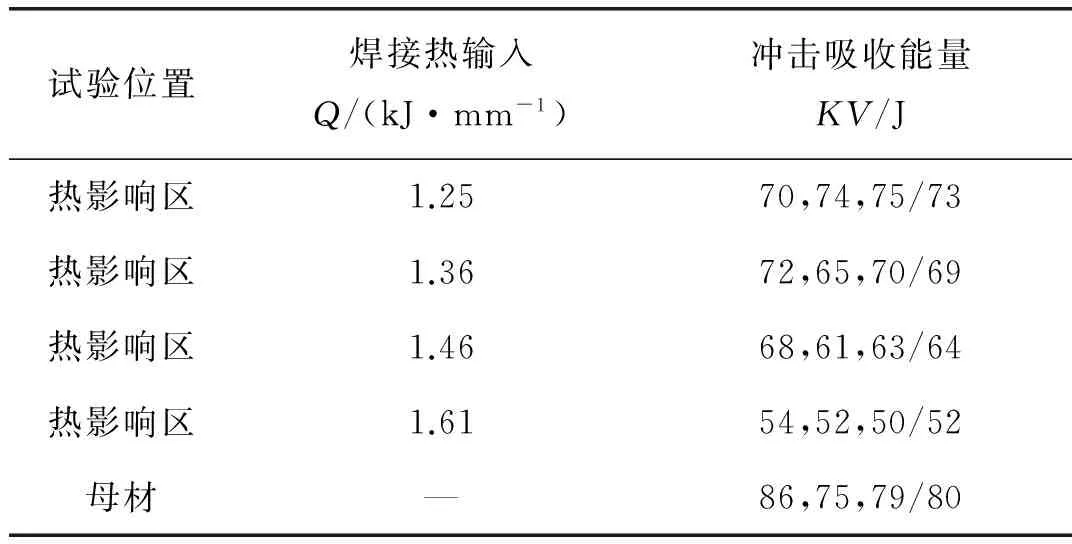
表4 母材及不同热输入下热影响区的室温冲击吸收能量
从表4中可以看出,随着热输入的增加,室温冲击功呈现逐渐减小的趋势,这主要是因为焊接热循环对于热影响区组织的粗化所造成的,随着热输入的增加,焊接热循环的峰值温度升高,冷却变得缓慢,奥氏体晶粒有足够的时间长大粗化,同时伴随着析出相在晶界处的出现,也会降低材料的韧性及室温冲击吸收能量。
从冲击断口的扫描电镜图9可以看出,4种热输入条件下的断口处均为等轴状韧窝,说明断裂都属于韧性断裂。

图9 冲击断口扫描电镜
3 结 论
(1)采用不同热输入的SMAW焊接254SMo不锈钢板,焊接热影响区受多次热循环的影响,晶粒明显长大,随着热输入的增大到1.61 kJ/mm,冷却时间t12/8从5.5 s增加到11 s,焊接热影响区奥氏体平均晶粒尺寸长大到16.37 μm,同时热影响区发现有析出相的产生。
(2)结合4种焊接热输入下的SMAW焊接接头显微硬度、冲击性能及组织进行分析,可得出当焊接热输入为1.46 kJ/mm时,焊接接头的硬度值最高,冲击性能较好,且在该热输入下晶粒尺寸较均匀,未见明显析出相的产生。因此,实际SMAW焊接生产中焊接热输入应选在1.46 kJ/mm附近。
[1] Pu E,Zheng W,Xiang J,et al. Hot working characteristic of superaustenitic stainless steel 254SMo[J]. Acta Metallurgica Sinica,2014,27(2):313-323.
[2] Koutsoukis T,Redjaïmia A,Fourlaris G. Phase transformations and mechanical properties in heat treated superaustenitic stainless steels[J]. Materials Science and Engineering: A,2013,561(3):477-485.
[3] Yun D W,Seo S M,Jeong H W,et al. Modelling high temperature oxidation behaviour of Ni-Cr-W-Mo alloys with bayesian neural network[J]. Journal of Alloys & Compounds,2014,587(3):105-112.
[4] Li H,Zhang B,Jiang Z,et al. A new insight into high-temperature oxidation mechanism of super-austenitic stainless steel S32654 in air[J]. Journal of Alloys & Compounds,2016,686:326-338.
[5] Anburaj J,Nazirudeen S S M,Narayanan R,et al. Ageing of forged superaustenitic stainless steel: precipitate phases and mechanical properties[J]. Materials Science & Engineering A,2012,535:99-107.
[6] Zhang L,Kannengiesser T. Austenite grain growth and microstructure control in simulated heat affected zones of microalloyed HSLA steel[J]. Materials Science & Engineering A,2014,613(11):326-335.
[7] Yang D,Wang G,Zhang G. Thermal analysis for single-pass multi-layer GMAW based additive manufacturing using infrared thermography[J]. Journal of Materials Processing Technology,2017,244:215-224.
[8] Li H,Yang S,Zhang S,et al. Microstructure evolution and mechanical properties of friction stir welding super-austenitic stainless steel S32654[J]. Materials & Design,2017,118:207-217.
[9] Moon J,Ha H Y,Lee T H. Corrosion behavior in high heat input welded heat-affected zone of Ni-free high-nitrogen Fe-18Cr-10Mn-N austenitic stainless steel[J]. Materials Characterization,2013,82(5):113-119.
[10] 崔忠圻,覃耀春. 金属学与热处理[M]. 北京: 机械工业出版社,2004.
[11] 徐 刚. 微合金元素对TP347H奥氏体不锈钢结构与性能的影响[D]. 上海: 上海大学硕士学位论文,2008.
猜你喜欢
金属加工(热加工)(2022年8期)2022-09-01
有色金属(矿山部分)(2021年4期)2021-08-30
焊管(2020年8期)2020-09-08
新疆大学学报(自然科学版)(中英文)(2020年2期)2020-07-25
航空制造技术(2020年11期)2020-07-01
科学技术创新(2020年16期)2020-06-28
西南石油大学学报(自然科学版)(2019年1期)2019-01-28
中国特种设备安全(2018年2期)2018-03-14
中国塑料(2016年10期)2016-06-27