基于TMS320C6748的机器视觉系统研发设计
——以2017年 “西门子杯”中国智能制造挑战赛工业硬件研发赛项为背景
2018-05-02 06:30王秀英
赤峰学院学报·自然科学版 2018年4期
王秀英
(阜阳师范学院 物理与电子工程学院,安徽 阜阳 236037)
随人们生活水平的提高,中国的电子生产设计制造行业已经步入了一个新的高度,而机器视觉正是生产力发展的产物,它广泛地应用于工业生产中.在汽车组装厂,机器视觉系统可以应用于发电机部件自动装配线上[1];在瓶装厂,校验瓶盖是否正确密封、装灌液位是否正确,以及在封盖之前没有异物掉入瓶中[2-4];在药品包装生产线,检验药片的泡罩式包装中是否有破损或缺失的药片[5].传统的检测方法检测速度较慢、误检率较高,关键的细微数据无法分析,采用机器视觉后会使检测变得简单、快速.在保证误检率不超工业标准时,能够采集关键信息,准确分析数据,反馈信息,根据信息改进算法,增加了工业效益.机器视觉检测系统改善了人工视觉检查产品的质量效率低且精度不高的缺点.
2017“西门子杯”中国智能制造挑战赛工业硬件研发赛项赛题要求采用机器视觉系统在提供的测试环境中对产品进行屏幕坏点测试、电路板缺陷检测、瓷砖缺陷检测三种场景的测试.在这一背景下,本文提出了一款基于STM32C6748的机器视觉检测系统.旨在开发一种智能检测生产线并投入使用,提高产品检测准确度,为企业节省劳动成本.
1 检测系统总体设计
1.1 系统的整体设计要求
根据工业硬件赛项的要求和学校的经费预算,本系统设计主要从功能性、实用性和经济性三方面进行考虑.1.1.1 功能方面要满足
(1)识别待测屏幕是否存在坏点,若出现,系统警报提示生产人员并向生产线传送机构发出相应指令,将坏点的屏幕传送到预先设置的位置处;
(2)能够识别出待测瓷砖是否存在缺陷,若存在,产生警报信号提示生产人员并向生产线传送机构发出相应指令,将存在缺陷的瓷砖传送到预先设置的位置处.
1.1.2 实用性方面要满足
(1)稳定性高.可实现无故障连续工作.
(2)抗干扰能力强.在外界存干扰因素的情况下,仍可正常工作.
(3)易调试、易维护.机器的部件应预留可调范围,显示界面做到简洁明了.
(4)精度高.应保证一定的误检率.
1.2 检测系统结构组成和工作原理
机器视觉系统主要包括传送机构、图像采集模块、控制模块、控制台、光源模块.
检测流程是:通过传送机构将待检测的产品送至摄像头拍照处,增加红外传感器用于检测物体的到来,当物体到达指定位置时,控制系统系统自动将拍摄到的图像信息处理,并向分拣机构和上位机发送指令.若检测产品有缺陷,系统会立即产生报警信号,并将缺陷信息显示于上位机中、向分拣机构发送相应动作指令;若检测产品无缺陷,则系统不会产生报警信号,分拣机构正常动作,系统正常运行.
根据机器视觉系统的模块组成及检测原理搭建本系统在实验室条件下的硬件环境,其框架为立方体结构,四面用不透光的泡沫板围成,底部不加底,预留有传送带通道,工业相机固定在盒子顶端上面的横梁上,光源固定在两根框架主体上,下位机置于盒子外侧面.当检测开始时,通过串口控制相机进行连续拍照,缺陷信息显示上位机界面上.
摄像头型号是ATK-OV5640-V11.外面封闭的盒子减小了外界环境光的影响,同时起到防尘的作用,在摄像头的上方放一块挡光板.提高拍摄图片的质量.
工业光源为LED环形光源,一共60颗灯珠,发出白色光,光源高度可通过旋钮调节,功率为10W,主要配合图像采集模块完成图像采集.
将光源固定在检测台内部,将亮度调节器与光源相连,最后连接电源与亮度调节器.系统中,光源的位置在光源表面层一层薄纸,光线发均匀照射在产品表面.
位置传感器采用红外避障模块.该传感器模块对环境光线适应能力强,具有一对红外线发射与接收管,发射管发出一定频率的红外线,当检测方向遇到障碍物(反射面)时,红外线反射回来被接收管接收,经过比较器电路处理之后,信号输出接口输出数字信号(一个低电平信号).可通过电位器旋钮调节检测距离,有效距离范围2~30cm,工作电压为3.3V-5V,满足本系统的设计需要.
将传感器置于暗箱内部侧壁低端,并在拍照区域前后各设一个,为了使定位更准确.当产品快到达拍照处时,第一个传感器先给CPU发信号;当产品刚好到达指定位置时,第二个传感器立即给CPU发信号,CPU控制照相机拍照并处理图片,找出产品存在的缺陷.
通过对市场上的检测方法分析,结合工业硬件研发赛项的赛题要求,选择TI公司的TMS320C6748为系统的下位机核心硬件,配合相应的串口软硬件实现缺陷的检测.
系统采用Visual Basic6.0(简称Vb6.0)自主编写的上位机软件进行反馈显示,用Visual C++结合Code Composer Studio v5(CCS)进行编程实现数字图像处理的各种操作.由于每个场景的特征值不同,所用的处理方法也不同.将程序下载到下位机后,便能实现不同的缺陷检测功能.
2 检测原理及算法
本文设计的机器视觉系统主依靠采用相同的硬件环境,不同的软件算法处理.下面只讨论比赛提供的场景一和场景三.针对场景一屏幕坏点检测采用Canny边缘检测算法实现,针对场景三瓷砖缺陷检测则采用差分矩阵的特征值提取算法.
使用系统进行场景检测的具体检测流程为:①将待检测的图片放在传送板上,将其送至拍照处;②红外避障传感器检测到信号,并向CPU发送信号;③CPU得到信号后立即向摄像头发送拍照指令,启动摄像头拍照;
④对拍照图像用图像处理算法处理,判断出图像的缺陷信息;
⑤CPU将缺陷信息通过串口发送至上位机,上位机显示缺陷信息;
⑥计算误检率.
2.1 图像预处理
图像采集时,首先将待处理样本放在履带上传送,当红外传感器检测到样品到来时启动摄像头采集图像.系统采集到图像格式是RGB565格式,一个像素占两个字节,其中:第一个字节的前五位表示R(Red),第一字节的后三位加第二字节的前三位表示G(Green),第二字节的后五位表示B(Blue).因RGB565格式包含的信息量大,不利于图像处理,需要将其转换成灰度图像.
利用公式(1)对图像进行预处理,得到易于处理和计算的灰度图像.

