一种小模数数控滚齿机的设计
2018-03-02 03:20章叶根
中国设备工程 2018年2期
章叶根
(浙江嘉力宝精机股份有限公司,浙江 绍兴 311800)
YS3116CNC5五轴四联动小模数数控滚齿机是本公司在2014年年底新开发的一款高速高效滚齿机。我们将数控高速滚齿机创新的设计原理、先进的技术及几代人在滚齿技术领域获得的宝贵经验有机的结合在一起,开发出一款人人都能操作的数控滚齿机。
YS3116CNC5小模数数控滚齿机能加工模数2毫米以下,直径160毫米以下的各种直齿(轴)/斜齿圆柱齿轮(轴),鼓形齿、小锥度齿轮,适用于汽车、摩托车、电动工具等行业的齿轮加工。该机床的高速体现在滚刀主轴的转速达到了3000r/min,工作台的最高转速可达到500r/min。滚刀中心到工作台面的距离是150毫米到450毫米,滚刀中心到工作台中心的范围在15毫米到215毫米之间,齿轮的轴向和径向方向的切削范围很广。滚刀切向窜刀为100毫米,可以在刀架上装长度为140毫米、直径最大为80毫米的滚刀,大大提高滚刀的使用率。
该滚齿机在机械传动方面均采用了直连或近直连的方式,有效的缩短了传动链,减少了传动误差,提高了滚齿精度:X、Y、Z轴采用高精度滚柱丝杠通过弹性联轴器和伺服电机相连,滚柱丝杠采用预拉伸力拉紧机构,使旋转运动转化直线运动的过程中实现无间隙传动,并增加刚性,X、Y、Z向的移动均采用高精度高刚性的直线导轨。
传统的数控滚齿机的滚刀轴(B轴)一般采用的结构是有几对总减速比为1:4左右的消隙齿轮,其中大齿轮主轴中部,伺服电机连接小齿轮(有些刀架的传动链中间还有过桥齿轮),主轴尾部处装有打刀机构,滚刀的夹紧通过内部的蝶形弹簧后拉,松开的时候依靠打刀缸将拉刀杆前推。这个结构的刀架,传动链传动精度损失大,体积较大。传统数控滚齿机的工作台主轴(C轴)中部也是由一对减速比为1:8左右的高精度消隙齿轮来提供动力传动,一般的消隙机构制作复杂,加工精度要求高,装配困难。此种刀架和工作台结构的设计需要配备专门的油路润滑系统,并对油路的清洁非常重要,是数控机床里不可缺的一块成本。
而我司设计的新一代数控滚齿机恰好解决了这一问题,在滚刀轴(B轴)采用大功率伺服电机和高速主轴尾端直连,并在主轴设计一径向腰型孔,穿上销轴,连接上拉刀杆;再在机构中间段设计一高速旋转液压缸,连接销轴,刀具夹紧还是通过内部的蝶形弹簧将滚刀拉杆后拉,使拉爪收紧;松开的时候依靠打刀活塞将推动销轴并带动拉刀连接套使滚刀拉杆前推。该主轴两端均采用高精度回转轴承定位,轴承采用油脂润滑,两端密封,主轴尾部和主轴伺服电机用高精度大扭矩的株洲联轴器连接;窜刀轴(Y轴)安装在滑动托板上,Y轴滚珠丝杠通过Y轴联轴器与加速比位1:20的Y轴行星减速机相连,Y轴伺服电机提供动力,实现窜刀。该直线运动行程范围为0~100mm;该刀架机构结构紧凑,精度高(见图1)。
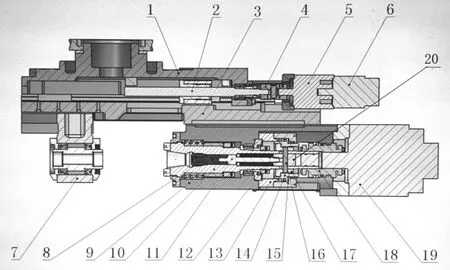
图1 刀架结构图
工作台主轴 (C轴)通过上下两对高精度高刚性的主轴承作为定位支撑,主轴轴承均采用油脂润滑,传动比为1:5的高精度行星减速机的输出端插入主轴尾部,并用抱箍锁紧,保证无反向回转间隙。伺服电机输出轴之间插入行星减速机的输入端,采用减速机自带的胀紧套锁住电机轴,保证在传动过程中无反向间隙。在主轴上端的防护罩内采用机械密封和填料密封,可有效的阻止湿切时候切削液进入主轴内部。该工作台机构设计简单,运行精度高,密封性能好,实践证明这样的连接方式不仅刚性高,而且精度损失降到最低(见图2)。
