
延缓金属结构疲劳裂纹扩展的方法综述
2018-02-26 07:34刘乾坤李光尚
装备制造技术 2018年12期
刘乾坤,李光尚
(长安大学道路施工技术与装备(教育部)重点实验室,陕西 西安 710064)
0 引言
目前金属结构在我国桥梁、机械、工业和大型公共建筑中得到了广泛的应用。疲劳是一种金属结构常见的损伤形式,在循环荷载作用下,金属结构通常会在应力集中的地方产生疲劳裂纹,并不断扩展直至结构破坏,因此对其维护的重要性也显得越来越突出[1]。疲劳裂纹引起的断裂是一种灾难性破坏,由于它总是在先塑性变形后以极高的速度发生,因而会造成很大的损伤。低工作温度和冲击载荷会加剧这种情况,降低断裂韧性,并可能导致脆性断裂。因此,当在日常维护中发现关键金属构件出现疲劳裂纹时,需要用新的构件代替裂纹构件,以确保金属结构的安全。如果由于成本或停机时间限制而不能更换部件,则可能需要迅速的临时修理,以允许部件安全地工作,直到可以安排更详细的修理或更换[2]。
在不能及时更换新的金属构件,节约时间以及经济的情况下,延缓含有裂纹金属结构疲劳剩余寿命的方法研究是必要的。针对疲劳裂纹的问题,介绍以及分析比较了修复或者延缓疲劳裂纹扩展的方法、现状及提出新的见解。
1 修复或者延缓疲劳裂纹扩展方法的现状
1.1 裂纹填充
自从Elber在20世纪70年代开创性地研究了疲劳裂纹的闭合行为以来,人们进行了大量的尝试来识别裂纹闭合机制。这些机制包括:塑性引起的闭合[3,4]、断裂表面的粗糙度[5]、相变[6]、断裂表面氧化[7]、裂纹内渗透粘性流体[8]。裂纹填充方法是研究人员基于裂纹闭合效应机制,在裂纹中引入人工聚合物,例如环氧树脂、矿物油等,可能导致过早的裂纹闭合和随后的裂纹延迟,利用这一概念来改进的裂纹扩展止裂方法。填充示意图如图1所示。其机理是通过人工渗透浸渍剂导致疲劳裂纹提前闭合,阻止或延缓疲劳裂纹的扩展。国内外科研工作者和工程技术人员对裂纹填充修复的研究大多集中在陶瓷、牙釉质等脆性材料以及混凝土裂缝修复方面,针对金属结构疲劳裂纹延缓的理论研究和试验并不多见。
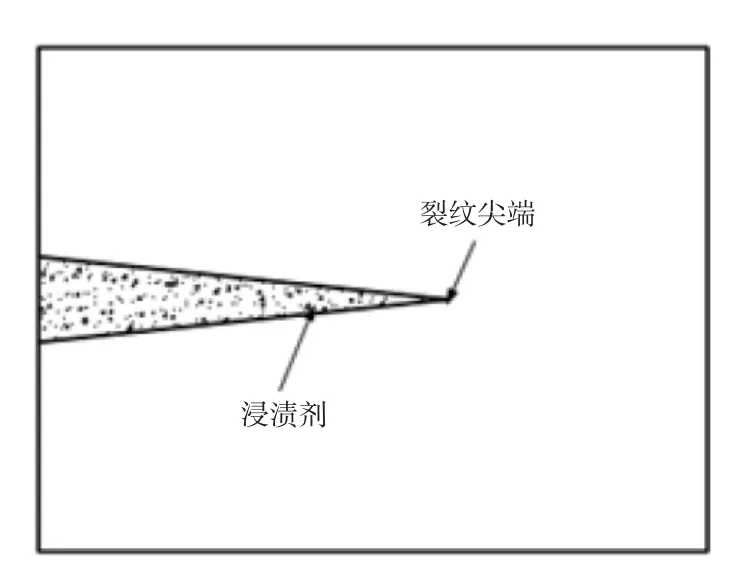
图1 裂纹填充原理示意图
一般先通过无损探伤检测,例如:射线照检测、超声检测、磁粉检测等检测出微裂纹的所在之处,然后设法将延缓裂纹扩展的聚合物填充到裂纹尖端。裂纹填充方法的关键在于保证人工聚合物的完全渗透到裂纹尖端。针对金属结构出现的裂纹形态,可使用包括真空技术、加压氮气、氮碳共渗等不同的方法来获得更优的效果。当金属结构出现贯穿裂纹时,可以借助真空技术使得裂纹尖端的渗透更加充分,如Shin和Hsu在紧凑拉伸C(T)试样中尝试用容器真空法将封闭材料如环氧树脂渗入裂纹中,试验表明过早的裂纹闭合按预期发生,并伴有裂纹延迟[9]。当金属结构出现表面裂纹或深层裂纹时,可通过加压氮气、氮碳共渗等方法将浸渍剂渗透到裂纹尖端。如,Sheu等人在AISI 304不锈钢三点弯曲试样中,通过加压氮气方法分别渗透了氧化铝水溶液、环氧树脂和环氧树脂的混合物。水溶性氧化铝具有延缓裂纹生长的作用,环氧树脂与0.5 μm氧化铝的混合物表现出令人满意的延缓疲劳裂纹扩展的性能[10,11]。陈程等人专门研究了有/无填充介质对裂纹动态断裂特性的影响,表明:冲击载荷作用下运动主裂纹与预制缺陷贯通后,预制裂纹中有/无填充介质影响次生裂纹的起裂位置、数量、起裂模式、起裂所需时间[12]。