在线检测技术在乙烯装置的应用
2018-03-02 03:10徐文明曲申张晓刚左永光张道君
中国设备工程 2018年3期
徐文明,曲申,张晓刚,左永光,张道君
(中国石油独山子石化分公司乙烯厂乙烯一联合车间,新疆 独山子 833699)
新疆独山子100万吨乙烯装置为中国石油独山子石化公司改扩建炼油及新建乙烯工程化工部分的新建工艺装置之一,装置规模为年产100万吨乙烯。装置由德国LINDE公司负责工艺包和基础设计,中国寰球工程公司负责初设和详设。装置年运行8000小时。装置采用轻烃、碳五、石脑油、加氢尾油作为裂解原料。主要生产聚合级乙烯、聚合级丙烯、加氢汽油等主副产品。
1 在线腐蚀监测的原理
在线腐蚀监测技术主要指电感探针、电阻探针、电化学探针、工业pH在线探针四种探针利用各自不同的原理,实现对监测部位的在线腐蚀监测。乙烯联合装置在2011年安装调试在线腐蚀监测技术,在经过近2年的使用,取得了良好效果 。
2 乙烯联合装置在线腐蚀监测介绍
2.1 在线腐蚀监测系统探针分布
乙烯联合装置开工几年来,部分单元出现腐蚀问题。其中以裂解的稀释蒸汽换热系统,急冷区中压蒸汽凝液系统的腐蚀尤为明显。有必要在乙烯联合装置建立较全面的腐蚀监测体系,及时发现腐蚀问题,通过改进工艺操作,升级设备材质等手段,将腐蚀带来的危害降低到最小程度。本装置共计安装了7个监测点,使用了电感、电阻两种腐蚀监测探针,各点探针类型及主要监测腐蚀介质
2.2 在线腐蚀监测探针运行效果
从2011年大检修后乙烯联合装置7个在线腐蚀探针投入正常使用。腐蚀监测系统运行正常、数据传输正常,网络终端浏览正常。
以10-C-3001顶处监测数据为例分析如表1。

表1 在线腐蚀监测系统探针分布表
图1可以看出2011年9月大修后开工至2012年8月9日,期间腐蚀速率连续偏高(0.3~0.4mm/a),后初步判断为腐蚀探针故障,更换新探针运行。2012年8月9日至2012年8月27日,使用新探针监测腐蚀状况,年腐蚀速率连续偏高(0.2~0.3mm/a)。

图1 10-C-3001腐蚀速率对比图

图2 更换新探针后10-C-3001腐蚀速率对比图
2.3 10-C-3001塔顶腐蚀速率高原因判断及处理
工艺水汽提塔10-C-3001塔设计为去除工艺水中的烃类化合物及部分酸性气体。10-C-3001塔的进料来自水洗塔10-C-2801及裂解气压缩机段间的凝结水。经过一段时间的在线腐蚀监测,发现10-C-3001塔塔顶管线的腐蚀速率较高。分析造成腐蚀的原因有以下两点。
由于水系统的热平衡与设计存在偏差,造成10-C-3001塔塔釜温度高于设计值,汽提蒸汽量大,造成10-C-3001塔塔顶管线气相量过大,造成冲蚀。
10-C-3001塔塔顶气相量大,酸性气体大于设计值,造成塔顶管线酸性腐蚀(图2)。
基于以上两点原因,做出如下调整。
降低10-C-3001塔塔釜温度至设计值,逐渐减小汽提蒸汽的流量,经过一段时间的观察,10-C-3001塔塔顶管线的腐蚀速率没有明显变化。
经分析10-C-2801塔去10-C-3001塔的工艺水为6~6.5之间,压缩机段间的凝结水pH值为4~5之间。因此造成塔顶管线酸性腐蚀。
正常操作当中10-C-3001塔设计有两条注胺管线来调节10-C-3001塔pH值。一条位于塔釜,一条位于10-C-3001塔的进料管线上。通过将注胺线调整至10-C-3001塔进料管线,并适当增加胺的注入量,塔顶管线的腐蚀速率逐渐下降。
通过对10-C-3001塔的调整,腐蚀速率由原来的0.2 ~ 0.3mm/a 降至目前的 0.07 ~ 0.08mm/a,有效的减缓了管道及设备的腐蚀。
3 在线旁路釜腐蚀挂片
通过在线旁路试验釜腐蚀监测的方法进行分析。本方法是通过试验挂片在旁路试验釜中与工艺介质一定时间的接触,取得材质在这种工况下的腐蚀损耗重量,以此评定材质在试验期间的耐均匀腐蚀性能,从而评选出在此工况下合适的耐蚀材料,同时也可对装置腐蚀程度做出评估。
腐蚀挂片具有操作简单,数据可靠性高等特点,可作为设备和管道选材的重要依据,也可作为其它腐蚀检测数据比较的基础(表2)。