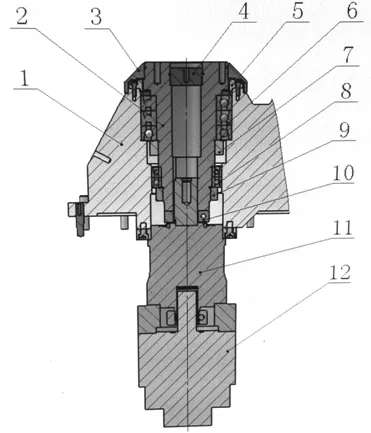
图2 工作台结构图
整个机床取消了油路润滑系统,只保留了定量润滑系统用来定时定量润滑各类滚珠丝杠和直线导轨。
在设计床身、立柱、工作台等部件的时候,都对主要部件进行有限元分析和热力学分析,如立柱设计采用了双层壁结构,并在各层中灌沙,不仅有效防止了机床的共振,而且提高了刀架的切削刚性。
该滚齿机采用了美国捷准公司专门为我司开发设计的操作系统,图形化界面使得输入更加友好简便,编程容易,可进行多次循环切削。客户只要输入齿轮的参数,就可以进行滚齿切削,不需要像普通数控滚齿机那样输入G指令。
我们在设计机床的时候为减少废油废气对环境的污染,充分为用户考虑,采用了干式切削和湿式切削,供用户选择。无论是干式切削还是湿式切削,该滚齿机均是理想的高速滚齿设备。
YS3116CNC5五轴四联动小模数数控滚齿机特点。
(1)机床五轴数控,可采用单头或多头滚刀进行高速滚齿加工。
(2)各运动轴独立伺服电机直接控制,传动链短、精度高、转速高、滚刀轴最高转速3000r/min、工件轴最高转速500r/min。
(3)床身、立柱、工作台等基础件采用三维造型经过有限元应力和热力学分析,结构合理、刚性好。
(4)机床可进行干式切削,亦可进行湿式切削,干切加工效率通常是常规湿切机床的2~3倍。
(5)加工区域完全密闭,内置大斜度光滑不锈钢内罩,考虑切削下落的床身结构,床身内置自动排屑器,切屑自动落到排屑器上,独立的液压站;设计、安装调节简单、可靠。
(6)各润滑点自动润滑,铁屑自动排屑,省事省力更方便。
(7)操作系统界面友好,参数输入简单。
YS3116CNC5五轴四联动小模数数控滚齿机在切齿精度上已经达到了6级,部分精度超过5级。在速度上如滚切圆柱齿轮模数为1毫米,齿数为40,厚度为10毫米的齿轮,3个齿轮一起加工的情况下,最快只需50秒左右,一个齿轮的加工速度在16秒左右;加工完成的零件表面粗糙度可达1.6微米以上,不需要再剃齿加工。目前该滚齿机已经投放市场,市场反响非常好,公司已经开始批量生产。
[1]周运岐.滚齿加工精度和效率的研究分析[J].中国新技术新产品,2012.
[2]吕建平.小模数滚齿机的数控改型设计[J].电气与自动化,2013.
[3]陈永鹏,曹华军,李先广,陈鹏,黄强.高速干切滚齿机床热变形误差模型及试验研究[J].机械工程学报,2013,49(7):36-42.
猜你喜欢
水资源开发与管理(2022年12期)2023-01-14
建筑机械化(2022年1期)2022-01-29
能源工程(2021年2期)2021-07-21
设备管理与维修(2020年23期)2021-01-04
绿色科技(2020年11期)2020-08-01
制造技术与机床(2019年10期)2019-10-26
科教新报(2019年27期)2019-09-10
中小企业管理与科技(2019年22期)2019-09-09
装备制造技术(2017年5期)2017-06-26
制造技术与机床(2017年3期)2017-06-23