
椭圆形铝合金振盘边高光工艺关键技术的研究
2018-04-26 07:15张扬
新技术新工艺 2018年4期
张 扬
(惠州市技师学院,广东 惠州 516001)
以手机外壳为代表的3C产品的外观表达的作用相当重要,其产品轮廓高光倒边已是一种时尚甚至成了标准。产品外形多为流线型设计,壁薄,要求具有足够的强度、硬度和刚度;几何公差要求高,造成其加工制造难度大,又因为其社会需求量大,产品使用寿命要求长;因此,迫切需要一种效率和质量可靠性高的工艺技术。本文对材料为5052铝合金冲压毛坯的椭圆形铝合金振盘边直接高光加工进行分析研究。
1 零件特点
椭圆形铝合金振盘采用冲压毛坯,外形为椭圆形(橄榄)冠,由于设计和冲压毛坯时有变形,边缘为变曲率,但是曲率变化值不大,需加工的是外轮廓倒角为45°的等高高光面(直纹曲面),尺寸精度和位置度要求高,需要选用高精度的设备,设计可靠的夹具,采用合理高效的加工工艺。产品图如图1所示。

图1 产品图
2 加工工艺设计
在保证产品质量的前提下,应充分考虑生产周期、设备、成本、夹治具和环保等因素,根据企业自身实际,积极采用先进工艺和装备,不断提高企业工艺水平。加工工艺设计方案如下:1)加工设备采用企业现有的2.5轴、主轴转速为60 000 r/min的高光机[1];2)夹具采用结构简单,装夹定位可靠,夹紧方式为气动,速度快、效率高的专用夹具;3)加工刀具采用刀柄直径为6 mm的焊接式金光石高光成型刀;4)刀轨路径2D轮廓铣(关键是要将3D曲面铣转换成为2D轮廓铣);5)采用一次装夹完成全部加工内容的方案,使工序尽量集中,以确保产品精度能满足椭圆形铝合金振盘工艺能力和设计图样技术要求;6)整个生产线采用酒精冷却加工,并要求在整个生产过程中做好防锈和产品保护,全部加工面严禁碰伤;7)设计加工工艺路线为粗铣外轮廓斜面→精铣(高光)外轮廓斜面(倒角)→吹风防伤包装(用吸塑盘)[2]。
3 关键工艺及夹具设计
3.1 关键工艺设计
3.1.1 粗、精铣外轮廓斜面
加工设备采用企业现有的主轴转速为60 000 r/min的高光机。采用一次装夹完成粗铣外轮廓斜面→精铣(高光)外轮廓斜面(倒角)全部加工内容。加工完成后,应先目测整个工件加工面有无大小边、沙眼以及边距大小(必要时测量加工尺寸)等。工件在拆装过程中严禁碰伤。
3.1.2 刀轨设计
刀轨设计方案比较表见表1。

表1 刀轨设计方案比较表
方案2是先使用随机床的在线轮廓扫描仪取得3D轮廓曲线再以其编程加工,加工后,高光边均匀(见图2);但是加工每个产品前均要经过扫描再编程加工,单位产品所消耗时间长,本产品生产实测耗时为92 s/个。

图2 方案2加工效果图
方案3采用曲面铣或3D轮廓铣[3],对于本产品生产采用3D轮廓铣,实测耗时为65 s/个。方案3加工效果如图3所示。

图3 方案3加工效果图
方案4则考虑到人的眼睛对有比照特征的事物的大小分辨率≥0.04 mm,一般≥0.15 mm,采用2D轮廓铣和刀轨偏置补偿,在夹具设计时,应保证产品定位的准确性、一致性,并通过夹具形状调整和锁紧力,尽可能将冲压变形(公差内)进行复原。对于无法整理复原的变形毛坯,则通过适当的刀轨偏置补偿,使高光边均匀光亮。通过尝试,成功地将该产品高光直纹曲面的曲面铣加工或3D轮廓铣加工转换成2D轮廓铣加工,加工效果如图4所示。对于本产品生产采用2D轮廓铣,实测耗时为13~15 s/个。可见,在保证产品质量的前提下,极大地提高了加工效率,为该类产品的类似加工提供了一个优质高效的加工方案; 因此,根据企业自身实际和成本效益,应选择方案4。
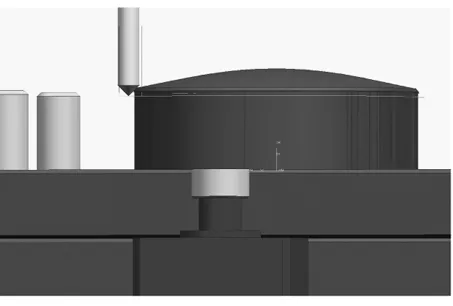
图4 方案4加工效果图
3.2 夹具设计
夹具装配图如图5所示,夹具定位、毛坯夹紧如图6所示。采用定位板框住产品的外形,用和产品凹面形状一致的吸紧凸模支承产品的凹面,不仅起到自定心定位,同时通过真空吸紧力把有变形的毛坯复原。整个夹具设计简单可靠,损坏后更换容易,成本低,可靠性好[4]。
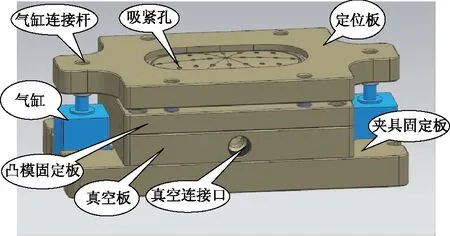
图5 夹具装配图(3D)

图6 夹具定位、毛坯夹紧
4 结语
通过合理地安排加工工艺和夹具设计,有效地利用了工厂现有机床,减少了企业设备投入成本。采用企业现有的2.5轴、主轴转速为60 000 r/min的高光机,并利用定位板框住产品的外形,用和产品凹面形状一致的吸紧凸模支承产品的凹面,起到了自定心定位的作用;同时,通过采用真空吸紧力把有变形的毛坯复原,并一次装夹完成全部加工内容的夹具设计方案,使工序尽量集中,保证了零件的尺寸精度和位置度,取得了均匀光亮的高光面。采用专用设计夹具,提供了准确、可靠定位,该夹具装夹效率高,为通过适当的刀轨偏置补偿,成功地将该产品高光直纹曲面的曲面铣加工或3D轮廓铣加工转换成2D轮廓铣加工提供了保障。经过将近1年半生产表明,该工艺设计能够满足企业批量生产需要,加工出的产品精度高、废品率低、生产成本低、生产效率高。
[1] 庞浩. 数控加工工艺[M]. 杭州:浙江大学出版社,2005.
[2] 苏建修. 机械制造基础[M]. 北京:机械工业出版社,2001.
[3] 夏凤芳. 数控机床[M]. 北京:高等教育出版社,2002.
[4] 李宏策,郭雄华,李文芳. 通用薄壁类零件柔性夹具设计[J]. 机床与液压,2012, 40(8):36-37.
猜你喜欢
华人时刊(2021年15期)2021-11-27
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年12期)2018-12-23
NBA特刊(2018年10期)2018-06-02
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
家庭影院技术(2017年12期)2017-02-06
中国塑料(2014年2期)2014-10-17