Song等人通过加压氮气将环氧树脂混合物填充到裂缝中,能够更好的促进裂纹的闭合,延长裂纹构件的寿命[13]。Ai Li等人采用气体氮碳共渗技术对42 CrMo钢进行表面裂纹修复,结果表明气体氮碳共渗后,裂纹被填充。同时,含有表面裂纹钢的力学性能显著恢复。在热处理时效条件为760℃2 h,550℃4 h下进行修复,修复后试样强度恢复63.68%[14]。另外,Hautakangas等人研究了在Al-Cu-Mg合金的裂纹缺陷中填充Cu,通过时效处理,达到缺陷修复的效果[15]。Walter等人将氮化硅进行氧化热处理引入结构表面裂纹,结果表明裂纹愈合,试样的弯曲强度明显得到改善,在改善机械可靠性具有明显的潜力[16]。
1.2 焊接修复
焊接修复原理是通过沿裂纹路径熔敷金属、焊接材料或金属补片来强化裂纹体。熔融材料在冷却时起裂纹止裂作用,降低了裂纹扩展的驱动力,延缓或修复了疲劳裂纹的扩展。首先通过无损检测确定微裂纹的位置,然后根据现实情况选取焊接方法,通过优化焊接电流、焊接电压、焊接速度等焊接工艺参数,采用相同或者同等强度的焊接材料修复含有裂纹的金属构件。示意图如图2所示。
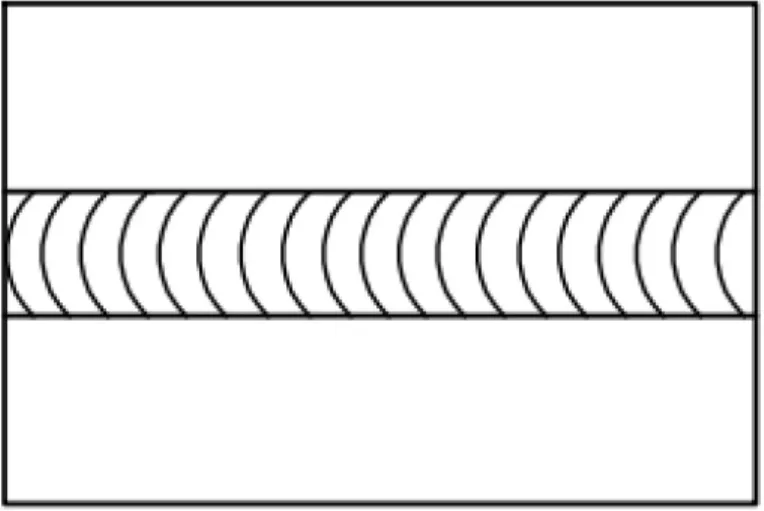
图2 焊接修复原理示意图
在实际工作中,当金属构件出现疲劳裂纹,不能及时更换时,常用的焊接修复方法是气体保护焊、激光焊、补焊、复合焊等。当需要减少时间、人力及财力方面的投入、提高焊接修复效率时,可以采用激光焊接。Pang M等采用激光焊接技术修复铸造镍基高温合金K418,并研究了焊接后的组织结构。结果表明,激光焊缝区主要包括树枝状Cr-Ni-Fe-C奥氏体固溶体,均匀分布的细小的Ni3(Al,Ti)Y′相,少量的针状MC和分布在树枝间的富Nb、Ti和Mo颗粒[17]。刘成来采用激光熔覆的方法实现了钛合金飞机机匣裂纹的焊接修复,系统的研究了不同工艺参数对各种熔覆区微观组织、常温和高温抗拉强度的影响,通过对比分析得到了激光熔覆焊接修复的最优工艺[18]。邢如飞等人采用激光沉积修复对加工缺陷的TA15钛合金进行修复实验,结果表明退火态试样的强度均高于锻件基体,而塑性却低于基体;固溶时态相较于退货状态,试样抗拉强度均有明显提高[19]。秦仁耀等采用激光熔化沉积技术对40 CrNiMoA高强钢表面进行沉积修复,结果表明:经激光熔化沉积高Co-Ni二次沉淀硬化合金钢修复后,40 CrNiMoA高强钢表面的耐磨损和耐腐蚀性能得到显著提高[20]。林鑫等分析了激光成形修复Ti-6Al-4V合金的组织特点,并考察了退火处理对修复区组织及修复件性能的影响,结果表明修复件的综合力学性能得到一定改善,塑性有所提高,经采用退火+喷丸处理,修复件的低周疲劳性能达到与锻件相当[21]。也可以使用传统的气体保护焊对疲劳裂纹进行焊补法修复。Mendez等提出了焊接修复不锈钢过程中,大电流下熔池熔深和缺陷产生的原因,提出一个简单模型来预测驼峰缺陷的发生和类型[22]。Zhang等研究了引入“软+硬”双金属焊接修复对钢焊接结构疲劳性能得影响,结果表明提高了钢焊接结构得抗疲劳性能,提高了焊接质量[23]。李丹等采用CO2气体保护焊对不同厚度的Q345B钢板进行对接试验,随着板厚增加,焊缝平均显微硬度增高,焊缝区层间硬度波动增加,其填充层显微硬度最高[24]。杜宝帅等研究CO2气体保护焊对Q460钢焊接接头的影响,结果表明焊接接头热影响区表现出较好的冲击韧性[25]。