表2 乙烯装置旁路釜腐蚀挂片参数
4 厂级关键机组(10-K-6401)在线状态监测和分析系统
4.1 S8000系统简介
乙烯联合装置10-K-6401压缩机是厂级关键机组,10-K-6401压缩机组能否平稳运行将直接影响汽油加氢单元的平稳生产,同时也影响下游装置的连续生产,氢气压缩机10-K-6401在2009年投用运转以来,机组配套安装了一套本特利3500状态监测系统,只能显示压缩机组振动和位移的每一个点的模拟信号,没有各个振动点的趋势信号和各类频谱分析图,无法对机组进行实时在线状态监测与故障诊断,也不能及时发现机组在运转过程中出现的各类故障,
后来经过改造在10-K-6401压缩机组安装了一套S8000的大型旋转机械在线状态监测和分析系统。S8000系统是一套网络化在线状态监测和分析系统,它是针对石油、化工、冶金等行业的大型关键机组,进行24小时不间断监测和对事故进行提前报警,并为机组的故障诊断提供丰富的历史数据与图谱分析。
在线状态监测和分析系统的作用主要有两个:
可以在不同场所对机组的运行状态进行监测和分析,从而预先掌握机组的故障情况。
对出现故障的机组进行分析,弄清故障的原因,确定需要检修内容。
4.2 S8000状态系统应用
4.2.1 机组总貌图
通过调用S8000系统中10-K-6401压缩机总貌图,可以查看探头的位置及位号,还可以查看一些重要监控点的数值,对于确认故障位置和预防事故起到了重要作用。
4.2.2 在线状态监测和分析系统实际运用效果
2012年5月8日21点39分加氢单元10-K-6401氢气压缩机振动10VXI64807X报警,氢气压缩机柜的HMI上查看报警信息发现10VXT64807X高高联锁停机,报警信息如图3。
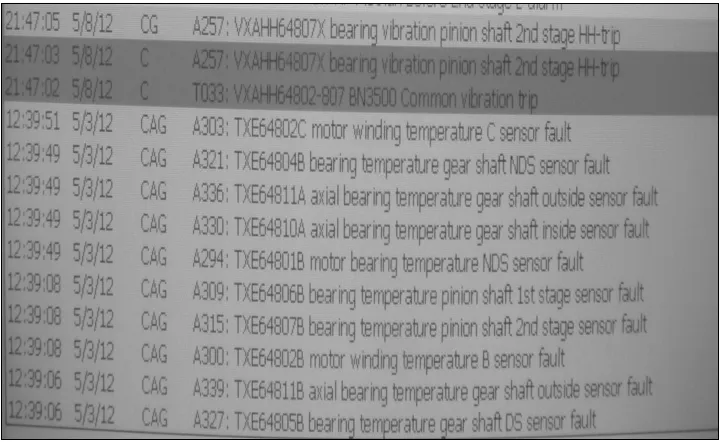
图3 10-K-6401压缩机停机信号

图4 10-K-6401压缩机振动记录

图5 64807X振幅、振频显示图
10VXT64807X/Y为氢气压缩机二段轴承振动,二选一联锁停机,联锁值为70μm。在停机后对现场信号线路进行检查,包括探头尾线紧固、中间接线箱接线端子紧固、前置放大器检查,线路绝缘测试等,未发现任何故障。操作人员通过检查SYSTEM1系统发现同一时间其余几个振动值也增高,但没有达到联锁值,如图4所示。
利用S8000在线状态监测和分析系统采集数据如图5。
由64807X停机前后瞬间振动波形频谱图分析,停机前该测点出现间隔约为80毫秒频率约为200Hz的信号干扰(由时域波形图估算),但随着机组联锁停机,在停机后瞬间振动波形频谱图中该干扰信号消失,且压缩机II级另一个测点64807Y停机前振动没有明显变化,因此分析认为造成机组联锁停机的原因是64807X测点存在信号干扰。后经过现场信号源查找,发现装置人员使用高频对讲机对仪表控制箱存在较大干扰信号,5月12日进行检查测试,发现对讲机信号对振动干扰非常大,最大达到133μm,远大于联锁值,由此判断此次停机原因为对讲机信号干扰导致。
通过S8000在线状态监测和分析系统,找出了压缩机停机可能的原因,它给出了分析解决问题的方向。
5 结语
加强在线检测技术在乙烯联合装置的应用,解决了离线分析不能实时检测和分析结果滞后的问题,可以实时监控发现装置存在的生产隐患,将故障消灭在萌芽状态。在线检测技术的推广应用对提高装置自动化水平,优化生产操作,提高生产效率,降低劳动强度具有重要的意义。
[1]马红杰.100万吨/年乙烯装置腐蚀监测体系的建立与应用[J].中国石油大学(华东)硕士论文,2015,6,1
[2]杨峰.在线腐蚀监测技术在乙二醇装置的应用[J].压力容器先进技术——第七届全国压力容器学术会议论文集,2009,10,28.
[3]黄新泉,杨峰.王黎联 在线腐蚀监测技术在石化装置的应用[J].腐蚀与防护,2009,6,15.
[4]杨峰.在线腐蚀监测技术在乙二醇装置的应用[J].压力容器先进技术——第七届全国压力容器学术会议论文集,2009,10,28.
[5]潘峰,201离心压缩机在线监测和故障分析系统的应用研究 [J].天津大学硕士论文,2006,3,1.
猜你喜欢
现代仪器与医疗(2021年4期)2021-11-05
水泵技术(2021年4期)2021-01-22
石油化工技术与经济(2021年4期)2021-01-13
装备制造技术(2020年1期)2020-12-25
北京航空航天大学学报(2017年2期)2017-11-24
汽车维护与修理(2016年3期)2016-02-28
少先队活动(2014年6期)2015-03-18
自动化博览(2014年9期)2014-02-28
汽车与新动力(2014年3期)2014-02-27
中国石油石化(2012年14期)2012-08-15