其中Gray为存储的灰度图像,Image为待处理的图像,Image[i]为每个点的像素值,作为边缘检测Ganny算子的输入值.
2.2 图像处理
2.2.1 屏幕坏点检测算法
屏幕坏点检测是利用Canny边缘检测算法对图像进行处理[6],再配合多个模块,使输出的图像坏点周具明显标记,实现坏点个数及位置的检测.检测步骤分4步:
(1)用高斯滤波器对图像做平滑处理.采用的高斯核矩阵进行滤波.

(2)采用Sobel算子找到图像灰度沿着水平方向Gx和垂直方向Gy的偏导数,并按照如下两式求出梯度的幅值G和方位θ.

(3)对梯度幅值进行非极大值抑制,即找到局部梯度最大点.方法是在3×3的邻域窗内,给定像素p与沿着梯度线方向像素相比,如p的梯度幅值不比两个像素的梯度幅值大,则令p=0,否则保留原幅值.划分为水平、垂直、和正、负四种梯度方向来比较幅值的强度.
(4)用双阀值算法来检测连接边缘.凡大于高阀值T1的一定是边缘;凡小于低阀值T2的一定不是边缘;如果检测结果大于低阀值而又小于高阀值,则要看这个像素的邻接像素中是否有大于高阀值的边缘像素,如果有,则是边缘,否则不是.
2.2.2 瓷砖缺陷检测算法
从一幅瓷砖缺陷图像中把具有裂纹、斑点的区域快速准确地分割出来是成功检测缺陷瓷砖的关键,应用区域生长法对瓷砖图像分割处理[7].
选取种子区域为Ri,由均值mi及标准方差σi作为衡量灰度一致性的特征量,n为区域像素数.则
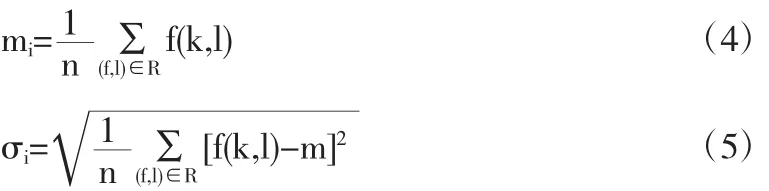
定义生长规则P:若像素灰度值f(k,l)与mi接近满足:

则(k,l)可并入区域Ri,同时更新mi与σi,
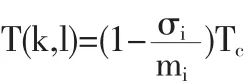
Tc是反映生长条件苛刻程度的量,初值可由初始种子区域估计,并且区域生长的过程中动态调整,放宽限制直至恰好将区域分割完毕.
在分割出缺陷后进行特征提取,提取出平均值、方差、平滑度、偏态系数、能量,将这些值与阈值比较判断缺陷类型.
设假设分割的缺陷图像f的像素总数为N,灰度等级数为l,灰度为i的像素全图共有Ni个,则:

式中zi——直方图的灰度变量.
平均值:

方差:

平滑度:

偏态系数:

能量:

3 实验结果
系统测试的步骤是:打开DSP开关,通过开发软件CCS向DSP烧制程序,待测样品随传感器移动,当红外检测模块检测到载物台上黑标时,给DSP一个信号,LED灯点亮,传送带停止,DSP控制摄像头拍照.检测完毕后,LED灯熄灭,传送带继续运动,然后检测下一个待测样本,步骤同上.
图像采集和检测完毕后,上位机软件看采集图片和检测过后输出的缺陷类型,测试结束.
上述步骤中红外检测模块给DSP发出信号使图片停止移动,在实际工业应用中可以用行程开关达到此目的,而在检测完成后,DSP上的蜂鸣器发出报警声,LED点亮,在工业流水线中这种信号可以分别控制不同的流水线使残次品和合格品分流,进而实现合格品的挑选.
3.1 屏幕坏点检测
屏幕坏点显示主要显示坏点的个数和位置信息.我们利用CCS5.5软件中图片输出功能输出检测到的图像,标注坏点位置,利用上位机软件输出坏点个数,方便操作人员观看.
选择具有不同坏点个数的三个样本,经随机编号后用本系统测试,所得结果坏点及处理后的点均用圆圈出.

图1 屏幕坏点图

图2 瓷砖检测结果
检测结果可以看出,该检测方法能够准确检测出屏幕坏点位置和个数.
3.2 瓷砖缺陷检测
选择6块已编好号的瓷砖样本检测,检测表明1和4号瓷砖无缺陷,2和5号瓷砖存在裂纹缺陷,3号瓷砖存在裂纹划痕缺陷,6号瓷砖存在划痕缺陷.从上位机的输出结果中能得到所检测样本是否有缺陷和缺陷种类(划痕、裂纹等),据所检测的区域的特征值与经过样本训练得到的阈值进行有较检测瓷砖缺陷,虽对样本分割,提取出了缺陷区域,但由于阈值要通过训练样本得到,样本数据库不够大,使得阈值不合理,所以检测结果会有误判.
4 结束语
本文研究设计的机器视觉系统在比赛中较准确的完成了三种场景的检测,取得了全国总决赛一等奖的优异成绩.系统采用上位机软件操作,很大程度上降低了对操作人员的技术要求,可推广运用于实际工业生产上.
由于实验条件和时间的限制,算法待改进,虽可实现三个场景的检测,还未能达到通用,研制较为通用的视觉检测系统,以适用于不同条件下的检测任务,进而实现对不同目标的视觉检测是今后的研究重点.
参考文献:
〔1〕刘泉晶,沈俊杰.机器视觉技术在汽车发电机部件自动装配线上的应用[J].工业控制计算机,2017,30(4):32-33.
〔2〕王宇,吴智恒,陈启愉,等.基于机器视觉的瓶盖封装检测系统[J].自动化与信息工程,2016,37(2):42-44.
〔3〕刘静寒.基于机器视觉的瓶装液体异物检测技术研究[D].合肥工业大学,2012.
〔4〕黄玲,张叶林,等.基于机器视觉的透明瓶装液体液位自动检测[J].自动化与仪表,2012(2):57-59.
〔5〕马志刚,赵志强,王保云.全自动泡罩药品包装视觉检测控制系统设计[J].包装工程,2017,38(17):124-127.
〔6〕文章,张欣,周昌顺,等.一种基于Canny的边缘检测改进算法[J].通信技术,2017,50(10):2236-2239.
〔7〕Adams R,Bischof L.Seeded Region Growing[J].IEEE Transactions on Pattern Analysis and Machine Intelligence,1994,16(6):641-647.
猜你喜欢
环球时报(2022-07-13)2022-07-13
北京航空航天大学学报(2022年6期)2022-07-02
环球时报(2022-03-14)2022-03-14
天津医科大学学报(2021年1期)2021-01-26
现代装饰(2019年10期)2019-10-17
电影(2018年8期)2018-09-21
小学生学习指导(中年级)(2018年4期)2018-09-06
小学生学习指导(中年级)(2018年3期)2018-01-25
自动化学报(2017年5期)2017-05-14
光学精密工程(2016年1期)2016-11-07