当受力关键部分的裂纹和裂纹较集中不宜采用上述方法修复的部位,也可用补片修复。Ayatollahi等研究了复合补片对倾斜中心裂纹在Ⅰ型和Ⅱ型加载条件下断裂行为的影响,结果表明,在混合加载条件下,模态混合、贴片厚度、薄膜胶粘剂性能等参数对裂纹尖端参数及修复试样的断裂强度均有显著影响[26]。穆志韬等基于Abaqus软件建立了金属板裂纹复合材料补片修复结构的有限元模型,利用正交实验考察了各补片参数对修复效果的影响,修补后静强度为未修复裂纹板的1.32倍,延伸率为未修复裂纹板的2.24倍[27]。
综上,国内外焊接修复方法的理论研究及试验方法都得到了较好的发展,从氩弧焊、补焊等传统的焊接方法,发展到激光焊、复合焊等新技术,以及改进焊接方法来满足工程及生产的需求。但预防和解决焊接修复所带来的不利影响的研究还是一个需要努力的方向。
1.3 钻孔止裂
当疲劳裂纹产生后,裂纹尖端处存在较大的应力集中,在外载荷的循环作用下形成一个塑性区。随着塑性变形不断积累,塑性区出现逐渐的形成许多微裂纹,从而在裂纹尖端部位形成损伤区,导致裂纹不断扩展。钻孔止裂的原理是通过在裂纹尖端附近进行钻孔,削除裂纹尖端的塑性区,改善因循环载荷作用下在裂纹尖端产生的应力集中,起到延缓结构疲劳裂纹扩展的效果[28]。一般通过无损探伤检测确定微裂纹的位置和长度,在裂纹端外顺其可能的扩展方向(0.5~1.0)t处钻孔(t为金属构件的板厚),止裂孔的直径约为1.0 t.其原理如图3所示。

图3 钻孔止裂原理示意图
钻孔止裂技术一般可以分为三大类:裂纹尖端止裂孔(SDH)、偏转SDH和裂纹侧面SDH。钻孔止裂技术的止裂效果取决于疲劳裂纹在止裂孔边缘的再生寿命,止裂孔的形状及位置将直接影响疲劳裂纹的再生寿命。
何云树等认为当航空器结构出现疲劳裂纹损伤时,采用5.57~7.14 mm直径的止裂孔止裂效果较好,当止裂孔直径为6.35 mm时,止裂效果最好[29]。袁周致远等通过数值分析,对比了圆形孔、椭圆孔、腰型孔和M孔4种不同形状止裂孔的止裂效果,得出腰型孔具有最佳的止裂效果[30]。Ayatollahi等人研究了在复合模式加载条件下两种止裂线形式对疲劳寿命扩展的影响,研究表明双止裂孔形式与单止裂孔相比取得了较好的止裂效果,当两止裂孔圆心距与孔直径比为0.75时,止裂效果最好[31-33]。杜洪增等人通过试验以及有限元分析的方法分析比较了普通止裂孔和冷扩充并植入铆钉的方法对铝合金试样的止裂效果,结果表明,冷扩充植入铆钉的方法具有较好的止裂效果[34]。孔璞萍等采用碳纤维复合材料(CFRP)加固止裂孔的方法对裂纹进行复合修复,结果表明:采用CFRP止裂孔复合修复的试件不仅消除了裂纹尖端的奇异性,抑制了裂纹的持续扩展,而且其承载能力也得到加强[35]。综上,国内外学者对钻孔止裂及相关技术进行了比较深入和详细的研究,大多以试验为主,所采用的研究材料亦非我国工程常用的钢材,对钻孔止裂及相关技术的理论研究较少。我国针对钢结构疲劳裂纹钻孔止裂修复采用钢结构加固技术规范CECS77:96,对于铝合金、钛合金等其他金属结构没有明确的技术规范以及理论研究。
2 现有修复、延缓疲劳裂纹扩展方法对比分析
裂纹填充、焊接修复、钻孔止裂等研究方法均可以达到延缓金属结构疲劳裂纹扩展的效果。从结构性能来说,裂纹填充和焊接修复方法在不破坏结构构件的情况下,就可以完成含裂纹构件的修复,达到延缓裂纹扩展的目的,而钻孔止裂方法虽然操作简单,能够快速延缓疲劳裂纹的扩展,但是也会过多的削弱截面的承载力,不利于结构受力;从修复效果来讲,当确定裂纹位置时,采用焊接方法能快速有效且有保证的完成裂纹或类裂纹的修复,而裂纹填充方法不能保证填充物完全有效的填充到裂纹尖端。当裂纹尖端塑性区没有完全去除时,钻孔止裂方法也可能达不到延缓裂纹扩展的理想效果。各方法优缺点如下:
(1)裂纹填充方面,虽然在不破坏结构性能的前提下能够有效地延缓或阻止疲劳裂纹的扩展,但是针对于微裂纹的填充需要先进的材料保障和技术保障,可能修补微裂纹的经济耗费远超过结构零件的本身更替;其次,裂纹填充的止裂效果取决于填充物的性质以及填充物是否有效地渗透到疲劳裂纹的尖端,填充物渗透到裂纹尖端的深度又取决于填充时的在载荷水平及填充方法,因此,止裂效果存在不确定性;
(2)焊接修复方面,虽然通过激光焊、氩弧焊能快捷方便的修补金属结构中已有的疲劳裂纹,但是容易产生残余应力、应力腐蚀开裂、氢脆等副产物,降低含微裂纹金属结构构件的整体性能,使得使用寿命降低[36];
(3)钻孔止裂修复方面,止裂孔消除了尖锐裂纹尖端以及相关的应力奇异性。此外,止裂边缘的残余压应力会延迟疲劳裂纹的再次萌生,并抑制随后的裂纹扩展。然而,在实际应用中,可能无法精确地定位裂纹尖端。即使能够精确定位,这种类型的修复也需要仔细检查,以确保裂纹尖端的彻底去除。另外,在压力管道、储罐和压力容器中引入止裂是不适用的,因为它会导致泄漏[36]。
3 结语与展望
随着金属结构的广泛应用,作用于构件的载荷、环境等因素的变化是十分复杂的,不可避免的会出现疲劳裂纹或类裂纹缺陷的问题。文中介绍了焊接修复、裂纹填充、钻孔止裂等延缓疲劳裂纹的方法及国内外的研究现状,同时分析比较了各自的优缺点,在不能及时更换新的构件下,能够保证生产以及工程的运行。
但是,目前延缓疲劳裂纹扩展或者修复的研究主要集中于研究方法的单一性,很少同时考虑多个方法的综合影响,也过少考虑延缓方案所带来的不利影响。因此,可从以下几个方面入手拓展研究:(1)应改进创新出新的修复工艺、参数、材料等,同时力争与工业先进技术相结合,达到延缓疲劳裂纹扩展的目的;(2)结合实际情况,考虑作用于金属构件的环境、载荷、裂纹的大小、位置等相关因素,通过试验数据与理论计算、数值模拟、ANSYS等仿真软件相结合的方法,尝试校正影响疲劳裂纹扩展与之相关的因素参数,同时试图将多种延缓方法综合起来,充分利用各自的优势,相互补充、相互完善,达到满足延缓或修复多类型、多种情况下金属结构疲劳裂纹扩展的最佳效果。这是国内外科研工作者以及工程技术人员待以研究的方向;(3)如何预防及解决达到延缓疲劳裂纹扩展目的之后方法所带来的不利影响,也是一个待以研究的问题。
猜你喜欢
护理实践与研究(2021年6期)2021-04-22
中国材料进展(2019年10期)2019-12-07
中国特种设备安全(2019年7期)2019-09-10
阅读与作文(英语高中版)(2019年8期)2019-08-27
中国特种设备安全(2019年5期)2019-07-16
保健医苑(2019年5期)2019-05-15
科学中国人(2018年8期)2018-07-23
中华胃食管反流病电子杂志(2017年2期)2017-10-27
中华胃食管反流病电子杂志(2017年2期)2017-10-27
质量技术监督研究(2017年4期)2017-05-07
